一种可纺沥青高温离心过滤连续纺丝的方法及装置
1.本发明属于纤维材料纺丝技术领域,公开了一种可纺沥青高温离心过滤连续纺丝的方法及装置。
背景技术:
2.炭纤维由于具有高强度、高模量、耐高温、耐腐蚀、抗疲劳、导电与导热等优良性能,是航空航天工业中不可缺少的工程材料,另在交通、机械、体育娱乐方面也有广泛应用。
3.沥青碳纤维生产涉及五个工艺单元,分别是原料精制、热缩聚、熔融纺丝、预氧化和碳化。在热缩聚制备可纺沥青时,通常会生成二次喹啉不溶物,这些二次喹啉不溶物通常颗粒直径较大,在熔融纺丝过程中可能堵塞喷丝孔而导致出现断丝。所以在熔融纺丝前,需要对可纺沥青进行精制处理,把二次喹啉不溶物分离出去。通常在熔融纺丝时对二次喹啉不溶物的脱除有间歇和连续两种方式。
4.间歇式主要包括热过滤和热沉降法,但是热沉降速度慢、耗时长,而常规热过滤采用滤板过滤,cn 111363577 a就公开了一种煤基通用级沥青碳纤维用可纺沥青及其制备方法,将煤沥青热缩聚产物经滤板过滤后制得可纺沥青。但是滤板过滤面积小,对于工业化生产大量二次喹啉不溶物易在滤板上形成滤饼,导致压降上升甚至堵塞滤板,而造成排料困难,在熔融纺丝中容易引起断丝。
5.连续式是在熔融纺丝前段,增加一段过滤装置,经过滤后的可纺沥青直接进行熔融纺丝。通常前端也采用滤板进行过滤,但是存在过滤面积小,而且会造成生成滤饼而堵塞,难以生产连续长丝;cn 102926031 a公开了一种成套通用级沥青炭纤维的生产流程,采用过滤精度为10~100μm和1~10μm的一、二级盘式过滤装置来精制可纺沥青。但是通常盘式过滤装置需要用水进行反冲才能脱除杂质,但是可纺沥青不溶于水,也没有任何一种溶剂可溶解可纺沥青,因此在纺丝过程中会导致压降上升,影响纺丝过程。cn202110015476.2公开了一种沥青碳纤维用加压熔融高速离心纺丝装置及方法,离心纺丝喷丝口孔径为0.4-0.7mm,采用n2压力和离心力作用,实现纺丝,但只能纺成短丝,且容易堵塞喷丝口。
技术实现要素:
6.针对现有技术中的不足,本发明的目的在于一种连续式沥青长纤维原丝的生产过程中,采用离心热过滤的方法脱除可纺沥青中的大粒径物质,实现在后续熔融纺丝过程中,不因大粒径的二次喹啉不溶物堵塞喷丝口而断丝,也不因压降上升而导致供料不足而引起断丝,从而实现连续式纺成纤维原丝,以解决现有技术中所存在的上述问题。
7.为了实现上述目的,本发明的技术方案如下:
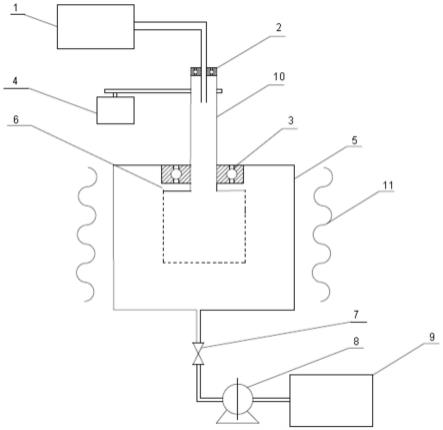
8.一种可纺沥青高温离心过滤连续纺丝装置,包括螺杆挤出机(1)、第一轴承(2)、第二轴承(3)、高速电机(4)、储料釜(5)、不锈钢过滤罐(6)、阀门(7)、柱塞泵(8)、熔融纺丝机(9)、轴(10)、电磁加热器(11)。
9.所述螺杆挤出机(1)经第一轴承(2)与轴(10)的一端连接,所述轴(10)的另一端与
不锈钢过滤罐(6)连接,用于转动时将其内腔的熔融状可纺沥青从滤孔甩出,二次喹啉不溶物被过滤在不锈钢过滤罐(6)内部;所述轴(10)与高速电机(4)连接,用于为不锈钢过滤罐(6)提供离心力;储料釜(5)设置在不锈钢过滤罐(6)外部,且通过第二轴承(3)与所述轴(10)相连接,电磁加热器(11)设置在储料釜(5)外部,用于加热不锈钢过滤罐(6)内的可纺沥青,储料釜(5)用于放置脱除二次喹啉不溶物的精制可纺沥青;所述储料釜(5)的底部经阀门(7)与柱塞泵(8)连接,将精制可纺沥青通过柱塞输送至熔融纺丝机(9)。
10.进一步,所述高速电机(1)通过皮带与轴(10)连接。
11.进一步,所述轴(10)的转动轴线与不锈钢过滤罐(6)的转动轴线位于同一条直线上。
12.进一步,所述高速电机(4)配有变频器,以调节电机转速。
13.进一步,所述不锈钢过滤罐(6)是由1-13μm孔隙的不锈钢滤板卷制而成。
14.一种利用上述可纺沥青高温离心过滤连续纺丝装置连续纺丝的方法,将可纺沥青物料通过螺杆挤出机(1)导入,然后在螺杆的作用下,经与高速电机(4)连接的轴(10)上的物料进入储料釜(5)中的不锈钢过滤罐(6)中,高速电机(4)转动时,在离心力的作用下不锈钢过滤罐(6)中的熔融状沥青由过滤孔甩出,甩出的精制沥青经柱塞泵(8)输入至熔融纺丝机(9),生产连续纤维;在离心过滤过程中,储料釜(5)和不锈钢过滤罐(6)始终被加热,使可纺沥青始终处于熔融状态。
15.进一步,所述电磁加热器(11)的加热温度为260℃~380℃。
16.进一步,所述高速电机(4)转速为1000~2000转/分钟。
17.与现有技术相比本发明具有以下优点:
18.本发明的可纺沥青高温离心过滤连续纺丝的方法及装置通过离心热过滤脱除大粒径二次喹啉不溶物制得精制可纺沥青,进而生产沥青碳纤维原丝,相比沉降法更节能、耗时更短;相比常规连续式热过滤,过滤面积更大、效率更高,纺丝过程中不会因形成滤饼而引起压力变化,从而有效解决了纺制长丝沥青纤维断丝的问题。
附图说明
19.图1为本发明可纺沥青高温离心过滤连续纺丝装置的结构示意图。
20.图2为实施例1的纤维原丝直径测量结果示意图;
21.图3为实施例2的纤维原丝直径测量结果示意图;
22.图4为实施例3的纤维原丝直径测量结果示意图;
23.图5为实施例4的纤维原丝直径测量结果示意图;
24.图6为实施例5的纤维原丝直径测量结果示意图;
25.图7为实施例6的纤维原丝直径测量结果示意图;
26.图8为对比例1的纤维原丝直径测量结果示意图;
27.附图标记:1、螺杆挤出机;2、第一轴承;3、第二轴承;4、高速电机;5、储料釜;6、不锈钢过滤罐;7、阀门;8、柱塞泵;9、熔融纺丝机;10、轴;11、电磁加热器。
具体实施方式
28.下面通过具体实施例来进一步说明本发明的技术方案。本领域技术人员应该明
了,所述具体实施方式仅仅是帮助理解本发明,不应视为对本发明的具体限制。
29.实施例1:
30.如图1所示,本发明的可纺沥青高温离心过滤连续纺丝装置包括螺杆挤出机1、第一轴承2、第二轴承3、高速电机4、储料釜5、不锈钢过滤罐6、阀门7、柱塞泵8、熔融纺丝机9、轴10、电磁加热器11。
31.所述螺杆挤出机1经第一轴承2与轴10的一端连接,所述轴10的另一端与不锈钢过滤罐6连接,用于转动时将其内腔的熔融状可纺沥青从过滤孔甩出,大粒径二次喹啉不溶物被过滤在不锈钢过滤罐6内部;所述轴10用皮带与高速电机4相连接,用于为不锈钢过滤罐6提供离心力;所述轴10经第二轴承3与储料釜5相连接,储料釜5用于放置脱除大粒径二次喹啉不溶物的精制可纺沥青;所述储料釜5的底部经阀门7与柱塞泵8连接,将精制可纺沥青通过柱塞输送至熔融纺丝机9。所述电磁加热器11设置在储料釜5的外部,其中储料釜5、不锈钢过滤罐6均以电磁加热器11进行加热,以使可纺沥青始终处于熔融状态。
32.所述高速电机4通过皮带与轴10连接。
33.所述高速电机5配有变频器,以调节电机转速,转速为1000~2000转/分钟。
34.所述不锈钢过滤罐6由长50~100cm,宽20-50cm,孔隙为1~13μm孔隙的不锈钢滤板卷制而成,底部采用3mm厚不锈钢板焊接。
35.所述电磁加热装置11的加热温度为260℃~380℃。
36.利用所述的可纺沥青高温离心过滤连续纺丝装置的纺丝方法:
37.本实施例先将可纺沥青高温离心过滤连续纺丝装置按照图1所示方式进行连接,不锈钢过滤罐的孔隙为13μm,长*宽为70*20cm,设置电磁加热器温度为260℃,待温度稳定后,调节电机转速为1000转/分钟,将软化点为195℃,qi含量为19wt%的通用级可纺沥青加入高温螺杆送料装置1,经离心过滤取样分析后,软化点为195℃,qi含量为18wt%,经单孔熔融纺丝,喷丝板孔径为0.3mm,牵伸速度为500m/s,可连续纺丝40min不断丝,即长度为20000米长的沥青纤维连续长丝,制备的纤维经显微镜检测直径为15.943μm,如图2所示。
38.实施例2:
39.按照实施例1的方法进行,所不同的是不锈钢过滤罐的孔隙为10μm,长*宽为60*40cm,设置电磁加热器温度为280℃,待温度稳定后,调节电机转速为1500转/分钟,将软化点为200℃,qi含量为19wt%的通用级可纺沥青加入高温螺杆送料装置1,经离心过滤取样分析后,软化点为199℃,qi含量为18wt%,经单孔熔融纺丝,喷丝板孔径为0.3mm,牵伸速度为500m/s,可连续纺丝42min不断丝,即长度为21000米长的沥青纤维连续长丝,制备的纤维经显微镜检测直径为14.681μm,如图3所示。
40.实施例3:
41.按照实施例1的方法进行,所不同的是不锈钢过滤罐的孔隙为1μm,长*宽为50*20cm,设置电磁加热器温度为350℃,待温度稳定后,调节电机转速为2000转/分钟,将软化点为280℃,qi含量为84wt%的中间相可纺沥青加入高温螺杆送料装置1,经离心过滤取样分析后,软化点为280℃,qi含量为81wt%,经单孔熔融纺丝,喷丝板孔径为0.3mm,牵伸速度为500m/s,可连续纺丝30min不断丝,即长度为15000米长的沥青纤维连续长丝,制备的纤维经显微镜检测直径为15.459μm,如图4所示。
42.实施例4:
43.按照实施例1的方法进行,所不同的是不锈钢过滤罐的孔隙为5μm,长*宽为80*50cm,设置电磁加热器温度为300℃,待温度稳定后,调节电机转速为1800转/分钟,将软化点为240℃,qi含量为24wt%的通用级可纺沥青加入高温螺杆送料装置1,经离心过滤取样分析后,软化点为238℃,qi含量为22wt%,经单孔熔融纺丝,喷丝板孔径为0.3mm,牵伸速度为500m/s,可连续纺丝60min不断丝,即长度为30000米长的沥青纤维连续长丝,制备的纤维经显微镜检测直径为15.764μm,如图5所示。
44.实施例5:
45.按照实施例1的方法进行,所不同的是不锈钢过滤罐的孔隙为5μm,长*宽为100*30cm,设置电磁加热器温度为260℃,待温度稳定后,调节电机转速为2000转/分钟,将软化点为195℃,qi含量为19wt%的通用级可纺沥青加入高温螺杆送料装置1,经离心过滤取样分析后,软化点为195℃,qi含量为17wt%,经单孔熔融纺丝,喷丝板孔径为0.3mm,牵伸速度为500m/s,可连续纺丝90min不断丝,即长度为45000米长的沥青纤维连续长丝,制备的纤维经显微镜检测直径为16.0 03μm,如图6所示。
46.实施例6:
47.按照实施例1的方法进行,所不同的是不锈钢过滤罐的孔隙为1μm,长*宽为90*40cm,设置电磁加热器温度为260℃,待温度稳定后,调节电机转速为1900转/分钟,将软化点为195℃,qi含量为19wt%的通用级可纺沥青加入高温螺杆送料装置1,经离心过滤取样分析后,软化点为195℃,qi含量为16wt%,经单孔熔融纺丝,喷丝板孔径为0.3mm,牵伸速度为500m/s,可连续纺丝120min不断丝,即长度为60000米长的沥青纤维连续长丝,制备的纤维经显微镜检测直径为15.1μm,如图7所示。
48.对比例1:
49.将软化点为195℃,qi含量为19wt%的通用级可纺沥青不经离心过滤,直接单孔熔融纺丝,喷丝板孔径为0.3mm,牵伸速度为500m/s,可连续纺丝20min不断丝,即长度为10000米长的沥青纤维连续长丝,制备的纤维经显微镜检测直径为16.795μm,如图8所示。
50.本发明说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。尽管上面对本发明说明性的具体实施方式进行了描述,以便于本技术领的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1