一种柔性薄膜水转印纸成型装置
1.本实用新型属于柔性电极加工领域,涉及一种柔性薄膜水转印纸成型装置。
背景技术:
2.在柔性电极加工时,首先需要制得柔性薄膜水转印纸,以增加柔性薄膜的刚性,然后基于制得的柔性薄膜水转印纸,完成后续导电金属喷涂、柔性电极加工制备等工序。
3.然而,现有技术中并不存在自动化的柔性薄膜水转印纸成型装置,只能依靠人工手动制得柔性薄膜水转印纸,此种方式不仅费时费力,而且柔性薄膜水转印纸成型质量不高。
技术实现要素:
4.本实用新型的目的在于提出一种柔性薄膜水转印纸成型装置,以实现柔性薄膜水转印纸的自动化制备,其制备效率高,且有效保证了柔性薄膜水转印纸的成型质量。
5.本实用新型为了实现上述目的,采用如下技术方案:
6.一种柔性薄膜水转印纸成型装置,包括支撑架、工作台面、柔性薄膜辊安装支架、pva溶液喷涂机构、水转印纸自动取放机构以及加热机构;
7.工作台面设置于支撑架的上方;柔性薄膜辊安装支架设置于工作台面的一端,且用于安装柔性薄膜辊,柔性薄膜辊上缠绕有柔性薄膜;工作台面沿着柔性薄膜的运行方向布置;
8.pva溶液喷涂机构和水转印纸自动取放机构均位于工作台面的侧部,且沿着柔性薄膜的运行方向看去,水转印纸自动取放机构位于pva溶液喷涂机构的下游;
9.在工作台面上对应水转印纸自动取放机构处设有加热机构安装槽,加热机构设置于加热机构安装槽内,且加热机构的高度不高于工作台面的高度。
10.本实用新型具有如下优点:
11.如上所述,本实用新型提出了一种柔性薄膜水转印纸成型装置,该装置能够实现向柔性薄膜表面自动喷涂pva溶液、自动放置水转印纸以及放置水转印纸后的加热固化,从而制得柔性薄膜水转印纸,其自动化程度和制备效率高,且保证了柔性薄膜水转印纸的成型质量。
附图说明
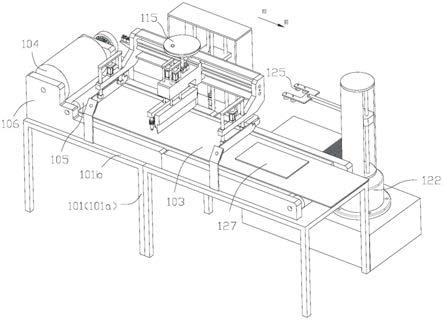
12.图1为本实用新型实施例中柔性薄膜水转印纸成型装置的结构示意图;
13.图2为本实用新型实施例中柔性薄膜水转印纸成型装置(去除柔性薄膜)的结构示意图;
14.图3为图1中柔性薄膜水转印纸成型装置的主视图;
15.图4为图1中柔性薄膜水转印纸成型装置的后视图;
16.图5为图1中柔性薄膜水转印纸成型装置的左视图;
17.图6为图1中柔性薄膜水转印纸成型装置的右视图;
18.图7为图1中柔性薄膜水转印纸成型装置的俯视图;
19.其中,101-支撑架,102-工作台面,103-柔性薄膜,104-柔性薄膜辊,105-压辊,106-立式安装架,107-第一安装轴孔,108-磁粉制动器,109-第二安装轴孔,110-横向导轨支架;
20.111-丝杠,112-丝杠螺母,113-丝杠螺母,114-喷涂部件安装支架,115-pva溶液容器,116-pva溶液喷头,117-pva溶液管路,118-电磁控制阀,119-刮平部件,120-l形支架;
21.121-柔性薄膜压板,122-旋转底座,123-水转印纸放置箱,124-吸盘支架,125-电动吸盘,126-丝杠螺母,127-水转印纸,128-加热机构安装槽,129-加热平板。
具体实施方式
22.下面结合附图以及具体实施方式对本实用新型作进一步详细说明:
23.本实施例述及了一种柔性薄膜水转印纸成型装置。
24.如图1和图2所示,该装置包括支撑架101、工作台面102、柔性薄膜辊安装支架、pva溶液喷涂机构、水转印纸自动取放机构、加热机构以及牵引机构。
25.支撑架101为方形支撑架,其包括支撑腿101a以及水平台面101b。其中,支撑腿101a有多个,且分别安装于水平台面101b的各个边角位置,用于支撑水平台面101b。
26.工作台面102设置于支撑架101(水平台面101b)的上方,工作台面102的布置方向应沿着柔性薄膜103的运行方向,例如图1中箭头指示的前后方向。
27.在柔性薄膜水转印纸成型装置运行过程中,柔性薄膜103沿着工作台面102运行。本实施例中工作台面102为表面光滑的台面,以减小柔性薄膜103在运行中的阻力。
28.柔性薄膜辊安装支架设置于工作台面的一端,该端例如为图1中工作台面102的后端,柔性薄膜辊安装支架的作用在于实现柔性薄膜辊104的安装。
29.在柔性薄膜辊104上缠绕有柔性薄膜103。
30.柔性薄膜103可以采用聚酰亚胺(pi)薄膜、聚脂(pet)薄膜、聚萘酯(pen)薄膜、聚碳酸酯(pc)薄膜或聚氯乙烯(pvc)薄膜等,此处不再赘述。
31.如图4至图6所示,柔性薄膜辊安装支架包括一组立式安装板106,其中,立式安装板106有两个,且为对称设置,即分别位于工作台面102的一组相对侧,例如左、右侧。
32.每个立式安装板106上分别设置一个第一安装轴孔,例如第一安装轴孔107,如图6所示,其中,柔性薄膜辊104的每个端轴分别对应插入一个第一安装轴孔107内。
33.此外,在柔性薄膜辊安装支架的一侧部(例如图1中示出的左侧部)设有磁粉制动器108,其中,磁粉制动器108位于对应侧立式安装板106的外侧。
34.磁粉制动器108与柔性薄膜辊104的一个端轴(例如图1中左侧端轴)相连。磁粉制动器108能够调节拉伸时柔性薄膜103所受张力,保证柔性薄膜103均匀拉伸。
35.每个立式安装板上还分别设置一个第二安装轴孔,例如第二安装轴孔109。
36.两个立式安装板106之间还设置一个压辊105。其中,压辊105的(左、右)每个端轴分别伸入一个第二安装轴孔109内,从而实现压辊的安装。
37.安装后,压辊105的安装高度低于柔性薄膜辊104的安装高度。
38.柔性薄膜辊104上的柔性薄膜103经由压辊105的下方穿出并沿着工作台面102运
行。压辊105保证柔性薄膜103在被牵引机构牵引过程中始终沿工作台面102表面运行。
39.pva溶液喷涂机构和水转印纸自动取放机构均位于工作台面102的侧部,且沿着柔性薄膜的运行方向看去,水转印纸自动取放机构位于pva溶液喷涂机构的下游。
40.此处的下游是指,柔性薄膜先经过pva溶液喷涂机构,再经过水转印纸自动取放机构。
41.pva溶液喷涂机构用于向柔性薄膜103的表面均匀喷涂pva溶液。
42.如图3至图7所示,pva溶液喷涂机构包括两轴运动驱动机构、pva溶液喷涂部件以及刮平部件,pva溶液喷涂部件以及刮平部件均安装于两轴运动驱动机构上。
43.在两轴运动驱动机构的带动下,pva溶液喷涂部件以及刮平部件能够同步实现沿竖向运动以及沿柔性薄膜103的运行方向(即沿图1中的前后方向)移动。
44.两轴运动驱动机构包括第一轴运动驱动机构以及第二轴运动驱动机构;第一轴运动驱动机构以及第二轴运动驱动机构均采用丝杠驱动机构。
45.第一轴运动驱动机构为竖向运动驱动机构,第二轴运动驱动机构安装于第一轴运动驱动机构上,第一轴运动驱动机构可带动第二轴运动驱动机构上下运动。
46.第一轴运动驱动机构的结构较为常规,采用常见的丝杠驱动机构即可。
47.如图6所示,第二轴运动驱动机构包括横向导轨支架110、丝杠111以及丝杠螺母112。
48.横向导轨支架110安装于第一轴运动驱动机构的丝杠螺母113上,如图5所示。当丝杠螺母113上下运动时,能够带动第二轴运动驱动机构整体上下运动。
49.横向导轨支架110沿柔性薄膜103的运行方向伸展。丝杠111安装于横向导轨支架110上,且丝杠111的伸展方向与横向导轨支架110的伸展方向相同。
50.丝杠螺母112安装于丝杠111上,且能够沿着柔性薄膜103的运行方向往复运动。
51.更为具体的,在丝杠螺母112上安装有喷涂部件安装支架114,如图2所示。其中,pva溶液喷涂部件以及刮平部件均安装于喷涂部件安装支架114上。
52.喷涂部件安装支架114沿垂直于柔性薄膜103运行方向的方向伸展至工作台面102上方,进而使得pva溶液喷涂部件以及刮平部件也位于工作台面102的正上方。
53.pva溶液喷涂部件包括pva溶液容器115以及多个pva溶液喷头116;其中,pva溶液容器的出口通过pva溶液管路117与各个pva溶液喷头116相连。
54.在pva溶液容器115出口处设有电磁控制阀118,用于控制pva溶液容器打开和关闭。
55.各个pva溶液喷头116排成一排,且排布方向与柔性薄膜103的运行方向垂直。
56.刮平部件119的布置方向与pva溶液喷头116的排布方向一致。本实施例中刮平部件119优选采用刮板或滚筒,利用刮板刮取或滚筒滚压的方式实现pva溶液均匀涂覆。
57.沿着柔性薄膜的运行方向看去,刮平部件119位于pva溶液喷头116的上游或下游侧。
58.此外,在pva溶液管路117上还设有泵(图中未示出,此处为常规设置,不再赘述),用于从pva溶液容器115中抽取pva溶液,然后输送至各个pva溶液喷头116处。
59.在喷涂部件安装支架114沿着工作台面102运行时,pva溶液喷涂部件向柔性薄膜103的表面喷涂pva溶液;同时,刮平部件实现pva溶液的均匀涂覆。
60.如图3所示,横向导轨支架110沿柔性薄膜103运行方向的两个端部分别设置一个l形支架120。其中,l形支架120沿垂直于柔性薄膜运行的方向布置。
61.每个l形支架120的竖直段与横向导轨支架110的对应端部相连,每个l形支架120的水平段均延伸至工作台面102的上方。
62.每个l形支架120的水平段上设置一个柔性薄膜压板121,该柔性薄膜压板121采用方形压板即可,柔性薄膜压板121的伸展方向垂直于柔性薄膜103的运行方向。
63.在pva溶液喷涂部件以及刮平部件工作之前,两个柔性薄膜压板121会压在柔性薄膜103的不同位置处,以保证喷涂过程中柔性薄膜103不会发生褶皱。
64.其中,pva溶液喷涂部件以及刮平部件在两个柔性薄膜压板121之间的区域工作。
65.水转印纸自动取放机构用于将水转印纸自动放置在柔性薄膜103的表面。
66.如图3至图7所示,水转印纸自动取放机构包括旋转底座122、升降式吸盘机构以及水转印纸放置箱123。旋转底座122采用常规的旋转底座即可。
67.在旋转底座122内设有旋转电机(图中未示出),升降式吸盘机构的底部安装于旋转底座122上,在旋转底座122的带动下,升降式吸盘机构可实现水平旋转运动。
68.升降式吸盘机构包括升降式驱动机构、吸盘支架124以及电动吸盘125。
69.升降式驱动机构采用常规的丝杠驱动机构即可。
70.吸盘支架124安装于升降式驱动机构的丝杠螺母126上,电动吸盘125安装于吸盘支架124上。如图2所示,吸盘支架124包括一个条形杆124a和一个u形板124b。
71.其中,条形杆124a的一端与丝杠螺母126相连,另一端与u形板124b相连。
72.在u形板124b的下部安装有四个电动吸盘125,在通电时,四个电动吸盘125能够实现水转印纸127的吸附,断电后,将水转印纸127放置在柔性薄膜103表面。
73.水转印纸放置箱123位于旋转底座122的侧部,且用于盛放水转印纸127。
74.如图2所示,在工作台面102上对应水转印纸自动取放机构处设有加热机构安装槽128,加热机构设置于加热机构安装槽128内,其采用加热平板129即可。
75.本实施例中加热平板129的作用在于加快pva溶液的固化,从而使得柔性薄膜103能够很好的与水转印纸127贴合在一起,进而形成柔性薄膜水转印纸。
76.加热平板129安装后的高度不高于工作台面102的高度,以免影响柔性薄膜103的运行。
77.牵引机构用于实现对柔性薄膜103的牵引,从而带动柔性薄膜103沿工作台面运行。
78.牵引机构可采用一个在工作台面102的下游侧安装的动力辊(配置有驱动电机),通过动力辊卷绕,以实现对柔性薄膜103的拉伸,使得柔性薄膜103沿工作台面运行。
79.当然,以上仅仅为示例性的,至于牵引机构的具体结构,本实施例不做特别限制。
80.本实施例中柔性薄膜水转印纸成型装置的大致工作过程如下:
81.在牵引机构的带动下,柔性薄膜103沿着工作台面102移动设定距离后停止;
82.紧接着,pva溶液喷涂机构开始动作,具体动作过程如下:
83.第一轴运动驱动机构带动第二轴运动驱动机构向下运动,pva溶液喷涂部件、刮平部件以及柔性薄膜压板121均会同步向下运动,直至柔性薄膜压板压在柔性薄膜103上停止;
84.第二轴运动驱动机构开始动作,其中,丝杠螺母112沿柔性薄膜103的运行方向运动,同时会带动喷涂部件安装支架114沿柔性薄膜103的运行方向运动;
85.由于pva溶液喷涂部件、刮平部件安装于喷涂部件安装支架114上,因此也会同步运动;
86.在pva溶液喷涂部件和刮平部件运动过程中,会分别完成向柔性薄膜103的表面喷涂pva溶液以及将pva溶液均匀涂覆在柔性薄膜103表面的动作;
87.pva溶液喷涂机构动作完成后,牵引机构带动柔性薄膜103继续运行设定距离后停止;
88.此时,喷涂完pva溶液的区域到达加热机构上方;
89.水转印纸自动取放机构自动将水转印纸放置箱123的水转印纸127放置到涂覆有pva溶液的区域,其中,水转印纸自动取放机构的动作过程如下:
90.电动吸盘125通电,首先在升降式驱动机构的带动下,电动吸盘125下降并完成水转印纸127的吸附,然后在升降式驱动机构的反向带动下,电动吸盘125上升至一定高度;
91.需要注意,电动吸盘125上升的高度需要高于工作台面102的高度;
92.紧接着,旋转底座122带动升降式吸盘机构旋转,使其旋转至工作台面102的上方,此时,电动吸盘125上吸附的水转印纸对准喷涂完pva溶液的区域;
93.升降式驱动机构继续动作并带动电动吸盘125下降,将水转印纸127放置到柔性薄膜上;
94.加热机构加热至一定温度,使得pva溶液固化,从而制得柔性薄膜水转印纸。
95.由上述过程不难看出,本实用新型中柔性薄膜水转印纸成型装置,自动化程度高,利于提高柔性薄膜水转印纸的制备效率,且有效保证了柔性薄膜水转印纸的成型质量。
96.当然,以上说明仅仅为本实用新型的较佳实施例,本实用新型并不限于列举上述实施例,应当说明的是,任何熟悉本领域的技术人员在本说明书的教导下,所做出的所有等同替代、明显变形形式,均落在本说明书的实质范围之内,理应受到本实用新型的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1