用于装饰手提箱和行李物品的系统和方法与流程
用于装饰手提箱和行李物品的系统和方法
1.本发明的目的本发明涉及数字印刷的技术领域,并且更具体地,涉及一种用于在单程(single pass)中对手提箱和行李物品进行直列(in-line)数字印刷和干燥的系统;以及用于手提箱和行李物品的数字印刷的方法,所述手提箱和行李物品尤其是刚性或半刚性的手提箱和行李物品,除了其他之外,其由诸如abs(丙烯腈丁二烯)、pc(聚碳酸酯)、pp(聚丙烯)、pet(聚对苯二甲酸乙二醇酯)的材料制成。
背景技术:
2.当前,旅行的人数已经增加。除其他因素外,人们的心态中的这种变化是由于机票的成本中的降低、汽车和火车的基础设施的改善、由于互联网、社交网络等而更容易访问可用信息造成的。
3.基于运输的装置的越来越多的使用,手提箱和行李物品的使用已经增加,所述手提箱和行李物品是必要的,使得旅行的人能够舒适地运输他们的物品。行李物品包括例如背包、化妆包(toiletry bags)等。
4.同样,旅行的概念和旅行的方式已经适应了社会的需要,并且越来越多的旅行者作为家庭旅行,或伴随着年幼的孩子。在这个意义上,消费需求已经使得能够实现可以由儿童随身运输他们的物品的小手提箱和行李物品的发展。每个孩子都携带他们自己的手提箱或行李物品的事实使得他们能够在为旅行准备手提箱和照看他们自己的行李时,培养他们的独立性和责任感。
5.此外,在我们当前的社会中,存在越来越多的对定制或可定制对象的需求。更具体地,大多数用户希望能够根据他们自己的偏好来创建专属设计。
6.同样,在不要求完全定制的情况下,用户快速适应不同的时尚,并且“快速时尚”的概念越来越普遍,在“快速时尚”中,不同的趋势快速适应消费品对象,使得用户可以根据一个季节或另一个季节的趋势来改变对象。
7.最近占主导地位的材料指的是用于完全刚性或半刚性手提箱和行李物品中的那些材料,所述材料提供一定程度的灵活性,除了其他之外,所述材料诸如abs(丙烯腈丁二烯)、pc(聚碳酸酯)或pp(聚丙烯),其为其内容物提供更大的安全性,并且提供四个轮子以便在四处移动时得到更大的舒适性。关于这些材料,必要的是,包括为了使其适应消费者的口味而需要的不同的颜色、设计、标记、图案或定制。
8.为了将设计结合到手提箱或刚性行李物品中,无论手提箱或刚性行李物品是由abs还是pc制成,根据传统的制造系统,它们都诉诸于将其雕刻在板或模具上,随后其被施加在片材上。在制造过程期间,片材被整合到产品的表面中,其中,片材通过加热而膨胀和成形,从而产生(give rise to)手提箱和行李物品的最终形式。
9.源自传统方法和系统的问题之一是不可能确保均匀运行,因为当材料通过加热而膨胀并沉积在模具上以便成形,并且然后返回到其冷态时,设计通常变形。对于人物或角色的图像,对于圆圈、盾形纹章(coats of arms)或其他需要精度的设计,这是问题,因为变形
通常是相当大的,并且最终效果是不可接受的。
10.此外,由设计所包含的每种颜色都具有高的成本,该成本乘以每个手提箱和/或行李物品通常具有的平均大约十种颜色,使得每个产品的平均设计成本非常高,而不管生产的产量如何。如果大批量生产,则每个设计的高成本的问题不会那么严重,但这不是当前的现实,因此,成本经常使小批量设计的生产不可行。
11.另一个额外的问题涉及通用性和灵活性,其被制造交货时间所拖累。传统的方法和系统涉及用于单个样品的准备、调节和生产的时间,该时间可能从十五天到一个月。
12.此外,重要的是要注意,在购买手提箱或行李物品时,用户要求它处于完美状态中。因此,对于用于制造或定制手提箱和行李物品的任何系统或方法来说,必要的是具有必要的手段来确保手提箱或行李物品在所述操作期间保持在完美状态中,并且使得能够实现期望的设计变化。
13.总之,在制造刚性或半刚性手提箱和行李物品的过程期间,设计、颜色、图案或定制的整合当前是漫长且昂贵的过程,这使得该区段(sector)在将设计调节到当今所需的精度、灵活性、速度、简单性和成本的参数时通用性较低。此外,当前必要的是以快速的方式生产许多不同的设计,这是现有技术中所缺少的,以便获得满足由消费者要求的质量标准的独特的定制产品。
14.从现有技术中已知文档,其中手提箱的印刷可以在静态系统中且用静态方法进行,而市场的需求指向使得能够实现更通用和更快速印刷的动态系统和方法。
15.发明的描述本发明描述了一种用于在单程中在直列数字印刷和干燥中压印手提箱和行李物品的系统和方法。本发明是用于手提箱和行李物品的直列数字印刷系统,其是用于装饰化妆包和各种行李的动态解决方案。它是系列生产系统,其使得能够实现单独印刷手提箱和行李物品,从而实现更大的通用性。同样,提议了一种用于手提箱和行李物品的数字印刷的方法。
16.它是动态印刷系统,其中每个手提箱和行李物品由印刷线单独运输,使得它可以一个接一个地印刷,从而通过使得能够实现不同类型的专属装饰来实现更大的通用性。
17.该系统具有用于每个手提箱和行李物品的可追溯性和跟踪系统、用于手提箱和行李物品的直列彩色印刷模块、以及用于移动手提箱和行李物品的移动装置,其彼此同步以防止手提箱和行李物品之间的可能的撞击。
18.当生产链中存在瓶颈(bottleneck)时,许多产品可能相互碰撞或接触,并且变得被标记。如果手提箱和/或行李物品之间发生任何划痕或撞击,并且它们变得被标记或变形,则它们不能再被出售。为了防止这样,移动装置包括多个单独的传送机,使得在任何给定时间在每个传送机上找到单个手提箱或行李物品。所述单独的传送机被布置成形成用于手提箱和行李物品通过的线性路径。
19.由于可追溯性和跟踪系统,以精确的方式实时控制系统中每个手提箱和行李物品的位置,并且将要印刷的图像和/或不同的图像颜色与所述手提箱和行李物品中的每个相关联,这是可能的。因此,系统的通用性大大增加,这使得不同的图像能够被印刷在通过印刷模块的每个手提箱和行李物品上。
20.所述可追溯性和跟踪系统可以是自动的或手动的。因此,在优选实施例中,它可以
包括以单独的方式使用物品的标识码。在另一个优选实施例中,可追溯性和跟踪过程和系统不使用所述码,而是操作者亲自控制每个物品的印刷的类型。
21.同样,该系统使得能够实现在手提箱和行李物品上进行双面印刷。为此,该系统包括两个出口轨道,手提箱和行李物品在通过印刷模块后被引导至所述两个出口轨道。根据与每个手提箱和行李物品相关联的标识码,或者根据操作者的标准和指示,它被送到半成品出口轨道或最终出口轨道。半成品出口轨道接收已经在一面上印刷但还将在另一面上印刷的手提箱和行李物品。最终出口轨道接收已经在两个面上印刷的手提箱和行李物品,或者只需要在单面上印刷的手提箱和行李物品。
22.重要的是,移动通过系统并被引入到印刷模块中的手提箱和行李物品具有至少一个平坦面或在其上执行印刷的一个侧面上的平坦的横截面。所述平坦面或一个侧面的平坦横截面是图像将被印刷在其上的印刷面。手提箱或行李物品被布置在这样的位置中,其中当它进入印刷模块时,印刷面(其上有印刷区域,图像将被印刷在该印刷区域的内部)面向所述印刷模块的印刷头。
23.该平坦面(或用于印刷的平坦横截面)必须总是相对于印刷头处于一定高度处,该高度必须在印刷公差内。这是为了保证正确印刷过程的必要条件。其中将执行印刷的手提箱或行李物品的区域必须总是在单个印刷平面内。
24.该系统尤其被设计成与刚性或半刚性手提箱和行李物品一起使用,因此,其可以在无需附加的模具或支撑件的情况下使用。然而,在其中要印刷小手提箱和行李物品的示例性实施例中,该系统包括旨在接收所述手提箱和行李物品并将它们保持在固定位置中的耦合装置。这些耦合装置可以是支撑件(通过托盘)。支撑件的大小取决于单独传送机的大小,使得它们被配置成使得单个支撑件在任何时候都位于单独传送机上。
25.一个或多个手提箱或行李物品可以根据其大小来布置在支撑件上。为此,每个支撑件包括至少一个壳体,该壳体被配置成接收手提箱或行李物品。
26.如果手提箱和行李物品具有平坦面,但是未平行于单独传送机的上表面来布置并且因此将不垂直于印刷头,则使用这些耦合装置(支撑件或托盘)可能也是必要的。在这些情况下,耦合装置(支撑件或托盘)的壳体可以具有特殊的配置,使得当手提箱或行李物品位于其中时,平坦面或一个侧面的平坦横截面被布置在正确的印刷平面中。
27.该系统可以包括在印刷模块之前的准备模块,其中放置手提箱和行李物品,每个手提箱位于单独的传送机上或者行李附件位于单独的传送机上,并且其中,对于每个手提箱或行李物品,其对应的标识码是相关联的,该标识码由可追溯性和跟踪系统生成。在该准备模块中,如有必要的话,将手提箱和行李物品放置在支撑件中。
28.该系统可以包括至少一个高度检测器,其被配置成检测手提箱和行李物品的高度。所述高度检测器可以被布置在印刷模块之前或其入口中,并且具有调节所述头相对于要印刷的手提箱或行李物品的高度的功能,其中目的是获得最佳的印刷结果。
29.在优选实施例中,该系统包括被配置成检测质量错误的计算机视觉系统。计算机视觉系统可以被布置在印刷模块中,或者例如构成布置在印刷模块之后的检查模块的一部分。计算机视觉系统被配置成扫描已经在其上执行印刷的手提箱或行李物品的面,以便检测是否存在错误,例如在颜色的施加方面或图像的形状方面等。
30.在另一个示例性实施例中,该系统进一步包括保护模块。该保护模块可以包括自
动膜放置设备,该自动膜放置设备根据来自标识码的信息选择要施加的膜的类型,该膜通常由塑料制成。通常,该保护膜使得能够确保手提箱或行李物品的完整性。
31.如先前所描述的,可追溯性和跟踪系统可以生成并基于与每个手提箱或行李物品相关联的唯一二维码。被称为标识码的该生成的码被存储在远程数据库中。标识码可以包括数据,诸如手提箱和行李物品的总尺寸、它将被印刷在一面还是两面上、要印刷的图像是什么、印刷中要使用的颜色简档(profile)、手提箱和行李物品的类型(以及这定义了它被送到哪个出口轨道)、关于日期/时间/批次的加密数据和/或可以由系统本身在之后填充的空字段,诸如哪个是印刷面以及印刷的质量是否可接受。
32.在示例性实施例中,可追溯性和跟踪系统生成具有标识码的标签,该标签被配置成可移除地连接到手提箱和行李物品(使得当印刷过程完成时可以移除它)。优选地,标签总是被放置在手提箱和行李物品上相同位置中。
33.在该实施例中,所述系统包括第一码读取器,该第一码读取器被配置成读取每个手提箱或行李物品的标识码并将相应的工作指令(与从所述标识码获得的数据一起)发送到可追溯性和跟踪系统、移动装置和印刷模块。
34.第一码读取器被布置在印刷模块的入口处或在所述印刷模块之前,以便根据来自标识码的信息,校准印刷模块的某些参数,诸如印刷头的高度和横向补偿(这取决于每个手提箱和行李物品的尺寸(measurements))、要印刷的图像和要使用的颜色简档。
35.在印刷模块的出口处和/或在检查模块的出口处和/或在保护模块的出口处是第二码读取器。如先前所描述的,根据来自标识码的信息,手提箱或行李物品被送到半成品出口轨道(如果需要印刷手提箱或行李物品的另一面)或送到最终出口轨道。
36.如果手提箱和行李物品被送到半成品出口轨道,则每个手提箱和行李物品被再次旋转并布置在准备模块中。在优选实施例中,所述操作可以由操作者执行。以该方式,使手提箱或行李物品返回通过印刷模块,以便在附加的印刷面上印刷。
37.优选地,该系统包括横向带(lateral band),该横向带充当手提箱或行李物品的引导件(guide),该横向带沿着用于手提箱和行李物品通过的线性路径。在这种情况下,要印刷的所有手提箱或行李物品必须具有平坦的横向面,该横向面至少具有横向带的高度,以便能够定位标识码。如果使用支撑件是必要的,则容纳在支撑件中的手提箱或行李物品必须至少具有该高度。
38.该系统可以附加地包括抗静电棒,该抗静电棒被配置成从手提箱或行李物品中释放(discharge)任何可能的静电的积累,尤其是由于先前移除保护膜而导致的静电的积累。
39.在印刷模块中,有用于调节印刷头的高度和位置的装置,该装置负责升高或降低印刷头,并使它们向右或向左线性移动,直到它们相对于要印刷的手提箱和行李物品被放置在期望的位置中。该调节是根据来自每个手提箱或行李物品的标识码的信息自动执行的。在印刷期间维持手提箱和行李物品的高度是必要的,以便确保其正确的质量。
40.根据需要,印刷模块还可以包括底漆单元、颜色单元、效果单元和一个或多个干燥单元。优选地,至少一个干燥装置可以是干燥灯。
41.在底漆单元中,有用于在需要底漆或白底的手提箱和行李物品上执行涂底漆或涂白底的一排喷嘴(injector),所述手提箱和行李物品是深色的手提箱或行李物品。该白色底漆必须与要印刷的图像完全相同,使得没有白色轮廓保持不着色。
42.彩色单元包含印刷头。它被配置成执行彩色图像的印刷。
43.在示例性实施例中,通过使用cmyk墨水或ogv墨水的四色技术执行印刷。为此,该系统包括cmyk颜色线和/或ogv墨水线。该系统还可以包括具有专色(spot colour)(预定义颜色;换句话说,直接用所述颜色而不是用基本颜色(品红色、黄色和青色)进行印刷)的两个头。
44.在该颜色单元中,有多个颜色条,所述颜色条具有电子部分,在该电子部分中建立了与可追溯性和跟踪系统、头条和主墨罐的连接。它还可以包括自动清洁区域。优选地,所述颜色条是可移除的,以便确保在出现故障的情况下容易更换。通过移除每个颜色条,可以访问与其连接的相应印刷头,以便执行维护操作。此外,主罐可以连续填充,无需停止生产。
45.在构成印刷模块的一部分的效果单元中,可以施加光泽效果、清漆等。以这种方式,可以实现不同的阴影和亮度水平,或者可以在图像的不同区域中产生厚度感。
46.一条或多条干燥线位于该系统中,例如第一干燥线位于底漆线和四色线之间,第二干燥线位于cmk颜色线和ogv墨水之间,一条干燥线在着色的结束处和涂饰(finish)之前,以及最后一条干燥线。无论何时施加印刷或涂饰,都需要干燥装置。在本发明的特定实施例中,干燥线可以包括干燥通道(tunnel),例如通过uv(紫外)射线,以便完全固定来自印刷的墨水。
47.本发明的另一个目的是一种用于手提箱和行李物品的数字印刷的方法,其至少包括以下步骤:将手提箱和行李物品放置在单独的传送机上;向每个手提箱和行李物品分配标识码;检测单独传送机中的每个上手提箱和行李物品的存在或不存在,并使单独传送机的移动同步。
48.如果在第二单独传送机上没有检测到要印刷的物品的存在,则执行将第一单独传送机上的手提箱或行李物品朝向所述第二单独传送机移动的步骤,使得手提箱和行李物品沿着系统的线性路径前进。
49.当在第二单独传送机上检测到要印刷的物品的存在时,如果传送带正在移动以便将手提箱和行李物品朝向下一个单独传送机移动,则执行将手提箱和行李物品从第一单独传送机(在第二单独传送机之前)朝向所述第二单独传送机移动的步骤;如果所述第二单独传送机停止,则执行停止第一单独传送机的步骤。
50.该方法还包括收集和记录关于引入到系统中的每个手提箱和行李物品的信息的步骤。该动作可以由操作者执行,或者在优选实施例中,可能的是,将该过程自动化,读取每个手提箱和行李物品的标识码并存储相关联的信息;以及当手提箱或行李物品到达印刷模块时,根据其标识码(或者根据手动控制它的操作者的动作)在所述手提箱或行李物品上印刷图像。
51.优选地,在其中使用跟踪和可追溯性系统的该实施例中,该方法还包括当手提箱或行李物品离开印刷模块时读取手提箱或行李物品的标识码的步骤。该步骤使得能够确定手提箱或行李物品是否被送到半成品出口轨道,从那里它将被收集以便将其放回装载模块/准备模块中,或者被送到印刷模块的入口;该动作可以由操作者执行,或者其可以被系统化(systematised)。根据标识码,如果手提箱或行李物品将被印刷在多于一个面上,则发生这种情况。在这种情况下,这些是已经在一个印刷面上印刷并且现在将在另外的印刷面上印刷的手提箱和行李物品。
52.如先前所描述的,如果手提箱和行李物品将仅在一面上印刷,或者当它们已经在两面上印刷时,在印刷模块的出口处读取标识码,并且手提箱或行李物品被送到最终出口轨道。
53.同样,该方法可以包括检查印刷的质量和/或放置保护膜的后续步骤。
54.如果该方法被用于印刷具有小的尺寸或特殊形状的手提箱和行李物品,则所述方法包括将手提箱或行李物品放置在为此目的设计的支撑件上的步骤,这确保了手提箱或行李物品在整个路径期间的位置,并防止所述小手提箱和行李物品在系统的移动期间相互碰撞和移位。
55.因此,这是一个在无需进行批量印刷的情况下使得能够实现手提箱和行李物品的线性数字印刷的系统。当标识码与每个手提箱或行李物品相关联时,当所述手提箱和行李物品到达印刷模块处时,执行相应图像的印刷/压印,这可以在连续的手提箱和行李物品之间变化。该系统使得能够满足来自用户对设计的质量和可变性的要求,从而防止手提箱或行李物品上的划痕或撞击,并提供各种各样的型号。
56.同样,所描述的方法使得能够实现手提箱和行李物品的直列数字印刷,确保正确的印刷质量,并防止在整个印刷过程期间对手提箱或行李物品的可能损坏。该方法基于与手提箱或行李附件相关联的标识码使每个印刷适应相应的手提箱或行李附件。
附图说明
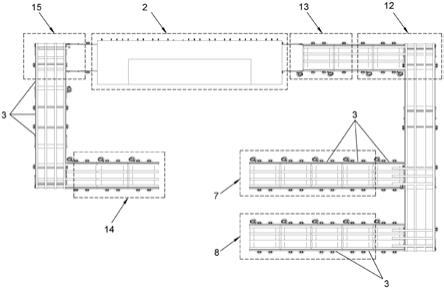
57.为了完成对本发明的描述,并且为了帮助使本发明的特性更易于理解,根据本发明的优选示例性实施例,包括了一组附图,其中,作为说明而非限制,已经表示以下附图:-图1表示用于手提箱和行李物品的数字印刷系统的俯视图。
[0058]-图2表示用于手提箱和行李物品的数字印刷系统的正视图。
[0059]-图3a、3b和3c表示系统的单独传送机的透视图、俯视图和正视图。
[0060]-图4表示手提箱的侧视图,该手提箱正朝向搁置在引导件上的印刷模块移动。
[0061]-图5a表示支撑托盘,其中观察到几个小手提箱和行李物品。
[0062]-图5b表示具有不平坦面的手提箱,该手提箱被布置在支撑托盘中,用于其正确调平(levelling)。
具体实施方式
[0063]
本发明公开了一种用于在单程中对手提箱和行李物品以及干燥线进行数字印刷的方法和系统,利用该方法和系统实现手提箱和行李物品的定制压印,同时保护所述手提箱和行李物品免受可能的撞击,以便确保最终印刷的手提箱或行李物品的正确质量。
[0064]
图1示出了用于手提箱和行李物品(1)的数字印刷系统的俯视图,而在图2中,该系统以正视图示出。
[0065]
该系统包括用于针对每个手提箱和行李物品(1)生成标识码的装置,该装置被配置成生成与每个手提箱和行李物品(1)相关联的唯一二维码。通过该码,手提箱和行李物品(1)在它们在系统中的整个时间期间完全位于系统中。来自唯一码的数据被存储在远程数据库中。
[0066]
除了使得能够实现手提箱和行李物品(1)的可追溯性之外,该码还包括在装饰操
作期间将是必需的手提箱和行李物品(1)的特征。换句话说,该码可以包括关于手提箱或行李物品(1)的大小的信息、关于将要印刷在所述手提箱和行李物品(1)上的图像的信息、关于它已经被印刷在仅一面上还是两面上的信息等。
[0067]
该系统包括:印刷模块(2),其被配置成根据与所述手提箱和行李物品(1)相关联的标识码在手提箱和行李物品(1)上印刷图像;以及可追溯性和跟踪系统,其被配置成根据其标识码来确定每个手提箱和行李物品(1)在系统中的位置,如先前所描述的那样。
[0068]
同样,该系统包括被配置成贯穿该系统移动手提箱和行李物品(1)的移动装置。该移动装置包括多个相邻的单独传送机(3),从而形成用于手提箱和行李物品通过的线性路径。
[0069]
图1示出了示例性实施例,其中该系统包括:装载模块(14),其被配置成接收手提箱和行李物品(1),之后是准备模块(15),其中在印刷模块(2)被配置成在每个手提箱和行李物品(1)上印刷相应的图像之前,向每个手提箱和行李物品(1)分配标识码;后续检查模块(13),其被配置成扫描手提箱和行李物品(1)并确定印刷是否正确;具有至少一个自动放置设备的保护模块(12),该自动放置设备被配置成将优选由塑料制成的保护膜施加在手提箱和行李物品(1)上;以及出口轨道(7,8),用于移除手提箱和行李物品(1)。
[0070]
图2示出了相同的系统,但是是正视图的形式。
[0071]
图3a-c以不同的视图示出了单独的传送机(3)。更具体地,图3a示出了以透视图的单独传送机(3),其中看到了框架(4)、沿着框架(4)的上表面延伸的单独传送带(5)、以及电机(6)。
[0072]
如作为单独传送机(3)的俯视图的图3b中所看到的,如果这些传送带(5)具有小于框架(4)的上表面的宽度的宽度,或者例如由于其他几何图案(motifs),其可以包括多于一个传送带(5)。作为用于每个传送机(3)的单独电机的电机(6)控制一个或多个传送带(5)的移动。图3c示出了单独传送机(3)的正视图,其中框架(4)和电机(6)是清晰可见的。
[0073]
同样,每个单独的传送机(3)包括用于手提箱和行李物品的存在传感器。
[0074]
本发明的基本特征是,单独的传送机(3)彼此同步,使得当检测到布置在所述第二单独传送机(3)上的手提箱和行李物品(1)正在移动或者已经移动到下一个单独的传送机(3)或者已经从系统中移除时,在第一单独传送机(3)上的手提箱和行李物品(1)仅移动到与其相邻的第二单独传送机(3),从而防止手提箱和行李物品(1)之间的可能的撞击。
[0075]
因此,如果在随后的单独的传送机(3)上检测到手提箱或行李物品(1)的存在,则在瓶颈中涉及的那些手提箱或行李物品(1)之前放置在单独的传送机(3)上的手提箱和行李物品(1)的通过被停止或延迟,从而减慢移动,以便防止手提箱和行李物品(1)彼此接触。
[0076]
优选地,当印刷系统包括跟踪和可追溯性系统时,后面的系统包括布置在印刷模块(2)之前或在其内的第一码读取器,该第一码读取器被配置成读取手提箱和行李物品的标识码并将信息发送到远程数据库。在进入印刷模块(2)之前读取标识码使得印刷模块部件的可变参数能够适应将被装饰的每个特定手提箱和行李物品(1)。
[0077]
同样,该系统优选地包括布置在印刷模块(2)之后的两个出口轨道(7,8),如图1中所看到的那样。这些轨道是半成品出口轨道(7)和最终出口轨道(8),将在两面上印刷的手提箱和行李物品被送到半成品出口轨道(7),仅在一面上印刷的手提箱和行李物品或已经在两面上印刷的那些手提箱和行李物品被送到最终出口轨道(8)。
[0078]
优选地,该系统包括第二码读取器,该第二码读取器被配置成从每个手提箱或行李物品的标识码获得信息,并根据该信息将手提箱和行李物品引导至半成品出口轨道(7)或引导至最终出口轨道(8)。在示例性实施例中,第二码读取器被布置在印刷模块(2)的出口处。
[0079]
由于系统直接将手提箱和行李物品送到一个出口轨道(7,8)或另一个出口轨道的事实,操作者不必经常知道哪些手提箱和行李物品已经完成,以及哪些手提箱和行李物品仍然必须被旋转以再次印刷。也防止了由于错误或无知(ignorance)而导致的人为错误。操作者直接知道半成品出口轨道(7)中的手提箱和行李物品必须再次装载在装载模块(14)中(或者如果系统没有装载模块(14)或准备模块(15),则在印刷模块(2)的入口处)。同样,系统已经送到最终出口轨道(8)的手提箱和行李物品(1)已经从系统中移除。
[0080]
在优选的示例性实施例中,该系统还包括布置在印刷模块(2)的入口之前或在入口中的高度检测器,高度检测器被配置成调节所述头相对于要印刷的手提箱或行李物品的高度,其中目的是获得最佳的印刷结果。
[0081]
如先前所描述的那样,印刷头的位置是自动调节的。为此,该系统包括用于调节印刷头的高度和位置的装置,该装置被配置成升高和降低印刷头,并使它们向右或向左线性地移动直到它们相对于要印刷的手提箱和行李物品被放置在期望的位置中。这使得能够在具有不同高度和/或不同的印刷面的尺寸的手提箱和行李物品(1)上进行印刷。此外,通过将所述头定位在要印刷的特定区域中,不必对于所有手提箱和行李物品(1)都使图像被印刷在中心,而是可以例如在手提箱或行李物品(1)的拐角附近印刷图像。
[0082]
印刷模块(2)还可以包括底漆单元,该底漆单元被配置成在手提箱或行李物品(1)的印刷面上涂布底漆涂层。
[0083]
印刷模块(2)进一步包括具有至少一个颜色条的颜色单元,该颜色条包括被配置成连接到可追溯性和跟踪系统、印刷头和主墨罐的电子部分。
[0084]
此外,印刷模块(2)可以包括效果单元,该效果单元被配置成对印刷在手提箱或行李物品(1)上的图像执行附加的数字印刷。同样,印刷模块(2)优选地具有干燥单元,该干燥单元具有uv射线产生设备,该uv射线产生设备被配置成干燥和固定印刷图像的墨水。
[0085]
为了确保离开该系统的手提箱和行李物品(1)的正确质量,该系统可以包括计算机视觉装置,该计算机视觉装置被配置成扫描每个手提箱和行李物品(1)的印刷面并检测可能的印刷错误。这些计算机视觉装置可以被容纳在印刷模块(2)中或者被容纳在被布置在印刷模块(2)之后的检查模块(13)中。如果系统包括第二码读取器,则它可以被布置在检查模块(13)的出口处。
[0086]
如图1的示例中所示,该系统还可以包括保护模块(12),其中有用于将保护膜放置在手提箱和行李物品(1)的印刷面上的自动放置设备。如果系统包括第二码读取器,则它可以被布置在保护模块(12)的出口处。
[0087]
图4示出了横向带(9),其可以构成系统的一部分,并且其具有一定的高度,并且贯穿该系统充当手提箱和行李物品(1)的引导件。横向带(9)沿着用于手提箱和行李物品通过的线性路径延伸。在这些情况下,手提箱和行李物品(1)在图中所示位置中应具有大于横向带(9)的高度的高度。
[0088]
图5示出了支撑件(10),旨在如果要印刷的手提箱和行李物品是小的和/或具有将
不停留在垂直于印刷头的印刷平面内的平坦面或带有平坦面的横截面,则使用该支撑件。支撑件(10)构成系统的一部分,并且如图5中所看到的那样,包括至少一个壳体(11),该壳体(11)被配置成接收手提箱和行李物品(1)。在该图的情况下,看到具有四个壳体(11)的支撑件(10)。在所述壳体(11)中的三个中有化妆包,第四个壳体(11)被示出为空的。支撑件(10)具有适于单独的传送机(3)的上表面的那些的形状和尺寸。
[0089]
本发明的另一个目的是一种用于手提箱和行李物品的数字印刷的方法,包括以下步骤:a)将手提箱或行李物品(1)放置在多个单独传送机(3)的单独传送机(3)上,所述单独传送机彼此相邻布置,从而形成用于手提箱和行李物品通过的线性路径;b)向每个手提箱和行李物品(1)分配标识码;c)检测单独传送机(3)中的每个上手提箱和行李物品(1)的存在;-如果在第二单独传送机(3)上没有检测到存在,则将手提箱和行李物品(1)从先前的第一单独传送机朝向所述空闲的第二单独传送机(3)移动,使得手提箱和行李物品(1)沿着用于手提箱和行李物品通过的线性路径前进,-如果在第二单独传送机(3)上检测到存在,则:-如果所述单独传送机(3)的传送带(5)处于运动中,以便将相应的手提箱和行李物品(1)朝向下一个单独传送机(3)移动,则将手提箱和行李物品(1)从先前的第一单独传送机(3)朝向所述第二单独传送机(3)移动;-如果所述第二单独传送机(3)停止,则第一单独传送机(3)停止;d)读取每个手提箱或行李物品(1)的标识码并存储相关联的信息;e)当手提箱或行李物品(1)到达印刷模块(2)时,根据其标识码在手提箱或行李物品(1)上印刷图像。
[0090]
优选地,该方法还包括在印刷模块(2)的出口处读取每个手提箱或行李物品(1)的标识码的步骤;-如果其是需要在附加面上印刷的手提箱或行李物品(1),则将手提箱或行李物品(1)送到半成品出口轨道(7);-如果其是已经在一个印刷面上和附加面上印刷的手提箱或行李物品(1),或者是只需要在一个印刷面上印刷的手提箱或行李物品(1),则将所述手提箱或行李物品(1)送到最终出口轨道(8)。
[0091]
同样,该方法可以包括以下步骤:检测手提箱和行李物品(1)的高度,并且如果所述高度大于预定高度,则停止所述手提箱或行李物品(1)位于其上的单独传送机(3)以及在其前面的单独传送机(3)。
[0092]
在该系统的印刷模块(2)中,还可能的是,在手提箱和行李物品(1)的印刷面上的印刷区域中进行印刷之前执行至少一个涂底漆的步骤,在手提箱和行李物品(1)的印刷面上的印刷区域中进行彩色印刷的步骤,在印刷在手提箱和行李物品(1)上的图像上进行附加数字印刷的步骤,或者对印刷在手提箱和行李物品上的图像进行干燥的步骤。
[0093]
如果使用支撑件(10)是必需的,则该方法包括将至少一个手提箱或行李物品(1)放置在支撑件(10)的壳体(11)中并将所述支撑件(10)放置在单独的传送机(3)上的步骤。
[0094]
当手提箱或行李物品(1)在印刷模块(2)中时,该方法包括垂直地并且向右和向左
移动印刷头,直到它们位于手提箱或行李物品(1)的印刷面的平坦面或平坦横截面上的印刷区域上。随后,该方法可以包括扫描对应于印刷区域的手提箱和行李物品(1)的表面并确定印刷图像是否被正确印刷的动作。
[0095]
此外,该方法可以包括在手提箱或行李物品(1)已经被印刷后在手提箱或行李物品(1)的印刷面上施加保护膜的步骤。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1