用于包装材料制造系统的印刷单元的制作方法
1.本实用新型涉及一种印刷单元和相关联的印刷支撑件。特别地,本实用新型涉及一种在用于生产包装材料的高速和高吞吐量生产设施中使用的印刷单元。
背景技术:
2.用于液体或半液体食品的一次性使用类型的包装容器通常由基于纸板或纸箱的包装材料制成。这种已知的包装容器的包装材料通常被制造为层压板,该层压板包括纸或纸板的本体层和热塑性塑料的外部不透液层。
3.在层压板的内侧(即面向由层压板制成的包装容器的填充食品内容物的一侧)上,有一个或多个包含可热封热塑性聚合物的内层。
4.由上述包装材料制成的包装容器的外观取决于印刷在形成包装容器外侧的包装材料外层上的装饰。印刷的装饰通常通过高速柔版印刷工艺施加。这些印刷工艺设计成用于在例如包装材料制造厂中高速印刷几米宽的基材卷材。
5.对于要通过柔版印刷的每种颜色,都会制作一个印版并将其安装在可旋转的印刷滚筒的圆周上。对于包装材料制造,该印版包含要印刷的重复图案。重复长度等于印版安装到其上时印刷滚筒的周长,通常可以对应于3-6次包装容器印刷并且可以变化,例如在450到 800mm之间变化。
6.印刷版的宽度通常选择成以便同时在多个通道上印刷装饰;每个通道最终将被分开并用于包装容器制造机器。因此,进入柔版印刷工艺的包装材料卷材将被提供有重复的印刷图案,每个印刷图案被设计成用于要生产的单个包装容器。
7.为了提高印刷速度,印版宽度可以对应于十二个通道。因此,当印版旋转一圈时,将在对应于要生产的多达12*6包装容器的区域上为包装材料提供印刷图案。
8.印版的配置是静态的,这意味着对于使用相同印版生产的所有包装容器来说,印刷图案将是相同的。然而,近年来已经建议还在包装材料上提供动态印刷,其可由生产的包装容器的消费者使用。作为一个示例,动态印刷可以是包含特定信息的二维码。
9.由于其重复特性,使用现有柔版印刷工艺无法获得这种动态印刷。相反,已经建议在柔版印刷加工设备下游提供单独的印刷单元。单独的印刷单元能够在线(inline)提供独特的印刷,例如通过实施喷墨技术来提供,从而允许在包装材料的区域处印刷独特的二维码或其他动态对象;通常,每个最终的包装容器都会有动态印刷。
10.在高吞吐量生产设施中,印刷单元通常包括几个部件,一起作用以在所需位置以所需速度提供印刷。通常,印刷单元由连续的印刷排形成。每个印刷排包括一个或多个印刷头,以及用于相对于印刷头引导包装材料的一个印刷辊。因此,随着包装材料被输送通过印刷单元时,它将靠在引导辊上,同时在印刷头下方通过。
11.由于包装材料在印刷单元中高速行进,因此将需要定期对印刷头进行保养和维护。这需要将印刷头布置在维修位置,在该维修位置处印刷单元操作员将能够接触到印刷头的关键部件。在印刷头的这种重新定位期间,应避免印刷头与包装材料之间的任何接触,
以便防止损坏印刷头部件;一个这种部件是可调喷口组件,其充当印刷机头喷嘴的密封件。在操作期间,包装材料和印刷头之间的距离非常小,通常在1-2mm的范围内。因此,操作员在重新定位以进行维护期间以及在印刷单元的正常操作期间必须非常小心才不会损坏印刷单元的任何关键部件。
12.鉴于上述情况,需要对印刷单元(尤其是用于上述高吞吐量机器的印刷单元)进行改进,以便避免对部件的不必要损坏。
技术实现要素:
13.本实用新型的目的是至少部分地克服现有技术的一个或多个上述限制。特别地,目的是提供一种能够降低由于印刷头和包装材料之间的突然接触而损坏印刷单元部件的风险的印刷单元。
14.为了解决这些问题,提供了一种印刷单元。印刷单元被配置为用于包装材料制造系统,并且印刷单元包括多个印刷机排。每个印刷机排包括至少一个印刷机头和用于相对于相关联的至少一个印刷机头引导待印刷的包装材料的支撑辊。所述印刷单元进一步包括用于多个支撑辊的支撑件和连接到支撑件以用于相对于印刷头移动多个支撑辊的升降装置。
15.印刷单元可以进一步包括至少一个张紧辊,该至少一个张紧辊布置在多个支撑辊的上游和/或下游以将包装材料推向支撑辊。因此,随着支撑辊相对于印刷机头移动,包装材料卷材将保持与支撑辊的接触,由此确保印刷机头和包装材料卷材之间的受控距离。
16.至少一个张紧辊可以连接到所述支撑件。因此,张紧辊将与支撑辊同时移动相同的距离,由此确保包装材料卷材的恒定张力。
17.升降装置可以被配置为使多个支撑辊远离和朝向多个印刷头移动。通过在这类方向上操作,可以在操作期间提供对印刷机头和包装材料卷材之间的距离的连续控制。
18.升降装置的行程可以在1-10mm之间,优选地在1-5mm之间,甚至更优选地在1-3mm之间。印刷头和包装材料卷材之间的这种相对较小的距离变化已被证明提供了非常可靠的定位,同时仍然降低了操作期间以及保养和维护期间损坏的风险。
19.升降装置可以被配置为同时移动多个支撑辊。任选地,升降装置可以被配置为将每个支撑辊移动相同的距离。由此实现了改进的控制,因为每个支撑辊将同时移动相同的距离。
20.印刷单元可以进一步包括控制单元,该控制单元被配置为向所述升降装置提供控制信号以自动控制多个支撑辊的位置。控制单元因此可以在相关联的包装材料制造系统的操作期间提供对印刷机头和包装材料卷材之间的距离的在线控制。
21.控制单元可以被配置为将多个支撑辊控制成被布置在正常操作位置或距离增加的位置中。如果仅使用支撑辊的两个位置,会实现简化的控制。
22.印刷单元可以进一步包括至少一个传感器,该至少一个传感器被配置为检测包装材料的实际厚度,并且控制单元可以进一步被配置为基于检测到的包装材料厚度确定多个支撑辊的距离增加的位置。因此可以在线监测包装材料卷材的任何厚度变化,并且可以自动调节印刷机头和包装材料卷材之间的距离以补偿任何此类变化。由此,不仅可以使损坏包装材料卷材和/或印刷机头的风险最小化,而且由于避免了包装材料卷材和印刷机头之
间距离的显著变化,还提高了印刷质量。
23.传感器可以布置在多个支撑辊的上游。这允许支撑辊在适当的时候执行移动,从而实现包装材料卷材和印刷机头之间的正确距离。
24.控制单元可以进一步被配置为向所述升降装置提供控制信号以将多个支撑辊返回到它们的正常操作位置。这对于具有基本恒定厚度 (其中变化很少发生)的包装材料卷材特别有利。因此,正常操作位置可以是默认位置,在厚度变化被检测和补偿后立即恢复该默认位置。
25.控制单元可以进一步被配置为在操作期间控制升降装置以便保持多个印刷头和包装材料之间的恒定距离。这允许印刷单元不仅通过恒定距离补偿预测的变化,而且印刷单元或许还能够精确地以期望的和最佳的量调整包装材料卷材和印刷机头之间的距离。
26.根据第二方面,提供了一种印刷方法。该方法包括i)通过包括多个印刷机排的印刷单元进给包装材料,其中每个印刷机排包括至少一个印刷机头和用于相对于相关联的至少一个印刷机头引导待印刷的包装材料的支撑辊,并且其中每个支撑辊被安装到共同的支撑物,并且ii)通过移动支撑物来增加每个支撑辊和至少一个印刷机头之间的距离。
27.在一实施方案中,该方法可以进一步包括iii)测量包装材料的厚度,其中增加的距离是基于测量的包装材料厚度确定的。
28.本实用新型的其他目的、特征、方面和优点将从以下详细描述以及附图中显现。
附图说明
29.现在将参考附图通过示例的方式描述本实用新型的实施方案,其中
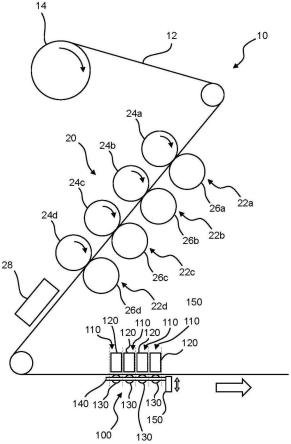
30.图1是包括根据一实施方案的印刷单元的包装材料制造系统的示意图;
31.图2是印刷单元的剖视图;
32.图3a和3b是形成印刷单元的一部分的印刷头的等距视图;
33.图4a至图4c是根据一实施方案的印刷单元的示意性前视图。
34.图5a至图5c是与根据一实施方案的印刷单元一起使用的包装材料卷材的剖视图;
35.图6a和6b是根据一实施方案的印刷单元的示意性侧视图;以及
36.图7是根据一个实施方案的印刷方法的示意性流程图。
具体实施方式
37.参考图1,示出了包装材料制造系统10。包装材料制造系统 10包括装饰印刷系统20和布置在装饰印刷系统20下游的印刷单元 100。
38.包装材料卷材12缠绕在卷筒14上,并沿方框箭头的方向连续供给通过包装材料制造系统10。包装材料卷材12优选地预先制造为层压板,该层压板包括纸或纸板的本体层和热塑性塑料的外部不透液层,以及包含可热封的热塑性聚合物的一个或多个内层。
39.装饰印刷系统20优选地是柔版印刷系统,其包括一系列柔版印刷单元22a至22d。每个柔版印刷单元22a至22d包括印版滚筒24a 至24d和压印滚筒26a至26d。印版滚筒24a至24d和相关联的压印滚筒26a至26d形成辊隙,包装材料卷材12通过该辊隙进给,从而将油墨从印版滚筒24a至24d转移到包装材料卷材12。在所示的示例中,示出了四个柔版印刷单元22a至22d。每个柔版印刷单元22a至22d负责特定颜色;在一个示例中,柔版印刷单元22a至
22d提供cmyk颜色方案中的每一种。每个柔版印刷单元22a至22d可以包括附加部件,例如本领域公知的网纹辊和墨斗辊。
40.装饰印刷系统20任选地设置有干燥单元28。干燥单元28布置在柔版印刷单元22a至22d的下游。干燥单元28可通过向包装材料卷材12提供ir辐射或热空气来操作,从而干燥包装材料卷材12上的油墨。
41.应当注意,装饰印刷系统20不一定是柔版印刷系统,但是也可以使用其他众所周知的技术来为包装材料卷材12提供装饰。
42.一旦包装材料卷材12设置有装饰,它就通过印刷单元100。如下文将进一步解释的,印刷单元100包括多个印刷机排110。印刷机排110在机器方向上分布,即沿着包装材料卷材12的传输路径分布。每个印刷机排110具有至少一个印刷头120和相关联的支撑辊130。在操作期间,包装材料卷材12由支撑辊130的表面引导使得在印刷期间获得包装材料卷材12和印刷头120之间的正确和期望的距离。
43.如图1示意性所示,支撑辊130被布置在公共支撑件140上。支撑件140又连接到升降装置150,该升降装置150能够调整支撑件 140的位置,由此也移动多个支撑辊130。移动多个支撑辊130将通过防止印刷头120和包装材料卷材12彼此接触来降低损坏印刷头120以及包装材料卷材12的风险。
44.在操作期间,印刷站100被配置为以重复的方式向包装材料卷材12提供印刷,以及确保印刷与装饰对准到以前无法达到的精度水平。有利地,印刷站100布置成与上游的装饰印刷系统20成在线。
45.在图2中,示出了印刷单元100的更详细示例。包装材料卷材 12在通过印刷头120之前被传送穿过各种辊。在进入印刷单元100后不立即通过印刷头120的原因不仅是为了允许对包装材料卷材12的张力的准确控制,而且还允许在包装材料制造过程中较早地施加的装饰的充分干燥,以及允许要在印刷单元100内执行附加的包装材料处理,例如拼接、清洁和除尘等。
46.在该示例中,印刷单元100包括沿包装材料卷材12的输送路径串联布置的四个印刷机排110。每个印刷排110由一个或多个印刷头 120和相关联的支撑辊130形成。多个热空气干燥器160被布置在印刷排110的下游。在离开印刷单元100之后,包装材料卷材12准备用于进一步处理,例如切割、卷绕等。
47.印刷单元100将允许向包装材料卷材12的静态装饰印刷和动态内容印刷的新颖且显著改进的组合,并且还减少损坏并提高印刷质量。
48.为了充分理解这里描述的实施方案的优点,将简要解释印刷机单元100的一些细节。如上所述,每个印刷机排100设置有一个或多个印刷头120。印刷头120的示例在图3a和3b中示出。印刷头120的底部被配置为允许墨滴喷射到包装材料卷材12上,该包装材料卷材12 在操作期间直接在印刷头120下方行进;包装材料卷材12和印刷头 120之间的垂直距离通常最多为几毫米。
49.转向印刷头120的一些更详细的事实,用于包装材料生产的印刷头120可以是大约1米高、0.5米宽和0.6米深。印刷头120的重量可以在100kg以上。印刷头120通常包括用于控制正确操作的泵、阀、过滤器等。更进一步地,印刷头120可以包括喷射模块122,其被配置为通过喷嘴板(未示出)排出墨,以及印刷头接口控制器124,其用于控制用于驱动印刷头120
的电子设备、软件和流体连接。
50.为了确保极其快速和稳健的印刷操作,印刷头120的底部通常在其底端设置有关键部件。例如,如图3b所示,橡胶密封件126至少部分地覆盖印刷头120的底部。橡胶密封件126的目的是形成一个打开/关闭的舱口;当印刷头120被控制成排出墨(即印刷)时,允许橡胶密封件126的打开位置,而在空闲模式期间,即当不需要印刷时,密封件126处于其关闭位置。
51.发明人已经意识到,如果没有装载包装材料卷材12,则橡胶密封件126的任何损坏都可能导致墨从印刷头120泄漏到包装材料卷材12或其他设备上。如果橡胶密封件126损坏,则需要更换。更换橡胶密封件126的总成本不仅是更换部件的实际成本。此外,必须将机器停机时间和员工成本添加到总成本中是相当耗时的。
52.发明人还认识到,印刷头120,特别是橡胶密封件126损坏的主要原因是由于印刷头120的底部(例如,橡胶密封件126)和包装材料卷材12之间的不希望有的接触。
53.在图4a至4c中示出了一种情况,其中印刷头120(例如橡胶密封件126)损坏的风险增加。需要定期对印刷单元100进行保养;这种保养和维护最经常在印刷头120上执行,出于各种原因这可能需要进行清洁、更换部件、再填充、润滑等。在图4a中示出了在正常操作期间的印刷单元100。这里,示出了最前面的印刷排110。印刷排110 具有分布在机器宽度w(其通常对应于包装材料卷材的宽度)上的四个印刷头120。印刷头120与安装到支撑件140的相关联的支撑辊130对准。尽管图4a中未示出,但应当注意,优选地,用于每个印刷排110 的支撑辊130被安装到相同的支撑件140。
54.印刷头120周围的空间很窄,因此需要将它们从生产位置移开以允许保养人员进入。这种位置在图4c中示出,其中印刷头120已经在横向方向上远离支撑辊130移动。当处于该位置时,操作员可以容易地接近印刷头120以进行保养和维护。
55.然而,如前所述,印刷头120与支撑辊130之间的垂直距离非常小;当包装材料卷材布置在支撑辊130上(这通常是请求保养时的情况)时,包装材料卷材与印刷头120的底部之间的垂直距离在0.5到 3mm(例如在1-2mm之间)的范围内。支撑辊130的长度可以同时在 1.5m以上;包装材料卷材的常见宽度为1.66m。因此,为了执行图4c 中所示的印刷头120的移动,印刷头120需要行进1m或更多,同时印刷头120必须不能撞击包装材料卷材。
56.在执行图4c所示的横向移动之前,整个支撑件140向下移动,如图4b所示。支撑件140的向下移动优选地比较小,例如在3
‑ꢀ
5mm的范围内。然而,创建增加3mm的距离已证明足以防止印刷头 120的底端与包装材料卷材之间的任何接触。
57.当保养完成时,印刷头120返回到它们的操作位置(在图4a和 4b中指示),然后支撑件140被升高到它的操作位置(在图4a中指示)。尤其是,通过移动支撑件140的所有支撑辊130的同时移动已经证明在位置控制和降低损坏任何印刷头120的风险方面是非常有效的。
58.在包装材料制造系统的正常操作(也包括印刷单元100的操作) 期间,包装材料卷材12可能不必具有恒定的厚度。相反,厚度的一些变化可能以规则或随机的间隔发生。在图5a中示出了厚度变化的第一示例。这里,两个包装材料卷材12a-12b以重叠配置合并。这种被称为拼接的合并将导致重叠部及其相邻环境的厚度增加。胶带14布置在包装材料卷材12a-12b的两侧,由此包装材料卷材的最大厚度将是单个包装材料卷材12a-12b的厚度的两
倍,加上胶带厚度的两倍。
59.在图5b中示出了拼接的另一示例。这里,两个包装材料卷材 12a-12b以首尾相连的配置布置,并且胶带14布置在两侧以将包装材料卷材12a-12b彼此附接。在该示例中,包装材料卷材的最大厚度将是单个包装材料卷材的厚度,加上胶带14厚度的两倍。
60.在图5c中示出了厚度变化的另一示例。不存在拼接,但包装材料卷材12反而会局部厚度增加。这可能是由于湿度不均匀(从而允许包装材料的芯层局部膨胀)或者由于包装材料层压板的任何塑料层的厚度局部变化导致。
61.与厚度变化的原因无关,印刷单元100的印刷质量会随着包装材料卷材12的上表面和印刷头120的底端之间的距离变化而降低。通常,针对印刷头120的底端与印刷基材(即包装材料卷材12)之间的特定且恒定的距离对印刷单元100进行优化。此外,厚度增加在它们意外地相互接触时也可能导致损坏印刷头120和/或包装材料卷材12。
62.可以在印刷单元100的操作期间使用控制支撑辊130的位置的想法,以便解决这些缺点,特别是降低损坏风险并提高印刷质量。印刷单元100的实施方案示于图6a和图6b中。类似于上述实施方案,印刷单元100包括多个印刷排110。虽然示出了四个印刷排110,但应当注意,可以使用任何合适数量的印刷排110。
63.印刷排110在机器方向上分布,即在包装材料卷材12的传输方向上分布,使得在操作期间,包装材料卷材12的特定区域将同时通过一个印刷排110。
64.每个印刷排110包括至少一个印刷头120和至少一个支撑辊 130。如前所述,用于每个印刷排110的印刷头120的典型数量可以是 2到14个,具体取决于每个印刷头120的期望横向覆盖范围。例如,每个印刷头120可以被设计成具有对应于包装材料卷材12的一个通道的横向覆盖范围。如果包装材料卷材12的总宽度对应于例如14个通道,可能需要在每个印刷排110上具有14个印刷头120。在另一种设置中,可能需要在每个印刷排110上具有七个印刷头120,其中恰巧第二印刷排110具有其印刷头120,该印刷头120被布置成覆盖包装材料卷材12的最左边的通道,而每隔一个第二印刷排110具有其印刷头 120,该印刷头120被布置成覆盖包装材料卷材12的最右边的通道。
65.在典型示例中,每个印刷头120是连续喷墨单元或按需滴液喷墨单元。每个印刷头120均能够印刷四种不同的颜色,例如根据 cmyk配色方案的颜色。然而,在其他实施方案中,一个或多个印刷头120能够印刷多于四种不同颜色,例如根据cmyk和ovgx配色方案的八种不同颜色。
66.关于支撑辊130,它们的目的是沿着印刷单元100引导包装材料卷材12,并随着包装材料卷材12通过相应的印刷头120下方为其提供明确限定的位置。在典型的示例中,如图6a和图6b所示,每个印刷排110仅具有一个支撑辊130。然而,可以为一个或多个印刷排110 提供额外的支撑辊130。在另一实施方案中,两个或更多个印刷排110 可以共享公共支撑辊130。作为这类实施方案的一个示例,可以提供单个支撑辊130,其中连续的印刷头120沿着支撑辊130的圆周布置。用于这类实施方案的印刷排110然后将对应于在支撑辊130的特定圆周位置处的一个或多个印刷头120,以及支撑辊130。
67.再次回到图6a和图6b所示的实施方案,支撑辊130全部安装在公共支撑件140上。支撑件140还设置有布置在支撑辊130的每一侧(在机器方向上)的两个张紧辊142。因此,一个张紧辊142布置在支撑辊130的上游,而另一个张紧辊142布置在支撑辊130的下游。张紧
辊142的主要目的是将包装材料卷材12推向支撑辊130,并防止包装材料卷材12远离支撑辊130的圆周表面朝向印刷头120的底端移动。
68.升降装置150连接到支撑件140以在朝向和远离印刷头120的方向上移动支撑件140和与其连接的支撑辊130。升降装置150显示为活塞/气缸装置,由此表示升降装置150是气动或液压升降装置150。然而,在一些实施方案中,升降装置150可以实施为用于引起相关联的支撑件140的平移运动的任何其他合适的机械装置;升降装置150 可以例如通过电子部件(例如线性马达或类似装置)进行。
69.在图6a中,支撑件140和支撑辊130(以及张紧辊142)处于升高位置,对应于包装材料卷材12和印刷头120的底端之间的最小或最佳距离。在图6b中,升降装置150已经使支撑件140和支撑辊130向下移动,由此增加了包装材料卷材12和印刷头120的底端之间的距离。如可在图6a中可见,张紧辊142也随着支撑件140移动;由此,包装材料卷材12被向下压向支撑辊130的圆周表面,由此确保包装材料卷材12的正确位置并增加包装材料卷材12与印刷头120的底端之间的距离。
70.支撑件140的降低位置(如图6b所示)在印刷头120要重新定位以进行保养和维护时使用,如上文参考图4a至图4c所述的那样。然而,该降低位置也可以在操作期间自动控制,以便补偿包装材料卷材12的厚度变化。
71.对于这种配置,提供了一个或多个传感器160。一个或多个传感器160可以是本领域已知的用于确定材料厚度的任何合适类型;例如,可以使用光学、超声波或接触传感器。
72.当一个或多个传感器160检测到包装材料卷材12的厚度变化时,控制单元170被配置为确定到升降装置150的相应控制信号s。控制信号s包含有关升降装置150应该如何被致动以便引起支撑件 140的期望重新定位的信息。为此目的,控制单元170可以被配置为处理额外的系统参数,例如包装材料卷材12的速度、包装材料卷材12 的特定区域从一个或多个传感器160的位置移动直到它到达第一支撑辊130所需的时间,以及包装材料卷材12的特定区域从第一支撑辊 130的位置移动直到它离开最后的支撑辊130所需的时间。因此,控制单元170可以被配置为应用各种参数处理以便提供时间阻尼、信号放大等。
73.在一个实施方案中,控制单元170被配置为如下操作。一旦一个或多个传感器160检测到包装材料卷材12的厚度增加,控制单元 170就确定传送到升降装置150的控制信号s。控制信号s可以被构建为使得升降装置立即被致动,从而导致支撑件140的立即移动。替代地,控制信号s被构建为具有设定的时间延迟,由此升降装置150被指示在特定时间致动。
74.一旦一个或多个传感器160检测到包装材料卷材12的厚度的另一变化,例如如果不再存在局部的厚度增加,控制单元170就将向升降装置150发出新的控制信号s,该升降装置150被致动时引起支撑件140到其正常操作位置的返回动作。因此,通过借助于一个或多个传感器160执行对包装材料卷材12的厚度的实时监测,控制单元170 可以控制升降装置150的致动,使得支撑件140始终正确定位,由此确保包装材料卷材12和印刷头120底端之间的最佳距离,并消除包装材料卷材12和印刷头120损坏的风险。
75.在一个具体实施方案中,由包装材料拼接引起的厚度差异可以机械地致动支撑件140的瞬时降低以增加包装材料卷材12和印刷头 120之间的距离,以允许拼接安全地通过印刷单元100而不损坏印刷头 120。在这种实施方案中,一个或多个传感器160被布置在传感辊上。传感辊连接到机械平衡配置,在拼接致动传感辊的同时,该机械平衡配置同时降低
支撑件140。因此传感辊可以与升降装置150直接连通。
76.现在转向图7,描述了印刷方法200的一实施方案。方法200 通过将包装材料进给通过包括多个印刷机排的印刷单元的第一步骤 202来执行。这里,每个印刷机排包括至少一个印刷机头和用于相对于相关联的至少一个印刷机头引导待印刷的包装材料的支撑辊,并且每个支撑辊安装到公共支撑件上。通过移动支撑件来增加每个支撑辊和至少一个印刷机头之间的距离来执行进一步的步骤204。
77.该方法可以进一步包括测量包装材料厚度的步骤206,其中增加的距离是基于测量的包装材料厚度确定的。
78.优选地,方法200在印刷单元的操作期间连续执行,使得始终保持包装材料卷材12和印刷头120的底端之间的正确距离,即使在包装材料卷材12的局部厚度增加时也是如此。此外,方法200可以按需启动,例如,当需要保养和维护印刷头120时启动。
79.从以上描述可以看出,虽然已经描述和示出了本实用新型的各种实施方案,但是本实用新型不限于此,而是还可以在所附权利要求限定的主题的范围内以其他方式实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1