一种手提袋加工装置的制作方法
1.本实用新型涉及手提袋加工技术领域,特别涉及一种手提袋加工装置。
背景技术:
2.一些载重较重的包装袋(如米袋、面粉袋等)会在包装袋上开设一个提拉口,为了便于人工搬运会在提拉口上设置手提组件,手提组件包括两个手提扣,装配的时候,需要提前将两个手提扣有序地排列好,再将包装袋的提拉口放置到两个手提扣之间,再将两个手提扣压合在包装袋上,实现手提扣的装配,但是现有技术中,手提扣排列的时候通常是通过人工去排列,再通过将两个手提扣进行压合,所以效率比较低,而且人工费也比较高。
技术实现要素:
3.本实用新型的目的:为了克服现有技术的缺陷,本实用新型提供了一种手提袋加工装置,采用自动化操作对手提扣进行排序,并可以将手提袋运输到两个手提扣之间,再通过压合机构将排序好的手提扣压合在手提袋上,工作效率更高,加工成本更低。
4.本实用新型公开涉及一种手提袋加工装置,其特征在于:包括机架,机架上设有手提袋传输机构、手提扣装配机构和手提袋缝合机构,手提扣装配机构和手提袋缝合机构位于手提袋传输机构一侧,手提袋传输机构包括用于运输手提袋的传送带以及驱动传送带工作的传送带驱动组件,手提扣装配机构包括工作台、沿x轴方向设置的第一输送通道和沿y轴方向设置的第二输送通道,工作台上设有装配腔,所述装配腔下方设有抵压台,各输送通道上均设有用于供手提扣进入输送通道的进料口,第一输送通道与装配腔导通设置,第二输送通道位于抵压台一侧,手提扣装配机构还包括模头、驱动模头在装配腔内升降的模头驱动件、驱动第一输送通道内手提扣进入装配腔的第一手提扣驱动组件以及驱动第二输送通道内手提扣滑动至抵压台上的第二手提扣驱动组件,装配腔内还设有用于夹设手提扣的夹板和驱动夹板向装配腔中部方向运动的弹性复位件,装配腔和抵压台之间开设有进袋口,抵压台上还设有用于支撑手提袋的袋体支撑面,手提袋缝合机构包括有手提袋缝合机。
5.采用上述技术方案,将手提袋放置在传送带上,再通过传送带驱动组件带动传送带进行运输,通过进料口将手提扣进入到对应的输送通道内,第一手提扣驱动组件驱动第一输送通道内的手提扣滑动进入到装配腔内,再通过夹板使装配腔内的手提扣夹设在装配腔内,防止手提扣自动掉落,第二手提扣驱动组件驱动第二输送通道内的手提扣滑动至抵压台上,使两个手提扣对应设置,传送带再将手提袋进行运输,使手提袋从进袋口进入到两个手提扣之间,再通过模头驱动件驱动模头带动装配腔内的手提扣进行滑动,使装配腔内的手提扣滑动至与抵压台上的手提扣进行扣合,从而实现手提扣压合在手提袋上,再通过传送带将扣合好的手提袋运输到手提袋缝合机上进行缝合,袋体支撑面可以起到对手提袋的支撑功能,而且还可以使手提袋位于抵压台上手提扣的上方,可以实现自动化操作,人工成本比较低,而且工作效率也比较高。
6.本实用新型的再进一步设置:装配腔与第一输送通道相对的一侧的内侧壁形成用
于限制装配腔内手提扣滑动位移的第一限位面,抵压台和进袋口之间还设有支撑台,支撑台设置在抵压台上且位于第二输送通道相对的一侧,支撑台的上端面形成袋体支撑面,支撑台朝向第二输送通道的侧面形成用于限制抵压台上手提扣滑动位移的第二限位面。
7.采用上述再进一步设置,通过第一限位面和第二限位面可以使得两个手提扣在排序的时候更加准确,可以减少两个手提扣错位的情况发生。
8.本实用新型的再进一步设置:工作台上还设有手提扣矫正机构,手提扣矫正机构包括与手提扣内轮廓相适配的矫正模芯和驱动矫正模芯升降的模芯驱动件,矫正模芯位于抵压台下方,模头上设有与矫正模芯相适配的插孔,矫正模芯和插孔对应设置,模芯驱动件可驱动矫正模芯穿过抵压台并插设在插孔内,矫正模芯朝向插孔的一端设有倾斜导向面,矫正模芯通过倾斜导向面引导可穿设手提扣,实现手提扣的矫正。
9.采用上述再进一步设置,在两个手提扣进行压合的同时对两个手提扣进行正位,防止两个手提扣错位,减少瑕疵品的产生,而且采用自动化矫正,可以提高工作效率和品质。
10.本实用新型的进一步设置:所述工作台底部还设有滑块,机架上还设有与滑块相适配的滑轨,滑块滑动设置在滑轨上。
11.采用上述进一步设置,可以适用于多款大小不一的手提袋加工,根据需求滑动工作台从而调节位置。
12.本实用新型的再进一步设置:各手提扣驱动组件均包括推板和驱动推板滑动的手提扣驱动件,推板滑动设置在对应的输送通道内,所述各进料口上方均设有落料柱,落料柱中空设置形成用于存放手提扣的储料腔,储料腔底部与进料口导通设置,推板上还设有用于在推板推动手提扣进入装配腔时将进料口进行封堵的封堵面。
13.采用上述再进一步设置,可以通过推板将手提扣推到对应的位置,而且还可以使落料柱内的手提扣逐个掉落,使得在使用的时候更加稳定。
14.本实用新型的进一步设置:弹性复位件包括弹簧,弹簧的一端抵触在夹板上,另一端抵触在工作台上,弹簧可驱动夹板滑动将手提扣夹设在装配腔内,工作台上位于装配腔位置穿设有轴体,弹簧套设在轴体上,轴体的一端连接在夹板上,另一端设有限位块,限位块可与工作台抵触,实现夹板向装配腔中部方向滑动位移的限制。
15.采用上述进一步设置,通过弹簧可以驱动夹板向装配腔的中部方向滑动,在手提扣进入到装配腔的时候可以将手提扣夹设在装配腔的内侧壁上,在对手提扣夹持的同时可以进行正位,轴体可以便于弹簧的装配和导向,限位块能够在夹板向装配腔中部方向滑动一定位置后进行限位。
16.本实用新型的再进一步设置:储料腔横截面的形状与手提扣的外轮廓相适配。
17.采用上述再进一步设置,可以便于储料腔内的手提扣逐个导向进入到进料口内。
18.本实用新型的进一步设置:所述工作台上还设有模芯驱动件安装架和模头驱动件安装架,模头驱动件固定设置在模头驱动件安装架上,模芯驱动件固定设置在模芯驱动件安装架上。
19.采用上述进一步设置,可以便于模头驱动件和模芯驱动件的安装,使得在使用的时候更加稳定。
附图说明
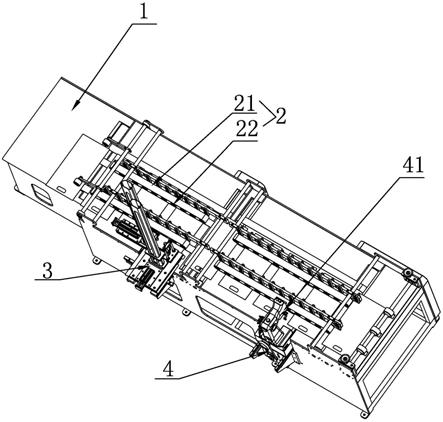
20.图1为本实用新型整体结构示意图;
21.图2为本实用新型手提扣装配机构结构示意图;
22.图3为本实用新型手提扣装配机构局部图;
23.图4为本实用新型抵压台位置示意图;
24.图5为本实用新型第一限位面位置示意图;
25.图6为图5侧视图;
26.图7为图6沿a
‑
a剖面视图;
27.图8为本实用新型滑块滑轨配合图;
28.图9为本实用新型支撑台位置示意图;
29.图10为本实用新型模头和矫正模芯爆炸图;
30.图11为图7局部a放大图;
31.图12为本实用新型第一输送通道和第二输送通道及其零部件配合图;
32.图13为图4局部b放大图;
33.图14为手提组件爆炸图。
具体实施方式
34.以下结合附图对本实用新型的具体实施方式详细说明:
35.本文中所写到的驱动件均可以采用电机、电缸、气缸等驱动源,具体安装方式属于本领域技术人员公知常识,本文就不做详细一一介绍了,本文中的x轴方向和y轴方向为直角坐标系中的x轴和y轴方向。
36.本实用新型公开涉及一种手提袋加工装置,本实用新型实施案例中,包括机架1,机架1上设有手提袋传输机构2、手提扣装配机构3和手提袋缝合机构4,手提扣装配机构3和手提袋缝合机构4位于手提袋传输机构2一侧,手提袋传输机构2包括用于运输手提袋的传送带21以及驱动传送带工作的传送带驱动组件22,传送带驱动组件22可以是采用皮带轮组和电机,具体安装方式属于本领域技术人员公知常识,本文就不做详细具体介绍了,手提扣装配机构3包括工作台31、沿x轴方向设置的第一输送通道32和沿y轴方向设置的第二输送通道33,工作台31上设有装配腔311,所述装配腔311下方设有抵压台4,各输送通道上均设有用于供手提扣进入输送通道的进料口5,第一输送通道32与装配腔311导通设置,第二输送通道33位于抵压台4一侧,手提扣装配机构3还包括模头34、驱动模头34在装配腔311内升降的模头驱动件35、驱动第一输送通道32内手提扣进入装配腔311的第一手提扣驱动组件321以及驱动第二输送通道33内手提扣滑动至抵压台4上的第二手提扣驱动组件331,装配腔311内还设有用于夹设手提扣的夹板6和驱动夹板6向装配腔311中部方向运动的弹性复位件61,装配腔311和抵压台4之间开设有进袋口7,抵压台4上还设有用于支撑手提袋的袋体支撑面81,手提袋缝合机构4包括有手提袋缝合机41,手提袋缝合机41可以从市场上直接购买本文就不做详细具体介绍了,将手提袋放置在传送带21上,再通过传送带驱动组件22带动传送带21进行运输,通过进料口5使手提扣进入到对应的输送通道内,第一手提扣驱动组件321驱动第一输送通道32内的手提扣滑动进入到装配腔311内,再通过夹板6使装配腔311内的手提扣夹设在装配腔311内,防止手提扣自动掉落,第二手提扣驱动组件331驱动第
二输送通道33内的手提扣滑动至抵压台4上,使两个手提扣对应设置,传送带21再将手提袋进行运输,使手提袋从进袋口7进入到两个手提扣之间,再通过模头驱动件35驱动模头34带动装配腔311内的手提扣进行滑动,使装配腔311内的手提扣滑动至与抵压台4上的手提扣进行扣合,从而实现手提扣压合在手提袋上,再通过传送带21将扣合好的手提袋运输到手提袋缝合机41上进行缝合,袋体支撑面81可以起到对手提袋的支撑功能,而且还可以使手提袋位于抵压台4上手提扣的上方,可以实现自动化操作,人工成本比较低,而且工作效率也比较高。
37.装配腔311与第一输送通道32相对的一侧的内侧壁形成用于限制装配腔311内手提扣滑动位移的第一限位面3111,抵压台4和进袋口7之间还设有支撑台8,支撑台8设置在抵压台4上且位于第二输送通道33相对的一侧,支撑台8的上端面形成袋体支撑面81,支撑台8朝向第二输送通道33的侧面形成用于限制抵压台4上手提扣滑动位移的第二限位面82,通过第一限位面3111和第二限位面82可以使得两个手提扣在排序的时候更加准确,可以减少两个手提扣错位的情况发生。
38.工作台31上还设有手提扣矫正机构312,手提扣矫正机构312包括与手提扣内轮廓相适配的矫正模芯3121和驱动矫正模芯3121升降的模芯驱动件3122,矫正模芯3121位于抵压台4下方,模头34上设有与矫正模芯3121相适配的插孔341,矫正模芯3121和插孔341对应设置,模芯驱动件3122可驱动矫正模芯3121穿过抵压台4并插设在插孔341内,矫正模芯3121朝向插孔341的一端设有倾斜导向面31211,矫正模芯3121通过倾斜导向面31211引导可穿设手提扣,实现手提扣的矫正,在两个手提扣进行压合的同时对两个手提扣进行正位,防止两个手提扣错位,减少瑕疵品的产生,而且采用自动化矫正,可以提高工作效率和品质。
39.所述工作台31底部还设有滑块9,机架1上还设有与滑块9相适配的滑轨10,滑块9滑动设置在滑轨10上,可以适用于多款大小不一的手提袋加工,根据需求滑动工作台31从而调节位置。
40.各手提扣驱动组件均包括推板11和驱动推板11滑动的手提扣驱动件12,推板11滑动设置在对应的输送通道内,所述各进料口5上方均设有落料柱13,落料柱13中空设置形成用于存放手提扣的储料腔131,储料腔131底部与进料口5导通设置,推板11上还设有用于在推板11推动手提扣进入装配腔311时将进料口5进行封堵的封堵面111,可以通过推板11将手提扣推到对应的位置,而且还可以使落料柱13内的手提扣逐个掉落,使得在使用的时候更加稳定。
41.弹性复位件61包括弹簧,弹簧的一端抵触在夹板6上,另一端抵触在工作台31上,弹簧可驱动夹板6滑动将手提扣夹设在装配腔311内,工作台31上位于装配腔311位置穿设有轴体62,弹簧套设在轴体62上,轴体62的一端连接在夹板6上,另一端设有限位块621,限位块621可与工作台抵触,实现夹板6向装配腔311中部方向滑动位移的限制,通过弹簧可以驱动夹板6向装配腔311的中部方向滑动,在手提扣进入到装配腔311的时候可以将手提扣夹设在装配腔311的内侧壁上,在对手提扣夹持的同时可以进行正位,轴体62可以便于弹簧的装配和导向,限位块621能够在夹板6向装配腔中部方向滑动一定位置后进行限位,当然还可以是采用两个夹板6对装配腔311内的手提扣进行夹持。
42.储料腔131横截面的形状与手提扣的外轮廓相适配,可以在储料腔131内的手提扣
在掉落的时候进行导向,便于手提扣从进料口5进入到对应的输送通道内。
43.所述工作台31上还设有模芯驱动件安装架14和模头驱动件安装架15,模头驱动件35固定设置在模头驱动件安装架15上,模芯驱动件3122固定设置在模芯驱动件安装架14上,可以便于模头驱动件35和模芯驱动件3122的安装,使得在使用的时候更加稳定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1