一种立体感水松纸烫金压纹一体机的制作方法
1.本实用新型涉及印刷技术领域,具体为一种立体感水松纸烫金压纹一体机。
背景技术:
2.申请号为cn200820204014.5的实用新型专利,公开了一种烫金压纹机,该烫金压纹机虽然将烫金和压纹设计在了一整台设备上,但是其流程并没有同步进行,仍旧是分为两个步骤进行操作,该方案的目的是为了提高加工效率,但是该加工效率的提高仅仅只是将多个流程的设备集合在一个更大型的设备中,在实际应用中加工的效率仍旧不足。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的在于提供一种立体感水松纸烫金压纹一体机,能够将烫金和压纹进同步进行,进一步提高效率。
4.为实现上述目的,本实用新型提供了如下技术方案:一种立体感水松纸烫金压纹一体机,包括支架、设置在支架上的传送组件、设置支架上位于传送件上方可加热的压纹辊、设置在支架上的电化铝箔输送辊;所述传送组件至少包括两个传送辊和一个驱动电机,两个传送辊通过一传送链与驱动电机联动,两个所述传送辊外均套有弹性层,所述压纹辊位于两个传送辊之间;所述电化铝箔输送辊的电化铝箔向两个传送辊之间输送。
5.作为本实用新型的进一步改进,两个所述传送辊之间的距离不大于压纹辊的直径。
6.作为本实用新型的进一步改进,两个所述传送辊通过传送链与驱动电机同步转动。
7.作为本实用新型的进一步改进,所述电化铝箔输送辊从两个传送辊之间且顺着传送辊转动的方向输送电化铝箔,并且电化铝箔位于压纹辊和传送辊之间。
8.作为本实用新型的进一步改进,所述压纹辊中设置有加热组件,所述加热组件对压纹辊加热。
9.作为本实用新型的进一步改进,所述支架包括固定架和可拆卸连接在固定架上的替换架,所述替换架与固定支架通过一锁定机构装配;所述电化铝箔输送辊设置在替换架上,所述压纹辊、传送辊、驱动电机均设置在固定架上。
10.作为本实用新型的进一步改进,所述锁定机构包括插销、与插销配合的插座;所述插座包括设置在替换架上的第一插座和设置在固定架上的第二插座,所述替换架和固定架通过插销与第一插座、第二插座配合锁定。
11.本实用新型的有益效果,
12.1.利用传送辊和压纹辊配合,并且压纹辊设置在两个传送辊之间,让压纹辊能够与传送辊充分挤压,让水松纸的压纹效果更好;
13.2.利用两个传送辊上的弹性层,能够保护水松纸的同时提高压纹效果,设置的压纹辊能够加热,此时可以采用内部和/或外部的热源对压纹辊进行加热,能够让压纹辊在烫
金的同时提供温度,进而提供稳定的烫金效果,并且在压纹辊对水松纸进行挤压配合传送辊传送水松纸的同时能够预热,有助于提高电化铝箔的烫金效果。
14.3.利用驱动电机和传送链的配合能够带动两个传送辊对水松纸进行传送,并且利用电化铝箔输送辊对电化铝箔进行输送,此时两者同时经过压纹辊,利用压纹辊的压纹对水松纸进行压纹的同时进行烫金。
附图说明
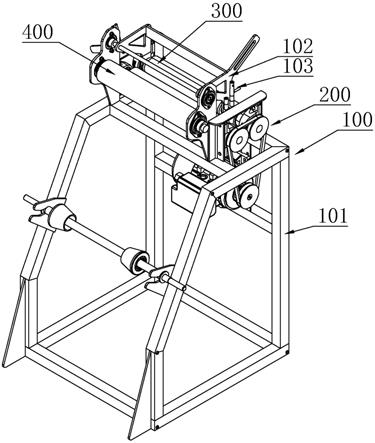
15.图1为本实用新型的整体结构示意图;
16.图2为本实用新型的部分结构示意图。
17.附图标号:100、支架;101、固定架;102、替换架;103、锁定机构;104、插销;105、插座;106、第一插座;107、第二插座;200、传送组件;201、传送辊;202、驱动电机;203、传送链;300、压纹辊;400、电化铝箔输送辊。
具体实施方式
18.下面将结合附图所给出的实施例对本实用新型做进一步的详述。
19.参照图1
‑
2所示,本实施例的一种立体感水松纸烫金压纹一体机,包括支架100、设置在支架100上的传送组件200、设置支架100上位于传送件上方可加热的压纹辊300、设置在支架100上的电化铝箔输送辊400;所述传送组件200至少包括两个传送辊201和一个驱动电机202,两个传送辊201通过一传送链203与驱动电机202联动,两个所述传送辊201外均套有弹性层,所述压纹辊300位于两个传送辊201之间;所述电化铝箔输送辊400的电化铝箔向两个传送辊201之间输送。
20.利用传送辊201和压纹辊300配合,并且压纹辊300设置在两个传送辊201之间,让压纹辊300能够与传送辊201充分挤压,让水松纸的压纹效果更好;利用两个传送辊201上的弹性层,能够保护水松纸的同时提高压纹效果,由于电化铝箔需要加热进行烫金,因此弹性层根据本领域技术人员的需求选用足够耐热的材料制成,由于该选择是本领域技术人员的惯用手段,因此不再做过多赘述。设置的压纹辊300能够加热,此时可以采用内部和/或外部的热源对压纹辊300进行加热,能够让压纹辊300在烫金的同时提供温度,进而提供稳定的烫金效果,并且在压纹辊300对水松纸进行挤压配合传送辊201传送水松纸的同时能够预热,有助于提高电化铝箔的烫金效果。利用驱动电机202和传送链203的配合能够带动两个传送辊201对水松纸进行传送,并且利用电化铝箔输送辊400对电化铝箔进行输送,此时两者同时经过压纹辊300,利用压纹辊300的压纹对水松纸进行压纹的同时进行烫金。
21.作为优选的方案中,两个所述传送辊201之间的距离不大于压纹辊300的直径。
22.基于该优选方案,压纹辊300能够与传送辊201之间获得更大的抵触面积,并且由于该设置下,压纹辊300能够同时与两个传送辊201进行挤压,能够让水松纸受到两次相互挤压,因此能够让压纹作用更加明显。
23.另外,为了提高传送效果,两个所述传送辊201通过传送链203与驱动电机202同步转动。
24.为了优化传送路径,提供更好的传送效果,所述电化铝箔输送辊400从两个传送辊201之间且顺着传送辊201转动的方向输送电化铝箔,并且电化铝箔位于压纹辊300和传送
辊201之间。
25.基于该路径,如图2所示,传送辊201为逆时针转动,此时水松纸从左下角的辊上向右侧的传送辊201传送,绕过该传送辊201后通过压纹辊300进行压纹,并顺着传送辊201的转动方向传送,绕过压纹辊300后,通过右上方的收卷辊进行收卷;与此同时,电化铝箔输送辊400的电化铝箔向下传输绕过左边的传送辊201之后在两个传送辊201之间穿出,并通过压纹辊300挤压,此后通过左上方的收卷辊进行收卷。
26.该方案下,各自传送的路线独立,并且能够高效运作;右侧的传送辊201有大量面积用于传送水松纸,因此在传送的同时能够拉伸水松纸,使其足够平整。同样的电化铝箔也能够在烫金前足够平整,整体的运作高效,稳定。
27.作为优选的一种实施例,所述压纹辊300中设置有加热组件,所述加热组件对压纹辊300加热。
28.直接在压纹辊300中设置加热组件,便于烫金工艺,并且热传递更加直接,能够提高烫金工艺的稳定性。
29.为了进一步提高更换物料的效率,所述支架100包括固定架101和可拆卸连接在固定架101上的替换架102,所述替换架102与固定支架100通过一锁定机构103装配;所述电化铝箔输送辊400设置在替换架102上,所述压纹辊300、传送辊201、驱动电机202均设置在固定架101上。
30.固定架101用于长时间不需要更换的配件的固定,而替换架102用户替换物料时拆卸,便于替换无聊,其中电化铝箔输送辊400上的物料更换速度比较频繁,因此本设置有能够提高电化铝箔的更换速度。
31.作为优选的方式中,所述锁定机构103包括插销104、与插销104配合的插座105;所述插座105包括设置在替换架102上的第一插座106和设置在固定架101上的第二插座107,所述替换架102和固定架101通过插销104与第一插座106、第二插座107配合锁定。通过插销104配合插座的方式能够简单有效的装配固定架101和替换架102。
32.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1