一种全自动视觉锡膏印刷机的网框安装装置的制作方法
1.本技术涉及锡膏印刷的技术领域,尤其是涉及一种全自动视觉锡膏印刷机的网框安装装置。
背景技术:
2.目前给pcb板刷锡膏的工艺通常是由锡膏印刷机完成,由于不同型号的pcb板上需要刷锡膏的对应位置不同,所以加工不同型号的pcb板的钢网也不同。当锡膏印刷机加工的pcb板型号变化后,其内部的钢网也要更换为与pcb板对应的钢网。相关技术中锡膏印刷机用于架设钢网的支架由两个互相平行的侧板、用于固定钢网的固定件及架设于两侧板靠近钢网进口一侧上端的定距横梁组成。
3.根据上述的相关技术,发明人认为,在使用者更换钢网时,定距横梁会对使用者的操作空间进行限制,阻碍使用者由钢网进口将钢网取出或者装入支架。
4.因此需要提出一种新的技术方案来解决上述问题。
技术实现要素:
5.为了提高印刷机钢网装取的便捷性,本技术提供一种全自动视觉锡膏印刷机的网框安装装置。
6.本技术提供的一种全自动视觉锡膏印刷机的网框安装装置,采用如下技术方案:
7.一种全自动视觉锡膏印刷机的网框安装装置,包括两个用于架设钢网的侧板、若干用于固定钢网的固定组件及将两个侧板连接的横梁,所述两个侧板互相平行且侧板相互靠近的端面分别设置有能够承载钢网的凸起部,所述固定组件设置于侧板上且能够与钢网上端面抵接,所述横梁同时与两个侧板下端面固定连接。
8.通过采用上述技术方案,钢网由横梁上方进入两个侧板之间并被凸起部承载,安装者能够通过观测和调整钢网上端面靠近横梁一端的位置对钢网的位置进行校准,在对钢网位置校准后,固定组件将钢网压紧于凸起部上实现对钢网的固定。横梁位于钢网所在平面的下方减少对安装者安装钢网时的阻碍,便于安装者观测和调整钢网的位置。
9.可选的,设置于同一侧板上的若干所述固定组件间隔相等。
10.通过采用上述技术方案,固定组件的间隔相等能够实现对钢网均匀固定,减少因为钢网受力不均匀导致的平整度降低,从而影响产品的质量。
11.可选的,所述固定组件与钢网的接触端设置有防滑垫。
12.通过采用上述技术方案,在固定组件将钢网抵紧固定于凸起部上时,与钢网配合的刮刀对钢网的作用力会促使钢网沿水平方向运动,通过在固定组件与钢网的接触端设置防滑垫增加固定组件与钢网之间的静摩擦力提高固定组件对钢网的固定作用。
13.可选的,所述凸起部靠近钢网的端面沿侧板长度方向设置有若干定位凸起。
14.通过采用上述技术方案,钢网靠近凸起部的端面能够开设沿侧板长度方向的长槽,定位凸起能够插置于长槽内,在安装者将钢网送至凸起部上方的过程中,定位凸起能够
对钢网起到导向作用。当钢网位置校准,固定组件将钢网抵紧以凸起部上后,定位凸起能够限制钢网在沿垂直于侧板方向的水平面内运动。
15.可选的,两个所述侧板上端皆设置有向相邻侧板方向延伸的固定片,所述驱动件固定于固定片上。
16.通过采用上述技术方案,通过调整固定片的高度能够增加驱动件与凸起部之间的极限距离,从而增加支架能够容纳钢网的厚度。
17.可选的,所述抵接件靠近钢网的端面设置有定位柱,所述凸起部开设有若干定位孔,所述定位柱能够穿设钢网并与钢网开孔内壁抵接,所述定位柱能够与定位孔配合。
18.通过采用上述技术方案,安装者将钢网送至凸起部上并校准位置后,驱动件驱动抵接件与钢网上端面抵接,同时定位柱穿过钢网并穿置于凸起部上的定位孔内,定位柱穿过钢网并与钢网开孔的内壁抵接限制钢网沿水平面内运动,抵接件通过将钢网抵紧于凸起部上限制钢网沿竖直方向的运动同时也对限制钢网在水平面内运动起到一定作用。
19.可选的,所述横梁远离侧板的端面设置有缓冲件。
20.通过采用上述技术方案,安装者将钢网送至侧板之间时,通常会将钢网一端搭在凸起部上,用手托着钢网另一端,通过推动钢网的另一端将钢网送至凸起部上,此时,如果稍不注意就会将手与横梁碰撞,存在安全隐患,横梁迎向安装者的端面设置有缓冲件能够减少安装者将手撞到横梁上导致受伤的事故。
21.可选的,所述侧板靠近钢网进口一端设置有导向部,所述导向部靠近钢网进口一端向远离相邻侧板方向倾斜。
22.通过采用上述技术方案,安装者将钢网送至侧板之间时,通常会站在钢网远离支架的一侧,通过托举钢网一端对另一端的位置进行调整并对准两个侧板间的开口具有一定困难,导向部对钢网进入两个侧板之间起到导向作用,降低安装者将钢网送至两个侧板之间的难度。
附图说明
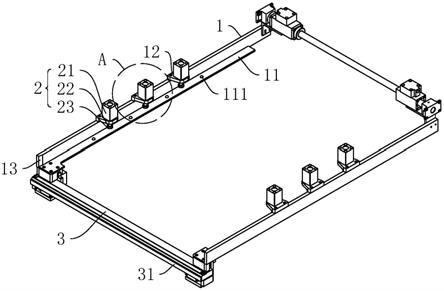
23.图1为本技术实施例1的结构示意图;
24.图2为图1中a部分的放大图;
25.图3为展示本技术实施例2定位柱的结构示意图。
26.图中,1、侧板;11、凸起部;111、定位凸起;112、定位孔;12、固定片;13、导向部;2、固定组件;21、驱动件;22、抵接件;23、防滑垫;24、定位柱;3、横梁;31、缓冲件。
具体实施方式
27.以下结合附图对本技术作进一步详细说明。
28.实施例1
29.如图1和图2所示,一种全自动视觉锡膏印刷机的网框安装装置,包括两个用于架设钢网的侧板1、六个用于固定钢网的固定组件2及与两个侧板1连接的横梁3。两个侧板1互相平行且侧板1相互靠近的端面分别一体成型有凸起部11,两个凸起部11的下端面与侧板1的下端面平齐。两个侧板1上皆使用螺栓与有三个固定组件2固定,固定组件2包括抵接件22和驱动抵接件22竖向运动的驱动件21,本实施例中驱动件21采用气缸,抵接件22呈圆柱体
并与气缸输出轴固定连接,抵接件22能够与钢网上表面抵接。横梁3垂直于侧板1且同时与两个侧板1下端面靠近钢网进口一端通过螺栓固定连接。本实施例中,钢网由钢网进口进入两个侧板1之间,凸起部11承托钢网下端面,使用者将钢网推动至固定组件2与凸起部11之间,通过握持钢网进口的钢网端部对钢网调整至合适位置后,固定组件2将钢网位置固定。
30.参照图1和图2,相邻固定组件2之间的间距相等,通过对钢网施加均匀压力提高钢网端面的平整性,降低因钢网受力不均匀导致表面凹凸的概率。抵接件22与钢网的接触端套设有防滑垫23,防滑垫23采用柔性物质增大抵接件22与钢网抵接时的静摩擦力,从而提高固定组件2对钢网在水平面内的固定作用。
31.参照图2,两个凸起部11靠近钢网的端面皆一体成型有四个半球形定位凸起111,定位凸起111沿凸起部11长度方向等距分布,钢网下端面开设有与侧板1长度方向相同的长条形凹槽,凹槽的截面呈半圆形,定位凸起111能够插置于凹槽内为钢网沿平行于侧板1长度方向滑动起到导向作用。固定组件2将钢网抵紧于凸起部11上端面后,定位凸起111能够限制钢网沿垂直于侧板1长度的方向水平运动,从而提升支架对钢网的定位性能。
32.参照图1和图2,两个侧板1上端面设置有向相邻侧板1延伸的固定片12,固定片12与侧板1通过螺栓固定,驱动件21与固定片12通过螺栓固定连接,固定片12上开设有固定通孔,气缸输出杆穿过固定通孔与抵接件22连接。通过改变固定片12的高度能够调整驱动件21的高度,从而改变抵接件22与凸起部11之间的距离从而增加支架可容纳钢网的厚度。
33.参照图1,横梁3上端面及其迎向钢网安装方向的端面设置有缓冲件,缓冲件采用柔性物质以减少使用者安装或取出钢网时手与横梁3碰撞导致的安全事故。
34.参照图1,侧板1靠近钢网进口一端设置有导向部13,导向部13靠近钢网进口一端向远离相邻侧板1方向倾斜。因两个侧板1的间距与钢网宽度相近造成的钢网进入两个侧板1之间具有一定难度,导向部13为使用者将钢网送入两个侧板1之间提供导向作用,降低使用者安装或者更换钢网时的难度。
35.实施例1的实施原理为:使用者将钢网由横梁3上的侧板1之间送至凸起部11上,半球形定位凸起111与钢网下端面截面为半球形的凹槽配合钢网沿定位凸起111分布方向滑动,使用者通过观测和调整钢网靠近横梁3的端面在凸起部11上的位置对钢网进行调整,驱动件21驱动抵接件22下降将钢网抵紧,钢网位置固定。
36.实施例2
37.参照图3,本实施例与实施例1的不同之处在于,抵接件22靠近钢网的端面固定连接有向钢网方向竖向延伸的定位柱24,定位柱24直径小于抵接件22的直径,钢网上与定位柱24对应的位置开设有六个与定位柱24直径相同的通孔,凸起部11开设有六个定位孔112,定位柱24能够穿设钢网与定位孔112配合。
38.本实施例的实施原理为:使用者将钢网由横梁3上的侧板1之间送至凸起部11上,半球形定位凸起111与钢网下端面截面为半球形的凹槽配合钢网沿定位凸起111分布方向滑动,使用者通过观测和调整钢网靠近横梁3的端面在凸起部11上的位置对钢网进行调整,驱动件21驱动抵接件22竖向移动,定位柱24同时穿过钢网上的通孔和凸起部11上的定位孔112使钢网在水平面内位置固定,此时抵接件22将钢网抵紧于凸起部11上,减少钢网在竖直方向上的位移空间。
39.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护
范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1