一种高速内膜制袋机及双工位装置的制作方法
1.本实用新型涉及包装袋制作领域,具体是一种高速内膜制袋机及双工位装置。
背景技术:
2.内膜袋制袋机在双层包装袋的制作过程中必不可少,有很多制作商在制袋机上精益求精,在单台设备的内膜袋制作上已有很高的水平,稳定性也很高,但在各种套袋机、塞缝机等配套设备上,内膜袋制袋机都出现很多不稳定现象,生产的效率也不太高,有部份整套设备为达到整体稳定性,也放弃了很多内膜袋制作的要求。
3.传统的高速内膜制袋机及双工位装置有以下缺点1、传统的高速内膜制袋机及双工位装置制造内膜袋无法烫底和点断同时进行,效率十分低下,需要先烫底后再用裁切设备分离单独的内膜袋,十分麻烦;2、传统的高速内膜制袋机及双工位装置需要人工分离并收集内膜袋,无法自动化分离并收集内膜袋。
技术实现要素:
4.本实用新型的目的在于提供一种高速内膜制袋机及双工位装置,本实用新型高速内膜制袋机及双工位装置可流水线式制造内膜袋,在烫底的同时进行点断,便于分离单独的内膜袋,提高生产效率,本实用新型高速内膜制袋机及双工位装置设置有双工位装置,可在流水线式撕拉分离单独的内膜袋后,收集内膜袋,十分方便,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种高速内膜制袋机及双工位装置,包括制袋机,所述制袋机包括背板、放卷装置、过渡装置、烫底装置和保持框,所述背板上部安装有放卷装置,所述背板中部安装有过渡装置,所述背板下部安装有烫底装置和保持框,所述烫底装置包括横向气缸、安装板、烫底模块和点断刺条,所述横向气缸末端安装有安装板,所述安装板外侧壁一侧上部安装有烫底模块,所述安装板外侧壁一侧下部安装有点断刺条。
7.作为本实用新型进一步的方案:所述烫底模块包括金属条壳和热电阻丝,所述金属条壳内部安装有热电阻丝。
8.作为本实用新型再进一步的方案:所述放卷装置包括放卷辊和第一辊架,所述放卷辊转动连接在第一辊架内侧壁,所述第一辊架安装在背板上部。
9.再作为本实用新型进一步的方案:所述过渡装置包括第一过渡辊、第二过渡辊、第二辊架、第二齿轮、电动机和第一齿轮,所述第二辊架安装在背板中部,所述第二辊架内侧壁转动连接有第一过渡辊和第二过渡辊,所述第一过渡辊末端安装有第一齿轮,所述第一齿轮外侧壁啮合连接有第二齿轮,所述第二齿轮安装在第二过渡辊末端,所述第二齿轮的动力输入端连接在电动机的动力输出端。
10.作为本实用新型再进一步的方案:所述第一过渡辊和第二过渡辊外侧壁均粘接有橡胶套。
11.一种高速内膜制袋机及双工位装置,包括双工位装置,所述双工位装置包括底支撑架、伸缩装置、压条、撕拉工位板、收集工位框壳和纵向气缸,所述底支撑架内侧壁底部一侧安装有伸缩装置,所述伸缩装置顶部安装有撕拉工位板,所述底支撑架内侧壁底部另一侧连接有收集工位框壳,所述底支撑架内侧壁顶部中间安装有纵向气缸,所述纵向气缸底部安装有压条
12.作为本实用新型再进一步的方案:所述压条底部粘接有橡胶片。
13.作为本实用新型再进一步的方案:所述伸缩装置包括上柱、下套和弹簧,所述上柱外侧壁上部套接有弹簧,所述上柱外侧壁下部滑动连接在下套内侧壁。
14.作为本实用新型再进一步的方案:所述撕拉工位板包括平板和斜板,所述平板一端一体化设置有斜板。
15.与现有技术相比,本实用新型的有益效果是:
16.1、本实用新型高速内膜制袋机及双工位装置可流水线式制造内膜袋,在烫底的同时进行点断,便于分离单独的内膜袋,提高生产效率,先将侧面封好的内膜卷缠绕在放卷辊上,将内膜卷一端穿过第一过渡辊和第二过渡辊之间,再穿过烫底装置与保持框之间,将内膜的端部放在撕拉工位板上,打开电动机,电动机控制第二过渡辊逆时针转动,由于第二过渡辊末端的第二齿轮与第一过渡辊末端的第一齿轮啮合连接,第一过渡辊同步顺时针转动,通过柔软有弹性的橡胶套将内膜向下挤压,打开横向气缸和热电阻丝,热电阻丝加热金属条壳,横向气缸做伸长、缩短的往复运动,横向气缸伸长时,热的金属条壳将内膜抵在保持框内侧壁进行烫底,点断刺条同步向着内膜移动并刺透烫好的底条下端,横向气缸缩短时,烫底并点断好的内膜袋向下移动,解决传统的高速内膜制袋机及双工位装置制造内膜袋无法烫底和点断同时进行,效率十分低下的问题。
17.2、本实用新型高速内膜制袋机及双工位装置设置有双工位装置,可在流水线式撕拉分离单独的内膜袋后,收集内膜袋,十分方便,当烫底并点断好的内膜袋向下移动至撕拉工位板上方时,打开纵向气缸,纵向气缸做伸长、缩短的往复运动,纵向气缸伸长时,将内膜袋和撕拉工位板向下压,伸缩装置缩短,上柱沿着下套内侧壁向下滑动,弹簧受压缩短,将单独的内膜袋撕拉下来后,单独的内膜袋在其自身重力的作用下沿着斜板向下滑动至收集工位框壳内,解决传统的高速内膜制袋机及双工位装置无法自动化分离并收集内膜袋的问题。
附图说明
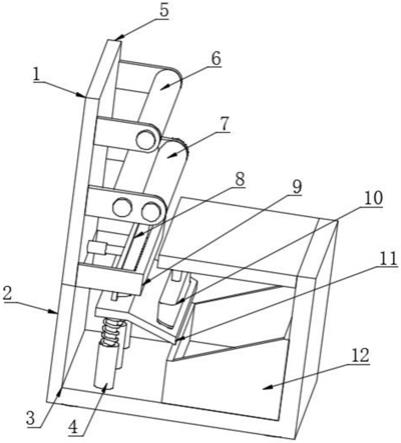
18.图1为本实用新型实施例的一种高速内膜制袋机及双工位装置的整体结构示意图一;
19.图2为本实用新型实施例的一种高速内膜制袋机及双工位装置的剖面结构示意图;
20.图3为图2中a处的结构示意图;
21.图4为本实用新型实施例的一种高速内膜制袋机及双工位装置的整体结构示意图二。
22.图中:1、制袋机;2、双工位装置;3、底支撑架;4、伸缩装置;401、上柱;402、下套;403、弹簧;5、背板;6、放卷装置;601、放卷辊;602、第一辊架;7、过渡装置;701、第一过渡辊;
702、第二过渡辊;703、第二辊架;704、第二齿轮;705、电动机;706、第一齿轮;8、烫底装置;801、横向气缸;802、安装板;803、烫底模块;804、点断刺条;9、保持框;10、压条;11、撕拉工位板;1101、平板;1102、斜板;12、收集工位框壳;13、橡胶套;14、纵向气缸;15、橡胶片;16、金属条壳;17、热电阻丝。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.请参阅图1~4,本实用新型实施例中,一种高速内膜制袋机及双工位装置,包括制袋机1,所述制袋机1包括背板5、放卷装置6、过渡装置7、烫底装置8和保持框9,所述背板5上部安装有放卷装置6,所述背板5中部安装有过渡装置7,所述背板5下部安装有烫底装置8和保持框9,所述烫底装置8包括横向气缸801、安装板802、烫底模块803和点断刺条804,所述横向气缸801末端安装有安装板802,所述安装板802外侧壁一侧上部安装有烫底模块803,所述安装板802外侧壁一侧下部安装有点断刺条804,本实用新型高速内膜制袋机1及双工位装置2可流水线式制造内膜袋,在烫底的同时进行点断,便于分离单独的内膜袋,提高生产效率。
25.其中,所述烫底模块803包括金属条壳16和热电阻丝17,所述金属条壳16内部安装有热电阻丝17,方便烫底。
26.其中,所述放卷装置6包括放卷辊601和第一辊架602,所述放卷辊601转动连接在第一辊架602内侧壁,所述第一辊架602安装在背板5上部,方便放卷。
27.其中,所述过渡装置7包括第一过渡辊701、第二过渡辊702、第二辊架703、第二齿轮704、电动机705和第一齿轮706,所述第二辊架703安装在背板5中部,所述第二辊架703内侧壁转动连接有第一过渡辊701和第二过渡辊702,所述第一过渡辊701末端安装有第一齿轮706,所述第一齿轮706外侧壁啮合连接有第二齿轮704,所述第二齿轮704安装在第二过渡辊702末端,所述第二齿轮704的动力输入端连接在电动机705的动力输出端,方便将内膜向下夹。
28.其中,所述第一过渡辊701和第二过渡辊702外侧壁均粘接有橡胶套13,防止将内膜向下夹时内膜滑动导致下夹动作失效。
29.请参阅图1~4,本实用新型实施例中,一种高速内膜制袋机及双工位装置,包括双工位装置2,所述双工位装置2包括底支撑架3、伸缩装置4、压条10、撕拉工位板11、收集工位框壳12和纵向气缸14,所述底支撑架3内侧壁底部一侧安装有伸缩装置4,所述伸缩装置4顶部安装有撕拉工位板11,所述底支撑架3内侧壁底部另一侧连接有收集工位框壳12,所述底支撑架3内侧壁顶部中间安装有纵向气缸14,所述纵向气缸14底部安装有压条10,本实用新型高速内膜制袋机1及双工位装置2设置有双工位装置2,可在流水线式撕拉分离单独的内膜袋后,收集内膜袋,十分方便。
30.其中,所述压条10底部粘接有橡胶片15,防止在撕拉分离单独的内膜袋时内膜袋滑动。
31.其中,所述伸缩装置4包括上柱401、下套402和弹簧403,所述上柱401外侧壁上部套接有弹簧403,所述上柱401外侧壁下部滑动连接在下套402内侧壁,配合纵向气缸14和压条10,可撕拉分离单独的内膜袋。
32.其中,所述撕拉工位板11包括平板1101和斜板1102,所述平板1101一端一体化设置有斜板1102,将单独的内膜袋撕拉下来后,单独的内膜袋在其自身重力的作用下沿着斜板1102向下滑动至收集工位框壳12内。
33.本实用新型的工作原理是:本实用新型高速内膜制袋机1及双工位装置2可流水线式制造内膜袋,在烫底的同时进行点断,便于分离单独的内膜袋,提高生产效率,先将侧面封好的内膜卷缠绕在放卷辊601上,将内膜卷一端穿过第一过渡辊701和第二过渡辊702之间,再穿过烫底装置8与保持框9之间,将内膜的端部放在撕拉工位板11上,外界电源供电,通过外界开关打开电动机705,电动机705控制第二过渡辊702逆时针转动,由于第二过渡辊702末端的第二齿轮704与第一过渡辊701末端的第一齿轮706啮合连接,第一过渡辊701同步顺时针转动,通过柔软有弹性的橡胶套13将内膜向下挤压,外界电源供电,通过外界开关打开横向气缸801和热电阻丝17,热电阻丝17加热金属条壳16,横向气缸801做伸长、缩短的往复运动,横向气缸801伸长时,热的金属条壳16将内膜抵在保持框9内侧壁进行烫底,点断刺条804同步向着内膜移动并刺透烫好的底条下端,横向气缸801缩短时,烫底并点断好的内膜袋向下移动,本实用新型高速内膜制袋机1及双工位装置2设置有双工位装置2,可在流水线式撕拉分离单独的内膜袋后,收集内膜袋,十分方便,当烫底并点断好的内膜袋向下移动至撕拉工位板11上方时,外界电源供电,通过外界开关打开纵向气缸14,纵向气缸14做伸长、缩短的往复运动,纵向气缸14伸长时,将内膜袋和撕拉工位板11向下压,伸缩装置4缩短,上柱401沿着下套402内侧壁向下滑动,弹簧403受压缩短,将单独的内膜袋撕拉下来后,单独的内膜袋在其自身重力的作用下沿着斜板1102向下滑动至收集工位框壳12内,使用前需要将横向气缸801和纵向丝杠的伸长和缩短调节至同步,在烫底模块803将内膜抵在保持框9内侧壁进行烫底时,纵向丝杠可顺利的撕拉分开单独的内膜袋(热电阻丝17、电动机705、横向气缸801和纵向气缸14均为现有产品)。
34.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1