一种纸板的自动弯折包边机芯的制作方法
1.本发明涉及纸盒成型生产线技术领域,尤其是涉及一种纸板的自动弯折包边机芯。
背景技术:
2.传统的包装盒成型流水线主要是通过人工配合简单的机械结构对纸板逐一进行折边以及弯折,这样的工艺流程生产效率慢,因此有必要予以改进。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的是提供一种纸板的自动弯折包边机芯,实现了纸板全自动化包边以及折弯成型工序,大大提高了纸盒成型生产效率。
4.为了实现上述目的,本发明所采用的技术方案是:一种纸板的自动弯折包边机芯,其包括折边工位、折弯工位以及移料机械手,折边工位设置有载料座和设置于载料座一侧的折边机构,折弯工位包括与外界的模芯上下设置的承载台、用于驱动承载台靠近或者远离模芯的升降驱动机构以及设置于承载台一侧的折弯机构,折边机构用于将承载在载料座的纸板的面纸包覆在纸板的芯纸上,移料机械手用于将折边后的纸板由载料座移送至承载台内,升降驱动机构与折弯机构配合使用将折边后的纸板折弯成型为l型构造或者u型构造。
5.进一步的技术方案中,所述折边机构包括折边驱动源以及折边板,折边板具有一相对于载料座倾斜设置的折边导引面,在外界的纸板上料至载料座时,粘附在纸板外侧的面纸抵触在折边板的折边导引面上而翘起,且折边驱动源驱动折边板朝向载料座移动,利用折边导引面挤推翘起的面纸使得面纸包覆在纸板的芯纸上。
6.进一步的技术方案中,所述折弯机构包括传动连接于承载台的连杆传动组件以及传动连接于连杆传动组件的折弯臂,在升降驱动机构驱动承载台靠近或远离模芯时,承载台经由连杆传动组件同时带动折弯臂翻转。
7.进一步的技术方案中,所述折边板的端部设置有柔性内折部,折边板经由柔性内折部推压面纸。
8.进一步的技术方案中,所述柔性内折部为贴合在折边板的软毛刷或者弹性海绵条。
9.进一步的技术方案中,所述折边驱动源包括折边传动组件以及平移驱动源,折边传动组件与平移驱动源配合使用以驱动折边板弧形移动;
10.所述折边传动组件包括传动基座、传动装插于传动基座的传动轴以及铰接与传动轴的折边摆臂,所述折边板固定安装于折边摆臂,所述平移驱动源为驱动连接于传动基座的直线驱动气缸。
11.进一步的技术方案中,所述折弯机构的数量为至少两个,承载台用于将外界的纸板的中部压持在模芯上,两个折弯机构分别设置在承载台的两侧,以用于将外界的纸板折
弯成型为u型构造。
12.进一步的技术方案中,所述连杆传动组件包括安装于外界的机架的第一传动座、安装于承载台的第二传动座、铰接于传动座的第一连杆及铰接于第二传动座的第二连杆,第一连杆的一端传动连接于第二连杆、另一端传动连接于折弯臂。
13.进一步的技术方案中,所述第一传动座设有转动的转轴件,第一连杆的一端、折弯臂的一端分别设置在转轴件上,第一连杆的另一端设置于折弯臂的另一端;第一连杆设有第一滑孔,第二传动座设有第二滑孔,第二连杆的一端转动并滑动设置在第一滑孔内,第二连杆的另一端转动并滑动设置在第二滑孔内。
14.进一步的技术方案中,所述折弯臂安装有至少两个横向延伸设置的限位条,两个限位条彼此远离的一端延伸成型有限位勾,两个限位条的限位勾用于挡止限位外界的纸板彼此远离的两侧。
15.采用上述结构后,本发明和现有技术相比所具有的优点是:
16.具体工作时,折边机构将承载在载料座的纸板的面纸包覆在纸板的芯纸上,然后移料机械手将折边后的纸板由载料座移送至承载台内,升降驱动机构与折弯机构配合使用将折边后的纸板折弯成型为l型构造或者u型构造,这样的结构设计机械化程度高,实现了纸板全自动化包边以及折弯成型工序,大大提高了纸盒成型生产线。
附图说明
17.下面结合附图和实施例对本发明进一步说明。
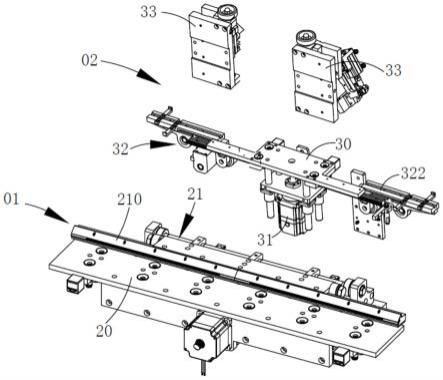
18.图1是本发明的结构示意图。
19.图2是折边工位的结构示意图。
20.图3是折边工位的另一视角的结构示意图;
21.图4是折弯工位的结构示意图。
22.图5是折弯工位的局部结构示意图。
具体实施方式
23.以下仅为本发明的较佳实施例,并不因此而限定本发明的保护范围。
24.如图1至5所示,本发明提供的一种纸板的自动弯折包边机芯,其包括折边工位01、折弯工位02以及移料机械手,折边工位01设置有载料座20和设置于载料座20一侧的折边机构21,折弯工位02包括与外界的模芯34上下对应设置的承载台30、用于驱动承载台30靠近或者远离模芯34的升降驱动机构31以及设置于承载台30一侧的折弯机构32。具体工作时,折边机构21将承载在载料座20的纸板的面纸翻折包覆在纸板的芯纸上,然后移料机械手将折边后的纸板由载料座20移送至承载台30上,升降驱动机构31与折弯机构32配合使用将折边后的纸板折弯成型为l型构造或者u型构造,这样的结构设计机械化程度高,实现了纸板全自动化包边以及折弯成型工序,大大提高了纸盒成型生产效率。
25.具体的,所述折边机构21包括折边驱动源以及折边板210,折边板210具有一相对于载料座20的承载面倾斜设置的折边导引面,载料座20的承载面用于承载外界的纸板,在外界的纸板上料至载料座20上时,粘附在纸板的面纸抵触在折边板210的折边导引面上而翘起,且折边驱动源驱动折边板210朝向载料座20移动,利用折边导引面挤推翘起的面纸使
得面纸翻折并包覆在纸板的芯纸上。这样的结构设计巧妙,能够同时完成纸板上料以及纸板包边两个工序,消除两个工序的动作时差,优化包装盒组装线的生产效率。
26.其中,所述折边板210的端部设置有柔性内折部211,折边板210经由柔性内折部211推压面纸,柔性的结构设计可以起到不刮伤纸板的作用。具体的是,所述柔性内折部211为贴合在折边板210的软毛刷(如牙刷头构造)或者弹性海绵条。软毛刷的多个软毛体用于接触抵触纸板的面纸。
27.更为具体的是,所述折边驱动源包括折边传动组件212以及平移驱动源213,折边传动组件212与平移驱动源213配合使用以驱动折边板210弧形移动;其中,所述折边传动组件212包括传动基座2120、装设在传动基座2120上的传动轴2122以及设置在传动轴2122上的折边摆臂2123,折边摆臂2123经由传动轴2122相对传动基座2120转动设置,所述折边板210固定安装于折边摆臂2123,折边板210相对载料座20转动设置,所述平移驱动源213为驱动连接于传动基座2120的直线驱动气缸,传动基座2120滑动设置在载料座20的导轨上,使得折边板210的移动轨迹为弧形。
28.优选地,折边传动组件212还包括联动条,联动条彼此远离的两端分别转动设置在折边板210上及载料座20上,联动条与折边板210的转动轴线、联动条与载料座20的转动轴线、折边摆臂2123与传动基座2120的转动轴线彼此间隔且平行设置,借助折边传动组件212的结构设计,使得平移驱动源213可以经由折边传动组件212驱动折边板210平移且转动,即实现折边板210的弧形轨迹运动。
29.其中,所述折弯机构32包括传动连接于承载台30的连杆传动组件321以及传动连接于连杆传动组件321的折弯臂322,在升降驱动机构31驱动承载台30靠近或远离模芯34时,承载台30经由连杆传动组件321同时带动折弯臂322翻转。
30.本发明通过承载台30将纸板的中部压持在模芯34的底部上,且通过两个折弯臂322将纸板的两侧分别弯折贴设在模芯34的两侧上,以将纸板折弯成型为u型构造,且折弯臂322是通过连杆传动组件321传动连接于承载台30的,这样的结构设计使得纸板升降工序与弯折工序是同步进行的,消除了两个工序之间的动作时间差,缩短了纸板的成型时间,进一步地提高流水线的生产效率。
31.更为具体的是,所述折弯机构32的数量优选为两个,承载台30用于将外界的纸板的中部压持在模芯34,两个折弯机构32分别设置在承载台30的左右两侧,以用于将外界的纸板折弯成型为u型构造。所述连杆传动组件321包括安装于外界的机架的第一传动座3210、安装于承载台30的第二传动座3211、铰接于传动座3210的第一连杆3212及铰接于第二传动座3211的第二连杆,第一连杆3212的一端传动连接于第二连杆、另一端传动连接于折弯臂322。所述第一传动座3210设有转动的转轴件,第一连杆3212的一端、折弯臂322的一端分别设置在转轴件上,第一连杆3212的另一端设置于折弯臂322的另一端;第一连杆3212设有第一滑孔,第二传动座3211设有第二滑孔,第二连杆的一端转动并滑动设置在第一滑孔内,第二连杆的另一端转动并滑动设置在第二滑孔内。具体的,所述折弯臂322安装有至少两个横向延伸设置的限位条3220,两个限位条3220彼此远离的一端延伸成型有限位勾,两个限位条3220的限位勾用于挡止限位外界的纸板彼此远离的两侧。
32.更为具体的是,所述载料座20内凹成型有多个安装槽位,各个安装槽位内嵌有一用于吸附纸板的第一真空负压吸嘴214,这样的结构设计可以保证在折边推薄膜的时候不
会导致纸板出现偏位的情况。
33.具体的,承载台30安装有多个第二真空负压吸嘴300,外界的纸板在第二真空负压吸嘴300的作用下被吸附在承载台30的台面上,这样的结构设计保证纸板在升降和/或折弯工序不会出现偏位或者错位的情况。
34.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1