立体丝印上胶装置及工艺的制作方法
1.本发明涉及包装盒加工技术领域,尤其涉及一种立体丝印上胶装置及工艺。
背景技术:
2.在现有包装盒的贴衬工艺中,需要使用到贴衬装置。现有的贴衬装置的原理是将衬纸通过吸板吸附顶面,暴露出衬纸的底面,然后携带衬纸从辊筒上胶机构的上胶辊筒的上方沿其切线方向擦过,结果是上胶辊筒上的胶水转移到衬纸上。该吸板由横移模组及竖直模组控制,一个贴衬周期内的行动轨迹大体为三段:第一段竖直模组控制吸板下降上升;第二段横移模组控制竖直模组及吸板整体转移,由起始位运动到上胶辊筒工位再运动到盒体或板材所在位置粘贴。粘贴完成后,横移模组再返回起始位开始下一个周期,这段时间也是浪费的。
3.还有一种应用场景与上述贴衬工艺类似,采用类似的贴衬结构将吸塑件吸住再运动到辊筒上胶机构上的上胶辊筒的上方沿其切线方向擦过,结果是上胶辊筒上的胶水转移到吸塑件上。横移模组和竖直模组经过同样的运动轨迹将吸塑件贴在盒体或板材上。
4.这种上胶工艺及装置的单个周期耗时较长,且相邻的两个周期之间浪费的时间也长,这样在连续生产过程中,会影响整条产线的生产效率。因此,急需一种新的装置及工艺来解决此类问题。
技术实现要素:
5.本发明的主要目的在于提供一种新型立体丝印上胶装置及工艺,旨在解决现有贴衬装置工作效率低的技术问题。
6.为实现上述目的,本发明提供了一种立体丝印上胶装置,包括:
7.上料机构,用于将待上胶对象分离并输出;
8.翻转机构,用于承接所述上料机构输出的待上胶对象,并将其从第一工位翻转至第二工位;
9.转盘机构,包括位于待粘贴对象上方的立式转盘以及安装在所述立式转盘上的多个载运件;所述载运件用于接收第二工位下的待上胶对象,并通过所述立式转盘的转动将其切换至便于上胶的第三工位;
10.丝印机构,设置在所述转盘机构上方,用于对转盘机构上位于第三工位的待上胶对象进行丝印上胶;
11.承托台,设置在所述转盘机构下方,用于承托所述待粘贴对象,便于上胶后的待上胶对象贴附于待粘贴对象。
12.进一步的,所述翻转机构包括第一吸板以及用于翻转所述第一吸板的翻转件;所述第一吸板用于吸附待上胶对象,所述翻转件通过翻转所述第一吸板对第一吸板上的待上胶对象进行同步翻转,使待上胶对象自第一工位翻转至便于转盘机构接收的第二工位。
13.进一步的,所述翻转机构还包括用于对所述第一吸板进行推动的第一动力件;当
所述待上胶对象位于第一工位,所述第一动力件推动第一吸板向下移动,以便于吸附所述待上胶对象;当所述待上胶对象位于第二工位,所述第一动力件推动第一吸板向转盘机构方向移动,以便于将所述待上胶对象转移到所述载运件上。
14.进一步的,所述载运件包括第二吸板以及用于对所述第二吸板进行推动的第二动力件;所述第二吸板用于吸附所述待上胶对象随立式转盘转动。
15.进一步的,所述丝印机构包括丝印网框、网版、刮网版组件、刮胶组件、与所述丝印网框动力相连的第三动力件以及与所述刮网版组件、刮胶组件动力相连的第四动力件;所述网版设置在所述丝印网框的框架内,用于贴附在待上胶对象表面,使胶水经网版流到待上胶对象表面;所述刮网版组件与刮胶组件设置在所述网版上方,用于实现均匀上胶;其中,在所述第三动力件的推动下,丝印网框与网版向下移动至贴附于待上胶待上胶对象表面;在所述第四动力件的推动下,刮网版组件、刮胶组件向下移动至网版表面,以实现对所述待上胶对象的均匀上胶。
16.一种立体丝印上胶工艺,包括:
17.s1.分料工序:将多个待上胶对象分离出来并置于第一工位;
18.s2.翻转工序:吸取单个待上胶对象,并将其从第一工位翻转至便于后续载运的第二工位;
19.s3.丝印上胶工序:接收位于第二工位的所述单个待上胶对象,并通过立式转盘的转动将其位置状态切换至便于上胶的第三工位;此时,对待上胶对象的待上胶面进行上胶,得到已上胶对象;
20.s4.贴附工序:继续转动已上胶对象将其位置状态顺序切换至便于粘贴的第四工位;当已上胶对象位于第四工位时,将已上胶对象贴附于待粘贴对象上。
21.进一步的,所述待上胶对象的第一工位为水平位置状态,第二工位为竖直位置状态,第三工位为待上胶面朝上的水平状态,第四工位为着胶面朝下的水平位置状态。
22.本发明的有益效果体现在:
23.本发明通过设置立式转盘,能够便于携带衬纸在竖直平面内快速搬运;同时,搬运过程中通过切换不同工位,能够便于衬纸上胶以及上胶后的衬纸贴附于盒体;采用本发明装置可大大提高贴衬工艺的工作效率。
附图说明
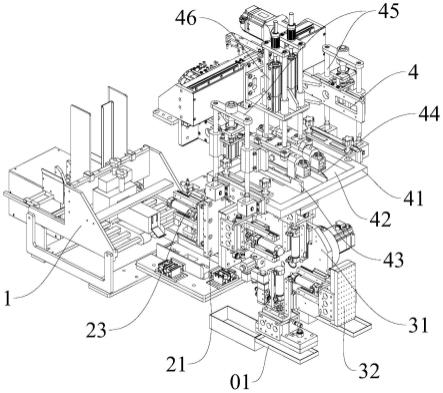
24.图1为本发明一实施例立体丝印上胶装置的分页机、翻转机构、转盘机构与丝印机构的立体结构示意图;
25.图2为本发明一实施例立体丝印上胶装置的分页机、翻转机构、转盘机构与承托台的正视结构示意图;
26.图3为本发明一实施例立体丝印上胶装置的翻转机构及承托台的结构示意图;
27.图4为本发明一实施例立体丝印上胶装置的翻转机构及承托台在另一角度下的结构示意图;
28.图5为本发明一实施例立体丝印上胶装置的丝印机构局部结构示意图;
29.图6为本发明一实施例立体丝印上胶工艺的流程图。
30.附图标记说明:
31.1、分页机;2、翻转机构;21、第一吸板;22、翻转件;23、第一动力件;3、转盘机构;31、立式转盘;32、载运件;321、第二吸板;322、第二动力件;4、丝印机构;41、丝印网框;42、网版;43、刮网版组件;44、刮胶组件;45、第三动力件;46、第四动力件;5、承托台;
32.01、盒体。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.以下实施例中,以纸盒加工生产为研究对象,其中待上胶对象仅以衬纸为例,盒体01为待粘贴对象。但是在纸盒加工生产领域中,衬纸与吸塑件在本专利所描述的技术方案中可以等同,均视为待上胶对象;盒体与灰板等板材在本专利描述的技术方案中也可以等同,均视为待粘贴对象。
35.更具体的,向盒体中粘贴衬纸的情形,常见的包装盒为烟包条盒、烟包小盒、酒盒、茶叶盒;吸塑件通常为酒盒顶盖的塑料凸出结构,用于承托或抵触酒瓶。
36.更具体的,用于将衬纸分料的机构现有技术中常见的有分页机(也叫发卡机),料仓及带吸盘或吸板的移动模组和/或机械手;用于将吸塑件分料的现有技术中常见的有料仓及带吸盘或吸板的移动模组和/或机械手。
37.参见图1至图5:
38.本发明立体丝印上胶装置,包括:
39.分页机1,用于从堆叠料仓中水平输出单张衬纸;
40.翻转机构2,用于吸附单张衬纸,将其从水平的第一工位翻转至竖直的第二工位;
41.转盘机构3,包括位于盒体01上方的立式转盘31以及安装在立式转盘31上的多个载运件32;载运件32用于接收第二工位下的衬纸,并通过立式转盘31的转动将其切换至便于上胶的第三工位;第三工位的衬纸待上胶面朝上;
42.丝印机构4,设置在转盘机构3上方,用于对转盘机构3上位于第三工位的衬纸待上胶面进行丝印上胶;
43.承托台5,设置在转盘机构3下方,用于承托盒体01,便于上胶后的衬纸向下贴附于盒体01内的相应位置。
44.其中,通过设置转盘机构3,能够便于携带衬纸在竖直平面内快速搬运;并且,搬运过程中通过切换不同工位,能够便于衬纸上胶以及上胶后的衬纸贴附于盒体01,从而大大提高贴衬工艺的工作效率。
45.同时,本发明通过在立式转盘31上同时安装多个载运件32,可进一步实现多个衬纸的有序搬运、上胶及贴附,进一步提高工作效率。
46.在一实施例中,所述分页机1为本领域现有装置,其结构不再赘述,此处,只要能实现从堆叠料仓中输出单张衬纸这一功能,即可。
47.在一实施例中,所述翻转机构2包括第一吸板21以及用于翻转第一吸板21的翻转
件22。第一吸板21用于吸附衬纸,翻转件22通过翻转第一吸板21对第一吸板21上的衬纸进行同步翻转,使衬纸自第一工位翻转至便于转盘机构3接收的第二工位。
48.进一步地,翻转机构2还包括用于对第一吸板21进行推动的第一动力件23。当衬纸从堆叠料仓中输出后,位于水平的第一工位,此时,第一动力件23推动第一吸板21向下移动以便于吸附衬纸,吸附上衬纸后复位。当衬纸通过翻转件21翻转到竖直的第二工位时,第一动力件23再次推动第一吸板21向转盘机构3方向移动,以便于将衬纸转移到所述载运件32上。
49.在一实施例中,所述载运件32包括第二吸板321以及用于对第二吸板321进行推动的第二动力件322。第二吸板321用于吸附衬纸随立式转盘31转动;第二动力件322则在上胶后的衬纸转动至承托台5正上方、且着胶面向下时,用于推动第二吸板321向下移动,以便于将衬纸贴附于盒体01内。
50.在一实施例中,所述丝印机构4包括丝印网框41、网版42、刮网版组件43、刮胶组件44、与丝印网框41动力相连的第三动力件45以及与刮网版组件43、刮胶组件动力44相连的第四动力件46;网版42设置在丝印网框41的框架内,用于贴附在衬纸表面,使胶水经网版42流到衬纸表面;刮网版组件43与刮胶组件44设置在网版42上方,用于实现均匀上胶。
51.当衬纸随立式转盘31转动至第三工位时,在第三动力件45的推动下,丝印网框41与网版42先下行至贴附于待上胶衬纸表面;接着,在第四动力件46的推动下,刮网版组件43、刮胶组件44继续向下移动至网版42表面,以实现对衬纸的均匀丝印上胶。
52.此外,需要说明的是,本实施中,所述第一动力件23、第二动力件322、第三动力件45、第四动力件46包括但不限于直线导轨、气缸、液压缸或电动推杆。所述翻转件22包括但不限于翻转气缸、翻转液压缸。这样设计,方便所述第一动力件23、第二动力件322、第三动力件45、第四动力件46、翻转件22的使用。
53.参见图6:
54.本发明立体丝印上胶工艺,采用上述立体丝印上胶装置,结构如图1至图5所示,包括如下步骤:
55.s1.分页工序:从堆叠料仓中水平输出单张衬纸置于第一工位;
56.s2.翻转工序:吸取所述单张衬纸,并将其从水平的第一工位翻转至便于后续载运的竖直的第二工位;
57.s3.丝印上胶工序:接收位于第二工位的所述单张衬纸,并通过立式转盘31的转动将其位置状态切换至便于上胶的第三工位;此时,对衬纸的待上胶面进行上胶;
58.s4.贴附工序:继续转动衬纸将其位置状态顺序切换至便于进入盒体01的第四工位;第四工位为着胶面朝下的水平位置状态,当衬纸位于第四工位时,将衬纸贴附于包装盒盒体01中。
59.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1