一种简易玻璃瓶浮雕丝印网版制作方法与流程
1.本发明涉及网版制作领域,具体涉及一种简易玻璃瓶浮雕丝印网版制作方法。
背景技术:
2.丝网印刷是指用丝网作为版基,并通过感光制版方法,制成带有图文的丝网印版。丝网印刷由五大要素构成,丝网印版、刮板、油墨、印刷台以及承印物。丝网印刷利用丝网印版图文部分网孔可透过油墨,非图文部分网孔不能透过油墨的基本原理进行印刷。印刷时在丝网印版的一端倒入油墨,用刮板对丝网印版上的油墨部位施加一定压力,同时朝丝网印版另一端匀速移动,油墨在移动中被刮板从图文部分的网孔中挤压到承印物上。
3.在印刷中,通过丝网印刷来实现浮雕印刷效果,需要对网版进行处理。目前主要有以下两种方式,一种是用上浆器或自动上浆机反复在丝印网板涂感光胶,这种方式需要反复上浆很多次才能达到浮雕印刷的感光胶层厚度,且每次必须要用仪器检查才能知道胶层厚度,同时整版只能做浮雕效果;另一种是用毛细菲林贴片,根据要求选择需要的厚度直接贴片再配合涂胶快速达到想要的浮雕网板厚度,但成本很高,且附着力相比用感光胶上浆的网板寿命要低很多,同时整版只能做同一厚度的浮雕效果。
技术实现要素:
4.本发明的目的在于提供一种利于提高印刷效率和质量的简易玻璃瓶浮雕丝印网版制作方法。
5.本发明解决上述问题所采用的技术方案是:
6.一种简易玻璃瓶浮雕丝印网版制作方法,包括网框绷网,还包括如下步骤:
7.步骤一,钢板模具制作,根据印刷图案的形状和大小或局部需要印刷浮雕效果的区域定制若干厚度不同的回形钢板;
8.步骤二,浮雕图案区域制作,根据需要的浮雕厚度选择相应厚度的钢板模具固定于网版印刷面上需要浮雕效果的位置,并对浮雕图案区域依次进行涂布、烘干、曝光以及显影处理;
9.步骤三,精细图案区域制作,在网版上除了浮雕图案区域的位置上依次进行涂布、烘干、曝光以及显影处理。
10.作为上述技术方案的进一步改进,所述步骤二中,固定于网版印刷面上的钢板模具能够通过不同厚度的回形钢板依次叠加固定而成,利于满足不同浮雕厚度的网版制作需求,且保障了回形钢板的利用率,避免了资源浪费。
11.作为上述技术方案的进一步改进,所述步骤二和步骤三中,烘干处理的温度为35-45℃,烘干时间为30分钟。
12.作为上述技术方案的进一步改进,所述步骤二和步骤三中,曝光处理的曝光时间为由5千瓦的灯照射30-120秒。
13.作为上述技术方案的进一步改进,所述步骤一中,回形钢板的厚度规格有四个,分
别为:15微米、25微米、35微米以及50微米。
14.作为上述技术方案的进一步改进,所述网版上丝网的张力为12-18n/cm。
15.作为上述技术方案的进一步改进,所述丝网的目数为120-300目,回形钢板的目数根据图案精细度和浮雕厚度进行匹配。
16.作为上述技术方案的进一步改进,还包括步骤四,网版修版,对网版依次进行烘干、检版、二次曝光以及封网处理。通过烘干处理,利于使得显影处理后的网版保持干燥,从而方便了后续检版处理的进行。通过检版处理对网版进行修正,对针孔处进行修补,提高了网版的制作质量,利于保障印刷效果。通过对网版进行二次曝光,提高了感光浆与丝网之间的附着力,利于提高网版的耐印性。通过封网操作,使用封网浆将网版上的空余部分填满,利于避免印刷时出现漏油墨的情况。
17.作为上述技术方案的进一步改进,所述步骤四中,烘干处理的温度为35-45℃,烘干时间为30分钟,二次曝光处理的曝光次数为至少一次,单次的曝光时间为35秒。
18.本发明提供了一种基于上述制作方法的丝印网版,包括具有丝网的网框,所述丝网的印刷面上固定有钢板模具,钢板模具由若干不同厚度的回形钢板依次叠加固定而成。
19.本发明与现有技术相比,具有以下优点和效果:
20.本发明能够方便快捷的制作出符合浮雕印刷效果的丝印网版,且网版可以重复利用,利于提高资源的利用率,从而避免资源浪费。
21.同时,本发明制作出的丝印网版能够兼具浮雕效果和精细图案同时印刷,提高了印刷效率,减少了对设备工位的需求,节约印刷成本且保证了承印物上浮雕效果和精细图案两者相对位置的准确性,利于保障印刷质量。
附图说明
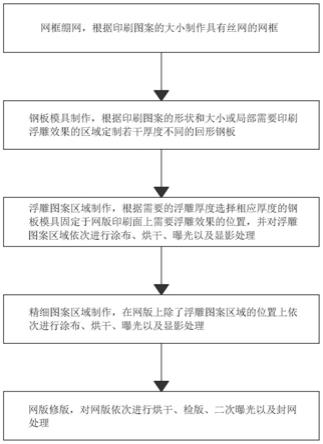
22.图1是本发明实施例一一种简易玻璃瓶浮雕丝印网版制作方法的工序示意图。
23.图2是本发明实施例二一种丝印网版的结构示意图。
24.其中,网框1,丝网2,钢板模具3,回形钢板4。
具体实施方式
25.下面结合附图并通过实施例对本发明作进一步的详细说明,以下实施例是对本发明的解释而本发明并不局限于以下实施例。
26.实施例一。
27.参见图1,本实施例一种简易玻璃瓶浮雕丝印网版制作方法,包括如下步骤:
28.步骤一,网框绷网,根据印刷图案的大小制作具有丝网的网框;
29.本实施例中,所述网版上丝网的张力为12-18n/cm,其通过张力检测仪进行检测,丝网的目数为120-300目。
30.步骤二,钢板模具制作,根据印刷图案的形状和大小或局部需要印刷浮雕效果的区域定制若干厚度不同的回形钢板;
31.本实施例中,所述步骤二中,回形钢板的厚度规格有四个,分别为:15微米、25微米、35微米以及50微米,回形钢板的目数根据图案精细度和浮雕厚度进行匹配。
32.本实施例中,所述步骤二中,固定于网版印刷面上的钢板模具能够通过不同厚度
的回形钢板依次叠加固定而成。
33.步骤三,浮雕图案区域制作,根据需要的浮雕厚度选择相应厚度的钢板模具固定于网版印刷面上需要浮雕效果的位置,并对浮雕图案区域依次进行涂布、烘干、曝光以及显影处理;
34.步骤四,精细图案区域制作,在网版上除了浮雕图案区域的位置上依次进行涂布、烘干、曝光以及显影处理;
35.本实施例中,所述步骤三和步骤四中,烘干处理的温度为35-45℃,烘干时间为30分钟。
36.本实施例中,所述步骤三和步骤四中,曝光处理的曝光时间为由5千瓦的灯照射30-120秒,其中步骤三中,曝光时间和浮雕厚度呈正比。
37.本实施例中,所述步骤三和步骤四的显影处理中,网版浸置于水槽(水温20-30℃)内30-60秒后再用高压水枪水雾状冲洗,直至网版上图纹显影清晰。
38.步骤五,网版修版,对网版依次进行烘干、检版、二次曝光以及封网处理。
39.本实施例中,所述步骤五中,烘干处理的温度为35-45℃,烘干时间为30分钟,二次曝光处理的曝光次数为至少一次,单次的曝光时间为35秒。
40.实施例二。
41.参见图2,本实施例提供了一种基于上述实施例一种简易玻璃瓶浮雕丝印网版制作方法的丝印网版,包括具有丝网2的网框1,所述丝网2的印刷面上固定有钢板模具3,钢板模具3由若干不同厚度的回形钢板4依次叠加固定而成。
42.本说明书中所描述的以上内容仅仅是对本发明所作的举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本发明说明书的内容或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1