一种高强低收缩FDY多头纺母丝生产工艺的制作方法
一种高强低收缩fdy多头纺母丝生产工艺
技术领域
1.本发明涉及涤纶母丝纤维生产技术领域,具体为一种高强低收缩fdy多头纺母丝生产工艺。
背景技术:
2.多年来,流行于国际服装节的女式花式裙有着光泽柔和、手感糯滑、轻薄、挺爽的触感与质感而风靡全球,该原料就是一种纺织新材料
‑‑
涤纶fdy母丝经过分纤后的单丝制作而成的,涤纶母丝分纤后的单丝可称欧根纱,具有高强度、低收缩的使用性能,也用于高密滤网、高档鞋材、高强力绳索等原料。母丝生产具有高技术、高效益、高附加值特点。
3.随着国内设备创新改进和喷丝板加工、母丝生产技术的创新,多头锭位、高效生产、功能性fdy母丝产品逐步在国内化纤行业兴起。在fdy母丝生产中,传统工艺采用的原材料为高粘度熔体以满足纺丝fdy有高倍强伸,由于高粘度熔体流动性差,阻力损失大,需要增压泵提供较高压力才能满足输送要求,造成能耗高、输送成本高,同时传统的生产工艺中存在单丝粗冷却不匀、头数多容易在油轮上并丝、纺丝断纱率高、成型可控性差、母丝分纤速度低等问题;
4.因此亟需一种高强低收缩fdy多头纺母丝生产工艺。
技术实现要素:
5.本发明为了解决上述技术问题,从提供一种高强低收缩fdy多头纺母丝生产工艺。
6.一种高强低收缩fdy多头纺母丝生产工艺,具体步骤如下:
7.s1:低粘熔体输送,低粘熔体经过熔体过滤器、熔体增压泵、熔体冷却器以及熔体分配管道后进入纺丝箱体中,于纺丝箱体内经过计量泵精确计量后进入纺丝组件过滤均化,然后从喷丝板孔中挤出形成熔体细流;
8.s2:熔体细流冷却成形,熔体细流从无风区进入侧吹风装置中进行风速呈阶梯型逐步增大的方式进行冷却固化,形成初生丝条;
9.s3:初生丝条上油,具有一定分子结构的初生丝条经过纺丝甬道后,通过上油装置进行分区独立均匀上油;
10.s4:初生丝条二级牵伸-定型-卷绕成型,经过步骤s3上油的初生丝条依次经过第一热辊组、第二热辊组以及第三热辊组进行二级拉伸以及定型,形成高强低收缩fdy多头纺母丝,并且于卷绕装置上进行收卷;
11.s5:分丝,经过步骤s4二级牵伸-定型-卷绕成型的高强低收缩fdy多头纺母丝于分丝机上进行分丝。
12.作为优选,步骤s1中所述低粘熔体为0.59~0.60dl/g的高聚物熔体,所述无风区的高度为100mm,其内设有加热器用于延缓熔体细流冷却速率,减小熔体的流动取向作用,熔体泵出口压力为10mpa、纺丝箱体内温度为290℃,喷丝板有8~15个喷丝孔,单丝纤度为20dtex~30dtex。
13.作为优选,步骤s2中所述侧吹风装置包括有侧吹风箱体、冷风机、过滤网以及侧吹风网板,所述侧吹风网板自上而下依次包括有第一侧吹区以及第二侧吹区,所述第一侧吹风区为圆弧状,其上密布有第一出风孔,熔体细流的移动路径位于圆心处,所述第一侧吹区内固定有弧形分层板,所述第二侧吹区为平面蜂窝网,所述平面蜂窝网上密布有第二出风口,所述第二出风口的孔径自上而下依次增大,所述第一出风孔的孔径小于第二出风口的孔径。
14.作为优选,所述平面蜂窝网顶部0~1/10部分区域风速为0.5-0.8m/s,1/10~1/2部分区域风速为1~1.5m/s,剩余区域风速为1~2m/s。
15.作为优选,步骤s3中所述上油装置包括有储油池以及转动连接于储油池上方的油轮,所述油轮包括有辊体,所述辊体上开设有多个上油凹槽,所述上油凹槽的截面为v型,所述储油池上方位于初生丝条移动的方向的一侧上固定有自上油凹槽方向向下倾斜的刮油板,所述刮油板包括有刮油单元,所述刮油单元与上油凹槽相贴合,所述刮油板上开设有出油孔。
16.作为优选,步骤s4中所述第一热辊组、第二热辊组以及第三热辊组均为电磁加热辊,且所述第一热辊组与第二热辊组位于同一水平线上,所述第三热辊组位于第二热辊组的上方,初生丝条在第一热辊组与第二热辊组之间完成一级拉伸,在第二热辊组与第三热辊组之间完成二级拉伸,控制一级拉伸比在4倍,二级拉伸比在1.1倍,总拉伸比为4.4倍,所述第一热辊组速度为900m/min、温度为63℃,所述第二热辊组速度为3600m/min、温度为137℃,所述第三热辊组速度为3960m/min、温度为168℃,第三热辊组与卷绕装置之间的超喂率为1.54%,卷绕装置速度设定为3900m/min。
17.作为优选,所述卷绕装置包括有卷绕机架,所述卷绕机架上相对设有卷绕机构以及导向牵引机构。
18.作为优选,所述卷绕机构包括有多个卷绕单元,每一个卷绕单元与一条母丝相配合,所述卷绕单元包括有固定立柱以及移动立柱,所述移动立柱滑动连接于直线滑轨上,通过移动立柱的移动实现上绕线筒以及下绕线筒,所述固定立柱以及移动立柱上均转动连接有收缩盘,所述收缩盘用于卡接固定绕线筒,其中一个收缩盘与旋转电机相连接,用于驱动绕线筒旋转,所述收缩盘包括有底盘,所述底盘上滑动连接有弧形的张紧板,所述张紧板在收缩驱动机构的驱动上实现对绕线筒的松弛与张紧卡接,所述收缩驱动机构包括有旋转盘,所述旋转盘上开设有弧形的驱动滑槽,所述驱动滑槽内滑动连接有滑动柱,所述滑动柱与张紧板固定连接,所述旋转盘上设有旋转齿轮,所述旋转齿轮啮合有齿条,所述齿条在伸缩气缸的作用下往复移动,所述伸缩气缸固定于底盘上。
19.作为优选,所述导向牵引机构包括有多个间隔分布的导向牵引单元,所述导向牵引单元通过导向牵引驱动机构滑动连接于滑轨上,所述导向牵引单元包括有滑动于滑轨上的滑块,所述滑块上转动连接有两个导向牵引柱,两个导向牵引柱之间成型有母丝通道,所述导向牵引驱动机构包括有两个相对设置的皮带轮,两个所述皮带轮上设有皮带,其中一个皮带轮与皮带旋转电机连接,所述滑块的一端卡接于皮带上。
20.作为优选,所述分丝机分丝速度为1050m/min。
21.本发明的有益效果:
22.(1)本发明公开了一种高强低收缩fdy多头纺母丝生产工艺,具有以下优点:
23.第一,选择了低粘度聚合物熔体,控制较低输送温度,避免了熔体降解,相比于传统的必须采用高粘度熔体的生产方式,减少了高粘度熔体流动阻力,熔体在管道与喷丝孔中流动更加均匀,管道中心与管壁流速差异性缩小,熔体在喷丝孔中挤出阻力减小;
24.第二,无风区为100mm的设计,配置后加热器调整熔体板面温度,保持了喷丝板面较高的温度,熔体细流温度得到提高,延缓熔体细流冷却速率,减小熔体细流的取向作用;
25.第三,第二侧吹区为孔径自上而下逐渐增大的平面蜂窝网,实现了风速分区独立可调控设计(即呈阶梯型逐渐递增),风速分布更加合理,保证了母丝缓冷到充分冷却的效果,母丝条干cv进一步降低到0.8%,防止母丝过快冷却造成断纱和冷却不充分造成拉伸阶段产生断裂毛羽,同时可以通过延长了第二侧吹区的长度,达到了母丝中单丝冷却充分的作用,通过第一侧吹区的设置对顶端出风进行气流整流,避免了乱丝或者飘丝的现象,丝条冷却不仅充分而且均匀,有效地解决了母丝单丝粗造成冷却不匀和冷却不充分问题;
26.第四,单根初生丝条于单个上油凹槽内单独上油,避免了fdy母丝单丝之间上油时叠丝碰撞造成断纱问题,提高了生产稳定性,同时还设有刮油板,提高了上油均匀性,可以避免毛絮混入储油池内,影响后期上油的品质。
27.第五,通过二级牵伸-定型-卷绕工艺,完成了丝条的细颈拉伸和均匀拉伸,解决了fdy母丝因单丝粗在牵伸和定型时在热辊上抖动造成断纱和条干不匀问题,提高了fdy母丝强度,降低了收缩率,为fdy母丝高速分纤创造了条件。
28.(2)本发明公开了一种高强低收缩fdy多头纺母丝生产工艺,其包括有卷绕装置,所述卷绕装置包括有全绕机架,卷绕机架上相对设有卷绕机构以及导向牵引机构,所述卷绕机构包括有收缩盘,通过收缩盘的设置实现对绕线筒的安装与拆卸,所述导向牵引机构使得绕丝更加均匀,有序,有效的避免丝打结扯断等现象,避免了不必要的经济损失。
附图说明
29.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
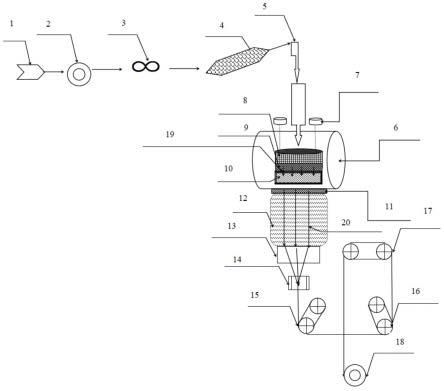
30.图1是本发明的一种高强低收缩fdy多头纺母丝生产工艺流程图;
31.图2是本发明的侧吹风装置结构示意图;
32.图3是本发明的上油装置结构示意图;
33.图4是本发明的导向牵引机构结构示意图;
34.图5是本发明的收缩盘结构示意图;
35.图6是本发明的收缩盘部分结构示意图。
具体实施方式
36.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明
保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
37.一种高强低收缩fdy多头纺母丝生产工艺,具体步骤如下:
38.s1:低粘熔体1输送,所述低粘熔体为0.59~0.60dl/g的高聚物熔体,低粘熔体1经过熔体过滤器2、熔体增压泵3、熔体冷却器4、熔体分配管道5后进入纺丝箱体6中,所述纺丝箱体6按照工序依次包括有熔体计量泵7、纺丝组件8、喷丝板9以及无风区10,所述无风区10高度为100mm,内设有加热器用于调整熔体板面温度,低粘熔体1经过计量泵7精确计量后进入纺丝组件8过滤均化,然后从喷丝板9孔中挤出形成熔体细流19,并于无风区10内调节熔体细流19的温度,延缓熔体细流冷却,减小熔体细流的流动取向,每块喷丝板有8~15个喷丝孔,单丝纤度为20dtex~30dtex,保持熔体增压泵3出口压力为10mpa、纺丝箱体6内温度为290℃,低粘熔体温度为272~273℃,实现低粘熔体1低温低压输送,减少熔体热降解以及提高了均匀性和流动性;
39.s2:熔体细流冷却成形,熔体细流19从无风区10进入侧吹风装置12中冷却固化,形成初生丝条20,所述侧吹风装置12包括有侧吹风箱体、冷风机、过滤网以及侧吹风网板,所述侧吹风网板自上而下依次包括有第一侧吹区121以及第二侧吹区122,所述第一侧吹风区121为圆弧状,其上密布有第一出风孔,熔体细流19的移动路径位于圆心处,如此则可以保证风吹过熔体细流19时,熔体细流19受力均匀能够依旧保持原来的状态,同时保证了熔体细流19冷却均匀,所述第一侧吹区121内固定有弧形分层板,能够使得风均垂直于熔体细流19方向吹出,不会相互之间出现干扰,避免了风从传统的蜂窝板中出来后直接吹在熔体细流19上出现的抖动和乱流现象;大大减少了飘丝以及断丝的现象,提高了产品的品质,所述第二侧吹区122为平面蜂窝网,所述平面蜂窝网上密布有第二出风口,所述第二出风口的孔径自上而下依次增大,所述第一出风孔的孔径小于第二出风口的孔径,从而使得冷却风自上而下依次增大,平面蜂窝网为2500mm*1540mm的网,平面蜂窝网顶部0~1/10部分区域风速为0.5-0.8m/s,1/10~1/2部分区域风速为1~1.5m/s,剩余区域风速为1~2m/s,通过改变三个区域孔径的大小改变风速大小,不同区域风速的设计(即呈阶梯型逐渐递增),保证了母丝缓冷到充分冷却的效果,母丝条干cv进一步降低到0.8%,防止母丝过快冷却造成断纱和冷却不充分造成拉伸阶段产生断裂毛羽,同时可以通过延长了第二侧吹区122的长度,达到了母丝中单丝冷却充分的作用,控制丝条冷却空调送风的总风压为500pa、冷却风温为25℃,熔体细流19间冷却一致,实现了稳态纺丝,初生丝条20具有低取向、低结晶结构,为制取高强低收缩fdy母丝提供了先决条件。
40.s3:初生丝条上油,具有一定分子结构的初生丝条20经过纺丝甬道13后,通过上油装置14分开均匀上油,所述上油装置包括有储油池以及转动连接于储油池上方的油轮141,所述油轮141包括有辊体,所述辊体上开设有多个上油凹槽,所述上油凹槽的截面为v型,更利于初生丝条20的充分上油,每个初生丝条20单独于上油凹槽内上油,避免了初生丝条20在油轮上相互之间碰撞、黏连,所述储油池上方位于初生丝条20移动的方向的一侧上固定有自上油凹槽方向向下倾斜的刮油板142,所述刮油板142包括有刮油单元,所述刮油单元与上油凹槽相贴合,所述刮油板142上开设有出油孔,从而实现了对多余的油量的过滤,防
止初生丝条20中的杂质进入出油池内,影响后期上油的品质。
41.s4:初生丝条二级牵伸-定型-卷绕成型,经过上油的初生丝条20依次经过第一热辊组15、第二热辊组16以及第三热辊组17实行二级拉伸,初生丝条20在第一热辊组15与第二热辊组16之间完成一级拉伸,在第二热辊组16与第三热辊组17之间完成二级拉伸,控制一级拉伸比在4倍,二级拉伸比在1.1倍,总拉伸比为4.4倍,拉伸比是通过第一热辊组15、第二热辊组16以及第三热辊组17之间的转速来控制的,具体第一热辊组15速度为900m/min、温度为63℃,第二热辊组16速度为3600m/min、温度为137℃,第三热辊组17速度为3960m/min、温度为168℃;经过高倍牵伸、高温定型后,得到强度为4.9cn/dtex、伸长率为18%、沸水收缩率为3.2%的高强低收缩多头fdy母丝纤维,母丝产品纤维结构及尺寸稳定。通过合理分配二级牵伸的比例,控制各牵伸辊温度和速度,改变涤纶母丝强伸度和收缩性。调整各辊速度与卷绕装置速度差,控制第三热辊组17与卷绕装置18之间的超喂率为1.54%,卷绕装置18速度设定在3900m/min,控制卷绕成型超喂率,提高定型效果,控制产品的收缩率和热稳定性,制取了高强度低收缩率的多头fdy母丝;
42.所述第一热辊组15、第二热辊组16以及第三热辊组17均为电磁加热辊,为本领域常规设置,故不多加赘述,且所述第一热辊组15与第二热辊组16位于同一水平线上,所述第三热辊组17位于第二热辊组16的上方,所述初生丝条20绕设于第一热辊组15上5~7圈后绕设于第二热辊组16上5~7圈,最后向上布置绕设于第三热辊组17上,通过该位置的排布,从而实现二级牵伸;
43.所述卷绕装置包括有全绕机架,卷绕机架上相对设有卷绕机构以及导向牵引机构;
44.所述卷绕机构包括有多个卷绕单元,每一个卷绕单元与一条母丝相配合,所述卷绕单元包括有固定立柱以及移动立柱,所述移动立柱滑动连接于直线滑轨上,通过移动立柱的移动实现上绕线筒以及下绕线筒,所述固定立柱以及移动立柱上均转动连接有收缩盘,所述收缩盘用于卡接固定绕线筒,其中一个收缩盘与旋转电机相连接,用于驱动绕线筒旋转,所述收缩盘包括有底盘a11,所述底盘a11上滑动连接有弧形的张紧板a12,所述张紧板a12在收缩驱动机构的驱动上实现对绕线筒的松弛与张紧卡接,所述收缩驱动机构包括有旋转盘a13,所述旋转盘a13上开设有弧形的驱动滑槽a14,所述驱动滑槽a14内滑动连接有滑动柱,所述滑动柱与张紧板a12固定连接,所述旋转盘a13上设有旋转齿轮a15,所述旋转齿轮a15啮合有齿条a16,所述齿条a16在伸缩气缸a17的作用下往复移动,所述伸缩气缸a17固定于底盘上,通过伸缩气缸a17驱动旋转齿轮a15旋转,从而带动旋转盘a13旋转,旋转盘a13在旋转的过程中通过驱动滑槽a14驱动张紧板a12移动,当需要安装绕线筒时,将绕线筒安装于两个收缩盘之间,并通过张紧板a12的扩张将绕线筒安装于收缩盘上,通过收缩盘的设置实现对绕线筒的安装与拆卸;
45.所述导向牵引机构包括有多个间隔分布的导向牵引单元a2,所述导向牵引单元a2通过导向牵引驱动机构滑动连接于滑轨上,所述导向牵引单元a2包括有滑动于滑轨上的滑块,所述滑块上转动连接有两个导向牵引柱,两个导向牵引柱之间成型有母丝通道,所述导向牵引驱动机构包括有两个相对设置的皮带轮,两个所述皮带轮上设有皮带,其中一个皮带轮与皮带旋转电机连接,所述滑块的一端卡接于皮带a3上,通过皮带旋转电机的正反转动,用于实现导向牵引单元a2的往复移动,使得绕丝更加均匀,有序,有效的避免丝打结扯
断等现象,避免了不必要的经济损失。
46.s5:高强低收缩fdy多头纺母丝直接在分丝机上分丝,分纤机分纤速度可以提高到1050m/min,实现了分丝高速化,提高了分丝效率和产能,所述分丝机为本领域常规设备,故不多加赘述。
47.通过上述方法所生产的高强低收缩fdy多头纺母丝的产品性能相比于传统的生产工艺所生产的多头纺母丝的性能对比具体如下:
[0048][0049]
由此可见,本发明的一种高强低收缩fdy多头纺母丝生产工艺所生产的fdy多头纺母丝具有高强度,低收缩,减小了断裂伸缩率、断裂伸长率cv、强度cv、条干cv值以及断纱率,提高了分纤速度,产品强度、成品率以及生产效率,高强低收缩fdy母丝经过分纤后得到的单丝由于特殊的使用功能,主要用作国际流行的欧根纱、高密度过滤网、高强度的渔网线、面罩、吸湿透气性能好的鞋材、尺寸稳定性高的床垫等,母丝生产具有高效益、高技术、高附加值的特点。
[0050]
以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1