用于从填充纺织产品开始制造填料簇团的工艺和设备的制作方法
用于从填充纺织产品开始制造填料簇团的工艺和设备
1.发明背景
2.本发明涉及一种用于由重复利用的填充纺织产品(padded textile product)制造填料的工艺和相关设备。
3.本发明的领域是回收来自于准备被处理的服装的纤维。
4.目前,这种类型的回收是通过手动筛选构成服装的各个部件,即内部和外部织物、填充物和其他部件来进行的。然后每一个单一的组件被分开切割成小部分,然后再用传统的松扯机器(garnett machine)加工。
5.然而,通过对不同材料(组成待重复利用的服装)的上述筛选获得的纤维材料非常致密且不是非常大块,因此不适合形成可以用作衣物和一般家具的填充材料的填料。
6.上述传统方法还有一个缺点,即需要对待处理且机械加工的各种材料的昂贵而漫长的手动分离,这涉及到时间和电力方面的大量工作。
7.cn 208 917 366 u,cn 104 120 510 a和us 4 241 474 a描述了用于张开或脱纤无填充服装的设备,其中只使用了旋转滚筒。另一方面,由cn 108 060 474a公开的设备通过旋转刀片对未填充织物进行简单的切割。
8.发明概述
9.本发明的主要目的是提供一种工艺和设备,用于在一次操作中回收填充纺织产品,该填充纺织产品是重复利用的或从剩余产品(surplus production)中得到的,与相同类型的传统方法不同,该工艺和设备允许获得可以在衣物和家具行业中通常用作填充物的填料。
10.本发明的另一个目的是提供一种上述类型的工艺和设备,通过这种工艺和设备,可以在简单、快速的操作中并且在没有手动干预的情况下,制造保温纤维或填料簇团,这始于回收的填充纺织产品或从剩余产品中得到的填充纺织产品。
11.这些和其他目的分别通过权利要求1和4的工艺和设备来实现。优选实施例将从其余的权利要求中变得明显。
12.与该行业的已知实施例相比,本发明的工艺和设备以经济、快速和完全机械化的方式,允许生产可以用作衣物和家具行业中的保温填充物的填料簇团或纤维簇团。
13.本发明的工艺和设备还具有的优点是允许在每小时的生产中加工200多件填充服装,其中由重量约为1kg的填充服装,填料的小时输出量为150-200kg/h。
14.这种创造可持续循环经济的设备高度紧凑,并节省空间(约5m
×
2m
×
1.5m),但可以更大,从而提高生产力。
15.注意,生产1kg纤维需要2kg油;因此,在每小时生产200kg填料的情况下,本发明的工艺和设备具有节省约400kg油的优势(每天的生产是8,000kg油)。通过这种方式,由于不使用原材料(油)和所有随后的操作,如运输、起始纺织纤维的机械加工等,污染得到了显著和大量的减少。本发明的工艺和设备所需的能耗实际上非常低(约10/12kw/h);此外,在完全没有水消耗和任何形式的污染的情况下,本发明可以完全置于可持续循环经济的背景下。
16.本发明的工艺还允许在这样制成的填料上留下回收的起始织物的碎片痕迹,表明其来源于重复利用材料的回收加工。将签发一份证书,以保证原始材料(制造的或混杂切屑)已通过uv辐射、臭氧流或类似物质进行清洁和消毒。
17.附图简述
18.这些和其他的目的、优点和特征将从以下对根据本发明的工艺和设备的优选实施例的描述中变得明显,该优选实施例以非限制性示例的方式在附图中说明。
19.在附图中:
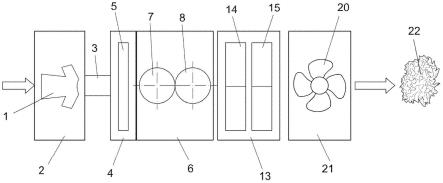
[0020]-图1是本发明的设备的示意性实施例的平面图;
[0021]-图2和图3分别以侧视图示出了在图1的设备上使用的一对旋转板和一对双滚筒;
[0022]-图4是在图2的板上使用的梳理柳状物(carding willow)的侧视图;和
[0023]-图5示出了图1中设备的台13的滚筒的截面。
[0024]
优选实施例的描述
[0025]
在本发明的工艺中,将待重复利用的填充产品1,例如保温夹克、睡袋、棉被(bed quilt)、填充材料和类似物的生产废料、剩余产品、一般的填充衣物,初步洗涤并去除金属或塑料部件,放置在净化室2中,该净化室2允许例如通过与uv辐射、臭氧流和类似物接触在其上执行杀菌动作。
[0026]
在净化室2中如此处理过的产品1随后通过输送带3被传送到压缩台4,该压缩台配备有一对辊5,产品1在一对辊5之间被碾压和压缩,以便使其在随后的台中更易于加工。
[0027]
优选地,还设置有金属探测器,金属探测器能够检测任何待消除的金属部件的存在。
[0028]
在台4的出口处,碾压后的产品1接着在台6内被加工成包括填充物和织物的一个整体,台6对所有这些材料一起并同时进行脱纤和撕碎处理。为此目的,在台6中设置了旋转板的两个对7和8,其中一对在图2中更好地图示。
[0029]
特别地,所述多对板中的每一对板由相互相反旋转(图2中的箭头f1和f2)的上板9和下板10形成。板9和板10的相对表面(来自压缩台4的产品1在板9和板10之间加工)具有不同尺寸和密度的针11和12,并且板9的针11和板10的针12之间呈交错布置。
[0030]
有利的是,根据本发明,上述板9、10的对7、8的针11、12被成形为类似弧形或梳理柳状物,如图4更好地图示。
[0031]
甚至更有利的是,板对7(首先从压缩台4接收产品1)具有大尺寸的针11、12,板对7的针11、12例如,在根部11a的厚度为4mm,并且在尖端11b的厚度为2mm,分布密度为,例如,2个针/cm2。相反,随后的板9、10的对8具有的针11、12的尺寸比前一对的小,对8的针11、12例如在根部为2mm,并且在尖端为1mm,以更高的密度分布,例如6个针/cm2。优选地,所述多对板的针的长度在2cm至3cm之间变化。
[0032]
以这种方式,板的第一对7对填充产品1进行第一次粗撕碎,而板的第二对8对织物和填料的纤维进行更精细和更彻底的撕碎。以这种方式,从板9、10的第一对7中产生填料和织物的原生纤维,而从板的第二对8中获得的纤维比来自板9、10的前一个对的纤维更细且更短。
[0033]
然后,通过合适的气动输送系统(未图示)将在台6中获得的纤维材料传送到随后的台13中,将所述纤维材料转变为平行纤维的薄层,这些平行纤维的薄层基本上形成填料
层。
[0034]
特别地,所述台13设置有两对滚筒14和15,它们将在前一台6中制备的纤维材料转变成平行纤维层。为此,每对滚筒14和15都由上滚筒16和下滚筒17组成,旋转方向f3和f4相互相反(图3)。每个滚筒16和17还分别承载不同长度和密度的针18和19,其固定在适当的支撑件上,滚筒16的针18和滚筒17的针19之间呈交错布置。有利的是,第一对滚筒14的针18和19比布置在前一对滚筒下游的第二对15的针具有更大的尺寸(长度和厚度)。优选地,滚筒16、17的对14(首先接收来自前一台6的纤维)所具有的针18、19的密度低于随后的滚筒的对15上存在的针的密度。
[0035]
由于上述在台13中出现的滚筒的对,从前一台6出来的大块和无序定向的织物和填料纤维被拉伸并被布置成相互平行,从而形成单层纤维,适合在下一个台转变为填料簇团。
[0036]
然后,从台13出来的材料层被抽吸机20吸到随后的空气循环台21内,在该空气循环台21内,纺织材料层(由纺织材料层获得填料簇团22)被撕碎并张开。
[0037]
因此,上述工艺和设备实现了将形成待回收产品1的不同材料(织物、衬里、不同性质的填充物、合成的、人造的或天然的等等)一起并同时地张开,将它们转变为优质的填料纤维,可用作填充材料和用于对新生产的易于维护的热产品的保温。
[0038]
结果是由纤维组成的簇团22,即使不必与相对于初始产品1中已经存在的纤维的额外纤维集成,也可以具有至少350-400cuin(英寸3/盎司)的膨松性(或蓬松度fp)。如果要求更高的fp,则在混合室中加入x%的纤维就足够了。
[0039]
产品膨松性fp显著影响clo值。理论上,我们可以认为,用fp为400cuin的回收材料,用特殊的织物包裹,可以获得约1.7-1.8的clo值。
[0040]
可以对上文描述和图中图示的本发明进行修改,以产生变体,但这些变体仍落入所附权利要求的范围。因此,例如,本发明的设备的台6和13也可以分别具有单对旋转板和单对滚筒。此外,由于所述的脱纤和撕碎台6和形成填料的台13对于本发明是必要的,所以可以省略净化室2。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1