一种基于纱线卷绕的智能纺织系统的制作方法
1.本发明涉及纺织技术领域,尤其涉及一种基于纱线卷绕的智能纺织系统。
背景技术:
2.现代纺织是指一种纤维或纤维集合体的多尺度结构加工技术,中国古代的纺织具有非常悠久的历史,早在原始社会时期,古人为了适应气候的变化,已懂得就地取材,利用自然资源作为纺织的原料,以及制造简单的手工纺织工具,日常生活中的服装、窗帘和地毯等都是纺织技术的产物,最早的纺纱机结构非常简单,是14世纪开始使用的,18世纪以后,人们发明了更好的纺纱机,就是这种纺纱机使纺织业成为第一大工业,纺纱机首先把大量的短纤维聚合成松散的棉线,然后把棉线一点点的抽出来,捻搓成细密的棉线,棉线经过搓捻就变长了。
3.把梳理后的条子抽长拉细,逐渐达到预定粗细,这个过程叫做牵伸,为纤维之间牢固地建立有规律的首尾衔接关系奠定了基础,但是,在现有技术中,牵伸过程由于缺乏智能的调节会带来纱线粗细不匀,在同步供给织布时,由于纺纱速度增大,纱线产生更大的张力,导致纱线断线,影响系统正常运行。
技术实现要素:
4.为此,本发明提供一种基于纱线卷绕的智能纺织系统,用以克服现有技术中由于缺乏智能调节导致容易断线的问题。
5.为实现上述目的,本发明提供一种基于纱线卷绕的智能纺织系统,包括,机架;
6.供给装置,其与所述机架上部相连,所述供给装置内部设置有纱线;
7.处理装置,其设置在所述供给装置下部,用以对所述纱线进行初步处理以及缺陷检测;
8.接线装置,其设置在所述处理装置下部,用以将所述纱线切断并重新接入;
9.第一牵引装置,用以对所述纱线牵引与固定;
10.第二牵引装置,用以对所述纱线牵引与初步拉伸;
11.第一张力检测装置,其设置在所述第一牵引装置与所述第二牵引装置之间,用以检测所述纱线的张力;
12.第三牵引装置,用以对所述纱线牵引与二次拉伸;
13.第二张力检测装置,其设置在所述第二牵引装置与所述第三牵引装置之间,用以检测所述纱线的张力;
14.线径检测装置,其设置在所述第三牵引装置下部,用以检测所述纱线的直径;
15.缠绕装置,用以将完成加工的所述纱线进行加捻缠绕;
16.纱线传输装置,用以将纱线进行传输;
17.编织装置,用以将纱线进行编织;
18.中控模块,其与所述处理装置、所述接线装置、所述第一牵引装置、所述第二牵引
装置、所述第一张力检测装置、所述第三牵引装置、第二张力检测装置、所述线径检测装置分别相连,用以调节各部件的工作状态;
19.当所述纺织系统运行时,所述供给装置将所述纱线输入至所述处理装置,处理装置对纱线进行初步束合以及缺陷检测,所述第一牵引装置与所述第二牵引装置对缺陷检测后的纱线进行初步拉伸,所述第二牵引装置与所述第三牵引装置对初步拉伸后的纱线进行二次拉伸,所述线径检测装置对纱线的直径尺寸进行检测,所述缠绕装置对所述纱线进行加捻缠绕,所述纱线再经过所述纱线传输装置进入到所述编织装置中进行编织;
20.所述中控模块内设有所述第一牵引装置初始转速、所述第二牵引装置初始转速、所述第三牵引装置初始转速,中控模块还设有初步拉伸标准张力范围与二次拉伸标准张力范围,当所述第一牵引装置与所述第二牵引装置对所述纱线进行初步拉伸时,所述第一张力检测装置检测纱线的实时张力,中控模块将初步拉伸标准张力范围与实时张力进行对比,根据对比结果调节第二牵引装置的转速,当所述第二牵引装置与所述第三牵引装置对所述纱线进行二次拉伸时,所述第二张力检测装置检测纱线的实时张力,中控模块将二次拉伸标准张力范围与实时张力进行对比,根据对比结果调节第三牵引装置的转速;
21.所述中控模块内设有所述纱线的标准线径范围,所述线径检测装置检测所述纱线的实时线径,中控模块将标准线径范围与实时线径进行对比,根据对比结果调节所述第三牵引装置的转速,所述中控模块内还设有所述编织装置耗线速度,中控模块根据编织装置耗线速度调节所述第三牵引装置的转速。
22.进一步地,所述中控模块设有初步拉伸标准张力nb与标准张力差δnb,所述第一张力检测装置检测所述纱线实时张力ns,中控模块根据实时张力ns与标准张力nb计算实时张力差δns,δns=|nb-ns|,中控模块将实时张力差δns与标准张力差δnb进行对比,
23.当δns≤δnb时,所述中控模块判定初步拉伸实时张力在标准范围内,中控模块不对所述第二牵引装置转速进行调节;
24.当δns>δnb时,所述中控模块判定初步拉伸实时张力不在标准范围内,中控模块将实时张力ns与标准张力nb进行对比,以调节所述第二牵引装置的转速。
25.进一步地,所述中控模块内设有所述第二牵引装置初始转速wb,当中控模块判定初步拉伸实时张力不在标准范围内时,中控模块将实时张力ns与标准张力nb进行对比,
26.当ns>nb时,所述中控模块判定初步拉伸实时张力大于标准张力,所述中控模块将所述第二牵引装置转速调整为wb’,wb’=[1-(ns-nb)/nb]
×
wb+q,其中,q为初步拉伸转速调节补偿参数;
[0027]
当ns<nb时,所述中控模块判定初步拉伸实时张力小于标准张力,所述中控模块将所述第二牵引装置转速调整为wb’,wb’=[1+(nb-ns)/nb]
×
wb+q。
[0028]
进一步地,所述中控模块设有二次拉伸标准张力nd与标准张力差δnd,当所述中控模块对所述第二牵引装置初始转速调节完成后,所述第二张力检测装置检测所述纱线实时张力nr,中控模块根据实时张力nr与标准张力nd计算实时张力差δnr,δnr=|nd-nr|,中控模块将实时张力差δnr与标准张力差δnd进行对比,
[0029]
当δnr≤δnd时,所述中控模块判定二次拉伸实时张力在标准范围内,中控模块不对所述第三牵引装置转速进行调节;
[0030]
当δnr>δnd时,所述中控模块判定二次拉伸实时张力不在标准范围内,中控模
块将实时张力ns与标准张力nb进行对比,以调节所述第三牵引装置的转速。
[0031]
进一步地,所述中控模块内设有所述第三牵引装置初始转速wc,当中控模块判定二次拉伸实时张力不在标准范围内时,中控模块将实时张力nr与标准张力nd进行对比,
[0032]
当nr>nd时,所述中控模块判定二次拉伸实时张力大于标准张力,所述中控模块将所述第三牵引装置转速调整为wc’,wc’=[1-(nr-nd)/nd]
×
wc+k,其中,k为二次拉伸转速调节补偿参数;
[0033]
当ns<nb时,所述中控模块判定二次拉伸实时张力小于标准张力,所述中控模块将所述第三牵引装置转速调整为wc’,wc’=[1+(nd-nr)/nd]
×
wc+k。
[0034]
进一步地,所述中控模块内设有所述纱线标准直径db与标准直径差δdb,当所述中控模块对所述第三牵引装置初始转速调节完成后,所述线径检测装置检测所述纱线的实时直径ds,中控模块根据纱线的标准直径db与实时直径ds计算实时直径差δds,δds=|db-ds|,中控模块将实时直径差δds与标准直径差δdb进行对比,
[0035]
当δds≤δdb时,所述中控模块判定所述纱线的实时直径在标准范围内,中控模块不对所述第三牵引装置的转速进行调节;
[0036]
当δds>δdb时,所述中控模块判定所述纱线的实时直径不在标准范围内,中控模块将实时直径ds与标准直径db进行对比,以调节所述第三牵引装置的转速。
[0037]
进一步地,当所述中控模块判定所述纱线的实时直径不在标准范围内时,中控模块将实时直径ds与标准直径db进行对比,
[0038]
当ds>db时,所述中控模块判定所述纱线的实时直径大于标准直径,所述中控模块将所述第三牵引装置转速调整为wc”,wc”=wc’+(ds-db)
×
h,其中,h为线径调速参数;
[0039]
当ds<db时,所述中控模块判定所述纱线的实时直径小于标准直径,所述中控模块将所述第三牵引装置转速调整为wc”,wc”=wc’+(ds-db)
×
h。
[0040]
进一步地,当所述第三牵引装置的转速调整为wc”时,所述中控模块通过正向调节所述第二牵引装置的转速,使初步拉伸实时张力达到标准范围内,中控模块再通过反向调节第二牵引装置的转速,使二次拉伸实时张力达到标准范围内,直至当所述第二牵引装置的转速调整为wb”时,初步拉伸实时张力与二次拉伸实时张力都达到标准范围内,停止对所述第二牵引装置的转速调节。
[0041]
进一步地,中控模块内设有所述第三牵引装置半径r3,当所述中控模块检测所述编织装置的耗线速度为v时,中控模块将所述第三牵引装置的转速调整为wcx,wcx=v/2πr3+t,其中,t为第三牵引装置供线转速调节参数。
[0042]
进一步地,所述中控模块内设有所述第一牵引装置初始转速wa,中控模块内还设有第一牵引装置半径r1、所述第二牵引装置半径r2,当所述中控模块将所述第三牵引装置的转速调整为wcx时,中控模块将所述第二牵引装置的转速调整为wbx,
[0043]
wbx=[v-(2πr3
×
wc”)-(2πr2
×
wb”)]/2πr2+y,其中,y为第二牵引装置供线转速调节参数;
[0044]
当所述中控模块将所述第二牵引装置的转速调整为wbx时,中控模块将所述第一牵引装置的转速调整为wax,
[0045]
wax=[v-(2πr3
×
wc”)-2
×
(2πr2
×
wb”)-2πr1
×
wa]/2πr1+p,其中,p为第一牵引装置供线转速调节参数。
[0046]
与现有技术相比,本发明的有益效果在于,通过设置所述第一张力检测装置与所述第二张力检测装置,检测所述纱线的实时张力,通过所述中控模块调节所述第二牵引装置与所述第三牵引装置的转速,将纱线受到的张力控制在标准范围内,通过设置所述线径检测装置并通过调节第三检测装置的转速,将纱线的直径控制在标准范围内,同时检测所述编织装置的耗线速度,通过调节保障编织装置的纱线供给,保障了在快速供线时使纱线始终保持在标准范围张力状态下,极大程度上减少了纱线断线的几率,并且能够应对编织装置实时变化的供线速度。
[0047]
进一步地,通过设置所述第一张力检测装置,检测由于所述第一牵引装置与所述第二牵引装置的速度差而被初步拉伸的所述纱线的实时张力,通过单独调节第二牵引装置的转速,控制纱线的实时张力在一个标准的范围内,既减少了不必要的调节过程,又减少了纱线断线的几率,使系统能够正常运行。
[0048]
进一步地,所述中控模块判定所述纱线的实时张力不在标准范围内时,中控模块将纱线实时张力与标准张力进行对比,并根据大小关系调节所述第二牵引装置具体的转速,将纱线的实时张力控制在标准范围内,减少纱线断线几率。
[0049]
进一步地,通过设置所述第二张力检测装置,检测在二次拉伸过程中所述纱线的实时张力,通过在所述中控模块内设置标准张力以及标准张力差,并计算实时张力差,中控模块通过将实时张力差与标准张力差的对比,判定纱线的实时张力是否在标准范围内,增加设定标准范围,避免了总控模块的不必要调节,提高了工作效率,当中控模块判定纱线的实时张力不在标准范围内时,中控模块及时对第三牵引装置的转速进行调节,防止纱线断线。
[0050]
进一步地,当所述中控模块判定所述纱线的实时张力不在标准范围内时,中控模块根据二次拉伸的纱线实时张力与标准张力的大小调节所述第三牵引装置的转速,通过实时张力与标准张力的差值占标准张力的比例确定第二张力检测装置的调节量,可以使调节更高效的达到较为精准的状态,较少了调节时间,提高了工作效率。
[0051]
尤其,所述中控模块内设置有所述纱线的直径标准范围,通过所述线径检测装置检测实时的纱线直径尺寸,中控模块将纱线的直径标准范围与实时的纱线直径尺寸进行对比,判定纱线的线径是否合格,通过设置线径检测装置,控制了纱线的直径,提高纱线拉伸的品质。
[0052]
进一步地,当所述中控模块判定所述纱线的直径不在标准范围内时,中控模块通过调整所述第三牵引装置的转速控制所述纱线的直径,通过具体的调节过程,保障了纱线的直径在标准范围内,同时减小纱线断线几率。
[0053]
尤其,当所述第三牵引装置的转速改变时,所述纱线在二次拉伸过程的实时张力会发生变化,根据重复根据检测的实时张力对比标准张力调节第二牵引装置的操作的反向调节,当所述第三牵引装置转速固定时,通过调节第二牵引装置的转速控制二次拉伸时纱线的实时张力,当所述第一牵引装置的转速固定时,也是通过调节第二牵引装置的转速控制初步拉伸过程中纱线的实时张力,直至将第二牵引装置的转速调节到与第一牵引装置、第三牵引装置间的纱线张力均在标准范围内时,停止调节,既保障了所述纱线的直径达标,又保障了纱线实时的张力在标准范围内,防止纱线断线。
[0054]
尤其,所述中控模块完成对纱线纺线的调节后,中控模块检测所述编织装置的实
时耗线速度,中控模块通过调节所述第三牵引装置的转速以提高纱线的出线速度,满足编织装置的耗线速度,维护系统的正常运行。
[0055]
进一步地,为了满足所述编织装置的耗线速度,所述中控模块对所述第三牵引装置的转速进行调节,当第三牵引装置的转速发生变化时,中控模块通过调节所述第二牵引装置与第一牵引装置的转速,使系统在能够满足编织装置供线速度的同时保障了纱线的直径在标准范围内,又能保障纱线各个阶段的实时张力都能够在标准范围内,不仅提高了工作的效率,又减少了纱线断线情况的产生。
附图说明
[0056]
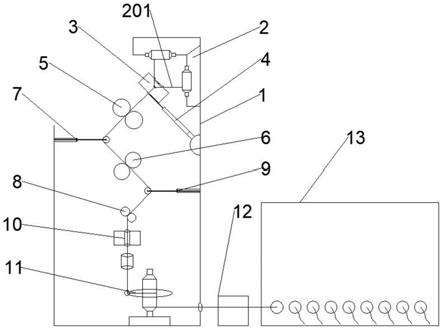
图1为本发明所述基于纱线卷绕的智能纺织系统的结构示意图。
具体实施方式
[0057]
为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
[0058]
下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
[0059]
需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0060]
此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
[0061]
请参阅图1所示,其为本发明所述基于纱线卷绕的智能纺织系统的结构示意图。本发明提供一种基于纱线卷绕的智能纺织系统,包括,机架1、供给装置2、处理装置3、接线装置4、第一牵引装置5、第二牵引装置6、第一张力检测装置7、第三牵引装置8、第二张力检测装置9、线径检测装置10、缠绕装置11、纱线传输装置12、编织装置13、中控模块(图中未画出),其中,
[0062]
机架1;
[0063]
供给装置2,其与所述机架1上部相连,所述供给装置2内部设置有纱线201;
[0064]
处理装置3,其设置在所述供给装置2下部,用以对所述纱线201进行初步处理以及缺陷检测;
[0065]
接线装置4,其设置在所述处理装置3下部,用以将所述纱线201切断并重新接入;
[0066]
第一牵引装置5,用以对所述纱线201牵引与固定;
[0067]
第二牵引装置6,用以对所述纱线201牵引与初步拉伸;
[0068]
第一张力检测装置7,其设置在所述第一牵引装置5与所述第二牵引装置6之间,用以检测所述纱线201的张力;
[0069]
第三牵引装置8,用以对所述纱线201牵引与二次拉伸;
[0070]
第二张力检测装置9,其设置在所述第二牵引装置6与所述第三牵引装置8之间,用以检测所述纱线201的张力;
[0071]
线径检测装置10,其设置在所述第三牵引装置8下部,用以检测所述纱线201的直径;
[0072]
缠绕装置11,用以将完成加工的所述纱线201进行加捻缠绕;
[0073]
纱线传输装置12,用以将纱线201进行传输;
[0074]
编织装置13,用以将纱线201进行编织;
[0075]
中控模块,其与所述处理装置3、所述接线装置4、所述第一牵引装置5、所述第二牵引装置6、所述第一张力检测装置7、所述第三牵引装置8、第二张力检测装置9、所述线径检测装置10分别相连,用以调节各部件的工作状态;
[0076]
当所述纺织系统运行时,所述供给装置2将所述纱线201输入至所述处理装置3,处理装置3对纱线201进行初步束合以及缺陷检测,所述第一牵引装置5与所述第二牵引装置6对缺陷检测后的纱线201进行初步拉伸,所述第二牵引装置6与所述第三牵引装置8对初步拉伸后的纱线201进行二次拉伸,所述线径检测装置10对纱线201的直径尺寸进行检测,所述缠绕装置11对所述纱线201进行加捻缠绕,所述纱线201再经过所述纱线传输装置12进入到所述编织装置13中进行编织;
[0077]
所述中控模块内设有所述第一牵引装置5初始转速、所述第二牵引装置6初始转速、所述第三牵引装置8初始转速,中控模块还设有初步拉伸标准张力范围与二次拉伸标准张力范围,当所述第一牵引装置5与所述第二牵引装置6对所述纱线201进行初步拉伸时,所述第一张力检测装置7检测纱线201的实时张力,中控模块将初步拉伸标准张力范围与实时张力进行对比,根据对比结果调节第二牵引装置6的转速,当所述第二牵引装置6与所述第三牵引装置8对所述纱线201进行二次拉伸时,所述第二张力检测装置9检测纱线201的实时张力,中控模块将二次拉伸标准张力范围与实时张力进行对比,根据对比结果调节第三牵引装置8的转速;
[0078]
所述中控模块内设有所述纱线201的标准线径范围,所述线径检测装置10检测所述纱线201的实时线径,中控模块将标准线径范围与实时线径进行对比,根据对比结果调节所述第三牵引装置8的转速,所述中控模块内还设有所述编织装置13耗线速度,中控模块根据编织装置13耗线速度调节所述第三牵引装置8的转速。
[0079]
通过设置所述第一张力检测装置7与所述第二张力检测装置9,检测所述纱线201的实时张力,通过所述中控模块调节所述第二牵引装置6与所述第三牵引装置8的转速,将纱线201受到的张力控制在标准范围内,通过设置所述线径检测装置10并通过调节第三检测装置的转速,将纱线201的直径控制在标准范围内,同时检测所述编织装置13的耗线速度,通过调节保障编织装置13的纱线201供给,保障了在快速供线时使纱线201始终保持在标准范围张力状态下,极大程度上减少了纱线201断线的几率,并且能够应对编织装置13实时变化的供线速度。
[0080]
进一步地,所述中控模块设有初步拉伸标准张力nb与标准张力差δnb,所述第一张力检测装置7检测所述纱线201实时张力ns,中控模块根据实时张力ns与标准张力nb计算实时张力差δns,δns=|nb-ns|,中控模块将实时张力差δns与标准张力差δnb进行对
比,
[0081]
当δns≤δnb时,所述中控模块判定初步拉伸实时张力在标准范围内,中控模块不对所述第二牵引装置6转速进行调节;
[0082]
当δns>δnb时,所述中控模块判定初步拉伸实时张力不在标准范围内,中控模块将实时张力ns与标准张力nb进行对比,以调节所述第二牵引装置6的转速。
[0083]
通过设置所述第一张力检测装置7,检测由于所述第一牵引装置5与所述第二牵引装置6的速度差而被初步拉伸的所述纱线201的实时张力,通过单独调节第二牵引装置6的转速,控制纱线201的实时张力在一个标准的范围内,既减少了不必要的调节过程,又减少了纱线201断线的几率,使系统能够正常运行。
[0084]
进一步地,所述中控模块内设有所述第二牵引装置6初始转速wb,当中控模块判定初步拉伸实时张力不在标准范围内时,中控模块将实时张力ns与标准张力nb进行对比,
[0085]
当ns>nb时,所述中控模块判定初步拉伸实时张力大于标准张力,所述中控模块将所述第二牵引装置6转速调整为wb’,wb’=[1-(ns-nb)/nb]
×
wb+q,其中,q为初步拉伸转速调节补偿参数;
[0086]
当ns<nb时,所述中控模块判定初步拉伸实时张力小于标准张力,所述中控模块将所述第二牵引装置6转速调整为wb’,wb’=[1+(nb-ns)/nb]
×
wb+q。
[0087]
所述中控模块判定所述纱线201的实时张力不在标准范围内时,中控模块将纱线201实时张力与标准张力进行对比,并根据大小关系调节所述第二牵引装置6具体的转速,将纱线201的实时张力控制在标准范围内,减少纱线201断线几率。
[0088]
进一步地,所述中控模块设有二次拉伸标准张力nd与标准张力差δnd,当所述中控模块对所述第二牵引装置6初始转速调节完成后,所述第二张力检测装置9检测所述纱线201实时张力nr,中控模块根据实时张力nr与标准张力nd计算实时张力差δnr,δnr=|nd-nr|,中控模块将实时张力差δnr与标准张力差δnd进行对比,
[0089]
当δnr≤δnd时,所述中控模块判定二次拉伸实时张力在标准范围内,中控模块不对所述第三牵引装置8转速进行调节;
[0090]
当δnr>δnd时,所述中控模块判定二次拉伸实时张力不在标准范围内,中控模块将实时张力ns与标准张力nb进行对比,以调节所述第三牵引装置8的转速。
[0091]
通过设置所述第二张力检测装置9,检测在二次拉伸过程中所述纱线201的实时张力,通过在所述中控模块内设置标准张力以及标准张力差,并计算实时张力差,中控模块通过将实时张力差与标准张力差的对比,判定纱线201的实时张力是否在标准范围内,增加设定标准范围,避免了总控模块的不必要调节,提高了工作效率,当中控模块判定纱线201的实时张力不在标准范围内时,中控模块及时对第三牵引装置8的转速进行调节,防止纱线201断线。
[0092]
进一步地,所述中控模块内设有所述第三牵引装置8初始转速wc,当中控模块判定二次拉伸实时张力不在标准范围内时,中控模块将实时张力nr与标准张力nd进行对比,
[0093]
当nr>nd时,所述中控模块判定二次拉伸实时张力大于标准张力,所述中控模块将所述第三牵引装置8转速调整为wc’,wc’=[1-(nr-nd)/nd]
×
wc+k,其中,k为二次拉伸转速调节补偿参数;
[0094]
当ns<nb时,所述中控模块判定二次拉伸实时张力小于标准张力,所述中控模块
将所述第三牵引装置8转速调整为wc’,wc’=[1+(nd-nr)/nd]
×
wc+k。
[0095]
当所述中控模块判定所述纱线201的实时张力不在标准范围内时,中控模块根据二次拉伸的纱线201实时张力与标准张力的大小调节所述第三牵引装置8的转速,通过实时张力与标准张力的差值占标准张力的比例确定第二张力检测装置9的调节量,可以使调节更高效的达到较为精准的状态,较少了调节时间,提高了工作效率。
[0096]
进一步地,所述中控模块内设有所述纱线201标准直径db与标准直径差δdb,当所述中控模块对所述第三牵引装置8初始转速调节完成后,所述线径检测装置10检测所述纱线201的实时直径ds,中控模块根据纱线201的标准直径db与实时直径ds计算实时直径差δds,δds=|db-ds|,中控模块将实时直径差δds与标准直径差δdb进行对比,
[0097]
当δds≤δdb时,所述中控模块判定所述纱线201的实时直径在标准范围内,中控模块不对所述第三牵引装置8的转速进行调节;
[0098]
当δds>δdb时,所述中控模块判定所述纱线201的实时直径不在标准范围内,中控模块将实时直径ds与标准直径db进行对比,以调节所述第三牵引装置8的转速。
[0099]
所述中控模块内设置有所述纱线201的直径标准范围,通过所述线径检测装置10检测实时的纱线201直径尺寸,中控模块将纱线201的直径标准范围与实时的纱线201直径尺寸进行对比,判定纱线201的线径是否合格,通过设置线径检测装置10,控制了纱线201的直径,提高纱线201拉伸的品质。
[0100]
进一步地,当所述中控模块判定所述纱线201的实时直径不在标准范围内时,中控模块将实时直径ds与标准直径db进行对比,
[0101]
当ds>db时,所述中控模块判定所述纱线201的实时直径大于标准直径,所述中控模块将所述第三牵引装置8转速调整为wc”,wc”=wc’+(ds-db)
×
h,其中,h为线径调速参数;
[0102]
当ds<db时,所述中控模块判定所述纱线201的实时直径小于标准直径,所述中控模块将所述第三牵引装置8转速调整为wc”,wc”=wc’+(ds-db)
×
h。
[0103]
当所述中控模块判定所述纱线201的直径不在标准范围内时,中控模块通过调整所述第三牵引装置8的转速控制所述纱线201的直径,通过具体的调节过程,保障了纱线201的直径在标准范围内,同时减小纱线201断线几率。
[0104]
进一步地,当所述第三牵引装置8的转速调整为wc”时,所述中控模块通过正向调节所述第二牵引装置6的转速,使初步拉伸实时张力达到标准范围内,中控模块再通过反向调节第二牵引装置6的转速,使二次拉伸实时张力达到标准范围内,直至当所述第二牵引装置6的转速调整为wb”时,初步拉伸实时张力与二次拉伸实时张力都达到标准范围内,停止对所述第二牵引装置6的转速调节。
[0105]
当所述第三牵引装置8的转速改变时,所述纱线201在二次拉伸过程的实时张力会发生变化,根据重复根据检测的实时张力对比标准张力调节第二牵引装置6的操作的反向调节,当所述第三牵引装置8转速固定时,通过调节第二牵引装置6的转速控制二次拉伸时纱线201的实时张力,当所述第一牵引装置5的转速固定时,也是通过调节第二牵引装置6的转速控制初步拉伸过程中纱线201的实时张力,直至将第二牵引装置6的转速调节到与第一牵引装置5、第三牵引装置8间的纱线201张力均在标准范围内时,停止调节,既保障了所述纱线201的直径达标,又保障了纱线201实时的张力在标准范围内,防止纱线201断线。
[0106]
进一步地,中控模块内设有所述第三牵引装置8半径r3,当所述中控模块检测所述编织装置13的耗线速度为v时,中控模块将所述第三牵引装置8的转速调整为wcx,wcx=v/2πr3+t,其中,t为第三牵引装置8供线转速调节参数。
[0107]
所述中控模块完成对纱线201纺线的调节后,中控模块检测所述编织装置13的实时耗线速度,中控模块通过调节所述第三牵引装置8的转速以提高纱线201的出线速度,满足编织装置13的耗线速度,维护系统的正常运行。
[0108]
进一步地,所述中控模块内设有所述第一牵引装置5初始转速wa,中控模块内还设有第一牵引装置5半径r1、所述第二牵引装置6半径r2,当所述中控模块将所述第三牵引装置8的转速调整为wcx时,中控模块将所述第二牵引装置6的转速调整为wbx,
[0109]
wbx=[v-(2πr3
×
wc”)-(2πr2
×
wb”)]/2πr2+y,其中,y为第二牵引装置6供线转速调节参数;
[0110]
当所述中控模块将所述第二牵引装置6的转速调整为wbx时,中控模块将所述第一牵引装置5的转速调整为wax,
[0111]
wax=[v-(2πr3
×
wc”)-2
×
(2πr2
×
wb”)-2πr1
×
wa]/2πr1+p,其中,p为第一牵引装置5供线转速调节参数。
[0112]
为了满足所述编织装置13的耗线速度,所述中控模块对所述第三牵引装置8的转速进行调节,当第三牵引装置8的转速发生变化时,中控模块通过调节所述第二牵引装置6与第一牵引装置5的转速,使系统在能够满足编织装置13供线速度的同时保障了纱线201的直径在标准范围内,又能保障纱线201各个阶段的实时张力都能够在标准范围内,不仅提高了工作的效率,又减少了纱线201断线情况的产生。
[0113]
至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
[0114]
以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1