一种L形悬臂自动喷号设备的制作方法
一种l形悬臂自动喷号设备
技术领域
1.本实用新型涉及冶金机械技术领域,更具体的说,涉及一种l形悬臂自动喷号设备。
背景技术:
2.随着我国制造业的发展,冶金行业产线设备也在不断升级,目前冶金设备在逐步向智能化、安全化、高效化方向发展。但是现在的钢板喷号后打码还需要人工操作,钢板在定尺剪剪切后需要喷号机对钢板进行喷号打码,喷号打码区还需要人工进行喷清漆工作,以保证号码信息在后序的钢板转运过程中的保护,防止喷码的漆料脱落。
3.传统人工喷号不能确认钢板的生产信息,并且人工操作质量差、效率低、错误率高、存在安全隐患,不能满足现代生产技术要求。
4.此外,人工在进行喷清漆工作时,劳动量大,工作环境恶劣,夏季炎热,冬季寒冷,操作区附近需要给工人配置空调屋,占用产线生产空间。人工调配漆料,长时间外漏在喷涂工作区域,漆料的雾化对操作员的健康影响极大。操作工在喷清漆的过程中需要反复控制辊筒的启停,钢板停止运行,身体探入辊道内部完成喷清漆工作。此操作对设备的运行与人员的安全存在安全隐患。
5.因此,需要设计一种钢板自动喷号设备来取代传统人口喷号工艺。
技术实现要素:
6.有鉴于此,本实用新型提出了一种l形悬臂自动喷号设备,其具体技术方案如下:
7.一种l形悬臂自动喷号设备,布置于钢板喷码机的后端,用来为在滚筒输送线的辊道上前进的钢板喷涂清漆;所述l形悬臂自动喷号设备包括来料检测机构、清漆输送机构、钢板喷号打码机构以及plc控制柜;若将钢板前进的方向定义为前方,则所述钢板喷号打码机构设于所述来料检测机构的前方;
8.所述来料检测机构设置于辊道的侧边缘且共有相间隔的两组,每组所述来料检测机构均各自包括l形检测架以及检测传感器,所述检测传感器的检测头对准辊道上的钢板;
9.所述清漆输送机构包括位于辊道外部且依次连通的压力桶、清漆原料桶以及清漆泵;
10.所述钢板喷号打码机构包括上漆码喷涂机构和侧漆码喷涂机构,所述上漆码喷涂机构包括l形漆码喷枪架,所述l形漆码喷枪架的上部横杆伸入辊道的上方且该上部横杆上沿其轴向方向设有数个喷枪座,每一所述喷枪座上对应设有喷嘴朝下的第一喷枪;所述侧漆码喷涂机构包括侧码喷枪架以及设于所述侧码喷枪架上部的第二喷枪,所述第二喷枪的喷嘴对准钢板的侧边;所述第一喷枪和所述第二喷枪均由对应的电磁阀控制启闭;
11.所述检测传感器、所述压力桶、所述清漆泵、若干所述电磁阀均与位于辊道外部的所述plc控制柜电连接;钢板在喷涂过程中持续运行,在线喷涂中钢板位置的判断与喷涂工作的启停时间采用延时控制。
12.本实用新型布置于钢板喷码机的后端,原人工喷清漆的位置,采用该l形悬臂自动喷号设备取代传统的人工喷漆工艺,减轻了工人的劳动强度,保护了工人的健康,增强了生产线的安全系数,提高了工作效率,提高了喷漆的质量,降低了喷漆的错误率,可实现整体喷涂过程在线完成,不需要钢板在喷涂过程中停止运行,工人从之前的体力劳动变为操作设备进行喷号,在保证工人更高安全的前提下提高了产线的经济效益。
13.优选的,所述清漆原料桶内设有与所述plc控制柜电连接的液位传感器,所述plc控制柜上设有无漆料自动报警装置。
14.优选的,所述第一喷枪和所述第二喷枪上均设有自动清洗装置,所述自动清洗装置外连清洗桶,并与所述plc控制柜电连接。
15.优选的,所述检测传感器能够检测钢板的位置以及钢板运行的速度。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
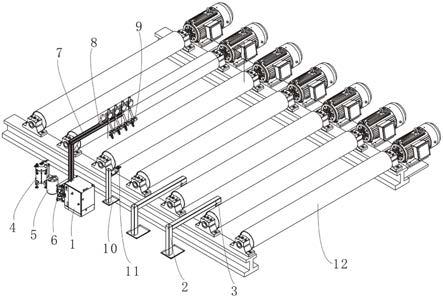
17.图1为本实用新型一种l形悬臂自动喷号设备的立体图。
18.图2为本实用新型一种l形悬臂自动喷号设备的主视图。
19.图3为本实用新型一种l形悬臂自动喷号设备的俯视图。
20.图4为本实用新型中来料检测机构的结构示意图。
21.图5为本实用新型中清漆输送机构及plc控制柜的结构示意图。
22.图6为本实用新型中上漆码喷涂机构和的结构示意图。
23.图7为本实用新型中侧漆码喷涂机构的结构示意图。
24.图中:1-plc控制柜,2-l形检测架,3-检测传感器,4-压力桶,5-清漆原料桶,6-清漆泵,7-l形漆码喷枪架,8-喷枪座,9-第一喷枪,10-侧码喷枪架,11-第二喷枪,12-辊道。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.实施例:
27.如图1-图3所示,本实用新型提供了一种l形悬臂自动喷号设备,该设备布置于钢板喷码机的后端(原人工喷清漆位置),用来为在滚筒输送线的辊道12上前进的钢板喷涂清漆,以取代传统的人工喷漆工艺。
28.具体的,
29.本实用新型一种l形悬臂自动喷号设备包括来料检测机构、清漆输送机构、钢板喷号打码机构以及plc控制柜1;若将钢板前进的方向定义为前方,则钢板喷号打码机构设于来料检测机构的前方。
30.如图1、图4所示,来料检测机构设置于辊道12的侧边缘且共有相间隔(即具有一定距离)的两组,每组来料检测机构均各自包括l形检测架2以及检测传感器3,检测传感器3的检测头对准辊道12上的钢板。
31.通过设置两组来料检测机构,可使在滚筒输送线上传送的钢板由第一组来料检测机构检测进料,由第二组来料检测机构检测出料后,后面的钢板再传送至第一组来料检测机构处检测进料,这样便可使相邻的两块钢板之间一直保持一定的距离,确保安全且不会发生碰撞,不会影响前面一块钢板的喷漆工作。
32.如图1、图5所示,清漆输送机构包括位于辊道12外部且依次连通的压力桶4、清漆原料桶5以及清漆泵6,压力桶4相当于气动控制系统,用以将清漆原料桶5内的清漆压入清漆泵6。
33.钢板喷号打码机构包括上漆码喷涂机构和侧漆码喷涂机构。具体的,如图1、图6所示,上漆码喷涂机构包括l形漆码喷枪架7,l形漆码喷枪架7的上部横杆伸入辊道12的上方且该上部横杆上沿其轴向方向设有数个喷枪座8,每一喷枪座8上对应设有喷嘴朝下的第一喷枪9。如图1、图7所示,侧漆码喷涂机构包括侧码喷枪架10以及设于侧码喷枪架10上部的第二喷枪11,第二喷枪11的喷嘴对准钢板的侧边。第一喷枪9和第二喷枪11均由对应的电磁阀控制启闭。
34.第一喷枪9通过l形漆码喷枪架7布置在辊道12的上方,第二喷枪11通过侧码喷枪架10布置在辊道12的侧面,以在钢板的行进过程中,完成钢板上各喷码打码区域的喷涂工作。
35.检测传感器3、压力桶4、清漆泵6、若干电磁阀均与位于辊道12外部的plc控制柜1电连接。
36.为了进一步优化本实施例的技术方案,清漆原料桶5内设有与plc控制柜1电连接的液位传感器,plc控制柜1上设有无漆料自动报警装置,以在漆料不足时及时提醒工作人员补充。
37.为了进一步优化本实施例的技术方案,第一喷枪9和第二喷枪11上均设有自动清洗装置,自动清洗装置外连清洗桶(图中未示出),并与plc控制柜1电连接,以便plc控制柜1控制自动清洗装置定期对喷枪的喷嘴进行清洗,防止其出现堵塞或者出料不畅的情况。
38.为了进一步优化本实施例的技术方案,检测传感器3能够检测钢板的位置以及钢板运行的速度,以便精准控制喷枪的喷涂时长以及启停时间。
39.本实用新型实现了钢板喷码打码区域喷涂全覆盖,位置准确,无漆料自动报警后人工及时补料,喷枪喷嘴自动清洗等功能。整体控制系统通过plc程序控制,来料检测机构检测钢板的来料位置,plc控制柜1根据前期编写程序,一次完成喷涂位置的喷漆工作。
40.本实用新型的具体工作过程为:
41.前端的钢板喷码机工作完成后,滚筒输送线上的辊道12启动,钢板在滚筒输送线上前进,钢板前端运行到位置检测区域内后,两组具有一定距离的l形检测架2上的检测传感器3对钢板进行来料判断,来料信号经plc控制柜1判定钢板的位置与钢板运行的速度,再通过plc控制柜1依次判定钢板需要喷漆的位置到达各喷枪位置的时间,然后控制清漆泵6开启,压力桶4向清漆原料桶5注入压力,依次开启各喷枪对应的电磁阀控制阀体,根据需要喷涂位置的大小,设置第一喷枪9和第二喷枪11的喷涂时间。
42.本实用新型整体喷涂过程均在线完成,不需要钢板在喷涂过程中停止运行,在线喷涂中钢板位置的判断与喷涂工作的启停时间采用延时控制。
43.采用本实用新型l形悬臂自动喷号设备取代传统的人工喷漆工艺,减轻了工人的劳动强度,保护了工人的健康,增强了生产线的安全系数,提高了工作效率,提高了喷漆的质量,降低了喷漆的错误率,可实现整体喷涂过程在线完成,不需要钢板在喷涂过程中停止运行,工人从之前的体力劳动变为操作设备进行喷号,在保证更工人高安全的前提下提高了产线的经济效益。
44.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1