一种围条成型防叠边装置的制作方法
1.本技术涉及围条成型装置技术领域,更具体地说,涉及一种围条成型防叠边装置。
背景技术:
2.随着人们对生活品质需求的不断提高,包装盒的包装方式和样式不断发展提升,带围边型包装盒越来越多的应用到产品的包装中,比如烟盒、首饰盒等。带围边型包装盒加工过程较一般盒型复杂,同时会设置防叠边的装置,减少叠边情况的发生,提升围边成型的质量。
3.但是围条成型装置在使用时,缺少对围边的对其装置,使得围边存在水平难以对其的情况,从而影响了围边的加工质量,降低了生产的质量和效率。
4.针对上述中的相关技术,发明人认为存在有缺少围边水平对其装置,影响围边成型加工的生产质量的缺陷。
技术实现要素:
5.为了增加围边成型生产过程的水平向平整度,提升围边成型加工的生产质量和效率,本技术提供一种围条成型防叠边装置。
6.本技术提供的一种围条成型防叠边装置采用如下的技术方案:
7.一种围条成型防叠边装置,包括底板,所述底板的上端设有一对侧夹具,一对所述侧夹具相互远离的一端均固定连接有一对电控装置,一对所述侧夹具之间设有内模具,所述内模具外端设有围边,所述底板的上端固定连接有电动升降杆,所述电动升降杆前端开设有升降槽,所述升降槽内滑动连接有升降滑块,所述升降滑块的右端固定连接有插销板,所述插销板内开设有内槽,所述内槽内设有压平板,所述压平板上端与内槽的上内壁之间固定连接有多个压缩弹簧,所述压平板下端与围边上端相对应,本方案可以实现增加围边成型生产过程的水平向平整度,提升围边成型加工的生产质量和效率。
8.进一步的,所述内模具上端开设有一对对接孔,所述插销板的下端固定连接有一对与对接孔相对应的插销,通过插销和对接孔的对接,使得插销板和内模具的对接更加精准同时进行辅助限位,减少非工作向位移,提升围边的成型效果。
9.进一步的,所述侧夹具相互靠近的一端设有稳固条,所述稳固条与电控装置电性连接,通过稳固条对侧夹具固定的内模具进行辅助固定,同时稳固围边,使得围边的加工更加平稳。
10.进一步的,所述压平板的下端固定连接有接触层,所述接触层的下端水平对齐,且所述接触层与围边的上端相对应,通过接触层压动围边,使得围边水平状态更加平整,从而提升围边的整体成型效果。
11.进一步的,一对所述侧夹具相互靠近的一端固定连接有柔性层,所述柔性层厚度小于围边的厚度,通过柔性层使得侧夹具和围边之间为柔性接触,减少挤压损伤,同时为接触层对围边进行水平对齐调节提供调节间隙。
12.进一步的,所述升降槽的下内壁固定连接有防护块,所述升降槽的内壁设有润滑层,所述润滑层内涂覆有润滑液,通过防护块减少升降滑块在向下移动过程中产生的碰撞损伤,通过润滑液减少滑动摩擦,减少机械磨损,增加使用寿命。
13.综上所述,本技术包括以下有益技术效果:
14.(1)本方案可以实现增加围边成型生产过程的水平向平整度,提升围边成型加工的生产质量和效率;
15.(2)通过插销和对接孔的对接,使得插销板和内模具的对接更加精准同时进行辅助限位,减少非工作向位移,提升围边的成型效果;
16.(3)通过稳固条对侧夹具固定的内模具进行辅助固定,同时稳固围边,使得围边的加工更加平稳。
附图说明
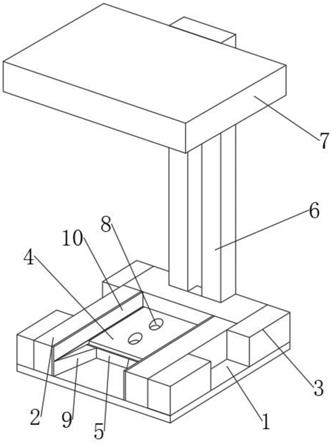
17.图1为本技术的结构示意图;
18.图2为本技术的插销板的内部结构示意图;
19.图3为图2中a处的结构示意图。
20.图中标号说明:
21.1底板、2侧夹具、3电控装置、4内模具、5围边、6电动升降杆、7插销板、8对接孔、9稳固条、10柔性层、11升降槽、12升降滑块、13插销、 14内槽、15压平板、16压缩弹簧、17接触层、18防护块。
具体实施方式
22.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
23.在本技术的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶 /底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
24.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
25.实施例:
26.以下结合附图1-3对本技术作进一步详细说明。
27.本技术实施例公开一种围条成型防叠边装置,请参阅图1,包括底板1,底板1的上端设有一对侧夹具2,一对侧夹具2相互远离的一端均固定连接有一对电控装置3,一对侧夹
具2之间设有内模具4,内模具4外端设有围边5,底板1的上端固定连接有电动升降杆6,请参阅图2,电动升降杆6前端开设有升降槽11,升降槽11内滑动连接有升降滑块12,升降滑块12的右端固定连接有插销板7,请参阅图3,插销板7内开设有内槽14,内槽14内设有压平板15,压平板15上端与内槽14的上内壁之间固定连接有多个压缩弹簧16,压平板15下端与围边5上端相对应。
28.请参阅图2,内模具4上端开设有一对对接孔8,插销板7的下端固定连接有一对与对接孔8相对应的插销13,通过插销13和对接孔8的对接,使得插销板7和内模具4的对接更加精准同时进行辅助限位,减少非工作向位移,提升围边5的成型效果。请参阅图1,侧夹具2相互靠近的一端设有稳固条9,稳固条9与电控装置3电性连接,通过稳固条9对侧夹具2固定的内模具4 进行辅助固定,同时稳固围边5,使得围边5的加工更加平稳。
29.请参阅图2-3,压平板15的下端固定连接有接触层17,接触层17采用硬质橡胶材质,接触层17的下端水平对齐,且接触层17与围边5的上端相对应,通过接触层17压动围边5,使得围边5水平状态更加平整,从而提升围边5的整体成型效果。请参阅图1-2,一对侧夹具2相互靠近的一端固定连接有柔性层10,柔性层10采用硅胶材质,柔性层10厚度小于围边5的厚度,通过柔性层10使得侧夹具2和围边5之间为柔性接触,减少挤压损伤,同时为接触层17对围边5进行水平对齐调节提供调节间隙。请参阅图2,升降槽 11的下内壁固定连接有防护块18,升降槽11的内壁设有润滑层,润滑层内涂覆有润滑液,通过防护块18减少升降滑块12在向下移动过程中产生的碰撞损伤,通过润滑液减少滑动摩擦,减少机械磨损,增加使用寿命。
30.本技术实施例一种围条成型防叠边装置的实施原理为:请参阅图1-3,使用时,电动升降杆6控制升降滑块12在升降槽11移动,从而控制插销板7 向下移动,插销13与对接孔8首先对接,随后压平板15下端接触层17与围边5上端对接,同时压缩弹簧16的弹性压动压平板15推动围边5齐平,从而使得围边5的围边成型效果提升,与现有技术相比,本方案可以实现增加围边成型生产过程的水平向平整度,提升围边成型加工的生产质量和效率。
31.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1