椭圆印花机无缝条纹印花系统的制作方法
1.本发明属于椭圆印花机技术领域,具体涉及一种椭圆印花机无缝条纹印花系统。
背景技术:
2.丝网印花是将一开有缺口的板盖在被印物上,例如衣服,然后在板盖一端倒上带色浆料,再用一刮板将带色浆料刮向另一端,带色浆料被刮过缺口区域时被印在衣服表面,形成与缺口一致的图案。条纹图案是一种常见的花纹,通过条纹的粗细、颜色即可产生一定美感。
3.当需要在衣服上印上多种颜色的条纹时,由于目前一个印花机构只有一张上述的板,为了防止各色浆料混在一起,板上也只能放上一种颜色的浆料,因此有多少种颜色就需要多少个印花机构,有多少种宽度也需要多少个印花机构,这样反过来对条纹图案的设计,尤其是条纹颜色、条纹粗细搭配,产生了限制。
技术实现要素:
4.本发明的目的是提供一种椭圆印花机无缝条纹印花系统,以实现单次印花即可印上一定宽度的多色条纹。
5.为此,本发明提供了一种椭圆印花机无缝条纹印花系统,包括:印花移动座,其适于沿印花底盘滑动;若干个条纹图案多色印花装置,其并排设置在印花移动座上,适于在随印花移动座移动的过程中并被启动后,在被印物表面抹上相应颜色的初条纹;初条纹压合辊,其设置在所述条纹图案多色印花装置的下方,适于对各初条纹进一步压实,以使相邻的初条纹接合;压合辊清洗组件,其设置在所述条纹图案多色印花装置的下方,适于清洗初条纹压合辊压印过初条纹的区域,以使初条纹压合辊始终以洁净辊面与初条纹接触。
6.本发明的有益效果是,本发明的若干个条纹图案多色印花装置在随印花移动座移动的过程中,可在印花底盘上的被印物表面抹上相应颜色的初条纹,这些初条纹可被随后滚过的初条纹压合辊压实并接合,从而得到一定宽度的多色条纹,而压合辊清洗组件则可对初条纹压合辊实时清洗,以保证初条纹压合辊始终以洁净辊面与初条纹接触。
附图说明
7.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
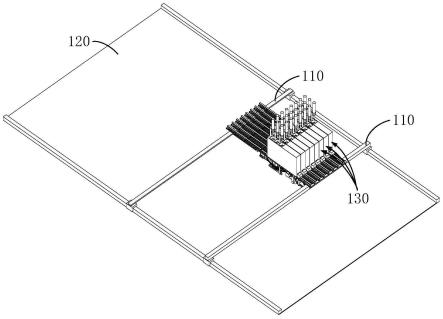
8.图1是本发明的椭圆印花机无缝条纹印花系统的结构示意图一;图2是本发明的椭圆印花机无缝条纹印花系统的结构示意图二;图3是本发明的条纹图案多色印花装置的结构示意图一;图4是本发明的条纹图案多色印花装置的结构示意图二;
图5是本发明的条纹图案多色印花装置的爆炸图一;图6是本发明的条纹图案多色印花装置的爆炸图二;图7是本发明的条纹图案多色印花装置的分配轨道的仰视图;图8是本发明的条纹图案多色印花装置的剖视图一;图9是本发明的条纹图案多色印花装置的剖视图二;图10是本发明的条纹图案多色印花装置的剖视图三;图11是本发明的条纹图案多色印花装置的结构示意图三;图12是本发明的条纹图案多色印花装置的分配盘的结构示意图;图13是本发明的椭圆印花机无缝条纹印花系统的涂布耙的结构示意图;图14是本发明的椭圆印花机无缝条纹印花系统的涂布耙的正视图;图15是本发明的椭圆印花机无缝条纹印花系统的压合辊清洗组件的结构示意图一;图16是本发明的椭圆印花机无缝条纹印花系统的压合辊清洗组件的结构示意图二;图17是本发明的椭圆印花机无缝条纹印花系统的压合辊清洗组件的仰视图;图18是本发明的椭圆印花机无缝条纹印花系统的控制框图;图中:印花移动座110,印花底盘120;条纹图案多色印花装置130,初条纹压合辊140,压合辊清洗组件150,初条纹压合辊转轴160,清洗收集盒151,收集盒缺口152,刮片153,滴嘴154,洗液收集槽155,收集槽缺口156,刷洗辊157,挤水棍158,热风口159;分配轨道200,出料孔210,轨体220,分配滑槽221,轨体凸部222,上余浆清除滑道231,左上余浆清除滑条232,右上余浆清除滑条233,下余浆清除滑道241,左下余浆清除滑条242,右下余浆清除滑条243,密封头250,废浆口260,余浆收集通孔270,余浆收集盒280;浆料分配机构300,浆料注射筒310,出料管311,盒体320,容纳腔321,注射孔322,出料电磁阀330,出料推杆340,盒体滑条350,分配滑块360,出料通道370;多辊涂布机构400,升降推杆410,弧形导轨420,切换滑块430,竖杆440,切换条450,套筒460,切换推杆470,连接杆480,水平转动轴491,涂布辊492;余浆清除机构500,左清除滑轨510,左上余浆清除滑条滑块520,左下余浆清除滑条滑块530,右清除滑轨540,右下余浆清除滑条滑块550,右上余浆清除滑条滑块560;自洗输导机构600,悬架610,分配盘620,密封块630,旋转电机640,输导通道650,输导通道通道口651,清洗盒660,自洗电磁阀661,密封圈662,废液盒671,抽滤嘴672;下余浆清除滑道缺口710,横杆720,滑轨基座730;涂布耙800,条形耙头810,接合浆料堆积空间820。
具体实施方式
9.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下的所有其他实施例,都属于本发明保护范围。
10.如图1所示,本发明提供了一种椭圆印花机无缝条纹印花系统,包括:印花移动座110,其适于沿印花底盘120滑动;若干个条纹图案多色印花装置130,其并排设置在印花移动座110上,适于在随印花移动座110移动的过程中并被启动后,在被印物表面抹上相应颜色的初条纹;如图2所示,初条纹压合辊140,其设置在所述条纹图案多色印花装置130的下方,适于对各初条纹进一步压实,以使相邻的初条纹接合;压合辊清洗组件150,其设置在所述条纹图案多色印花装置130的下方,适于清洗初条纹压合辊140压印过初条纹的区域,以使初条纹压合辊140始终以洁净辊面与初条纹接触。
11.若干个条纹图案多色印花装置130在随印花移动座110移动的过程中,可在印花底盘120上的被印物表面抹上相应颜色的初条纹,这些初条纹可被随后滚过的初条纹压合辊140压实并接合,从而得到一定宽度的多色条纹,而压合辊清洗组件150则可对初条纹压合辊140实时清洗,以保证初条纹压合辊140始终以洁净辊面与初条纹接触。
12.其中,条纹图案多色印花装置130的结构及工作原理将在下文阐述,为方便阅读,图3至图12中只显示了一个条纹图案多色印花装置130,图13至图14中隐藏了中间的部分条纹图案多色印花装置130。
13.如图3所示,所述条纹图案多色印花装置130可以包括:分配轨道200,其固接在所述印花移动座110上,结合图7,并开有出料孔210;浆料分配机构300,结合图8,其包括若干种颜色的浆料注射筒310,适于在分配轨道200上滑动,以切换对准出料孔210的浆料注射筒310,送出相应颜色的浆料;多辊涂布机构400,结合图4,其挂接在所述分配轨道200的底面,包括与所述浆料注射筒310种数相同的涂布辊492,适于切换涂布辊492对相应颜色的浆料进行涂布。具体的,印花移动座110可以但不限于采用线性导轨,分配轨道200可通过横杆720与印花移动座110固定连接。条纹图案多色印花装置130通过在印花移动座110上设置分配轨道200,分配轨道200上有可滑动的浆料分配机构300,印花移动座110在相对印花底盘120移动的过程中,浆料分配机构300可通过在分配轨道200上滑动,切换对准出料孔210的浆料注射筒310,从而将相应颜色的浆料输导至印花底盘120上的被印物表面,且每种颜色的浆料可由多辊涂布机构400中相应的涂布辊492进行涂布,从而实现印花移动座110执行一次移动,即可在被印物表面涂上多种颜色的条纹。
14.如图4所示,所述分配轨道200内设有余浆清除机构500,其适于在浆料分配机构300停止输送当前浆料后,清除所述出料孔210内粘留的浆料;自洗输导机构600,其挂接在所述分配轨道200的底面,结合图8,包括不连通的两个输导通道650,其适于通过一输导通道650将从所述出料孔210送出的浆料输导至被印物表面,并在浆料分配机构300停止输送当前浆料,以及在余浆清除机构500完成清除后,切换另一输导通道650以输导下一种浆料,并对输导过浆料的输导通道650进行清洗。
15.如图5所示,所述分配轨道200可以包括:轨体220;一对分配滑槽221,结合图6,其开设在所述轨体220的上表面,并在两个分配滑槽221中间形成轨体凸部222;如图5所示,出料孔210,其开设在所述轨体凸部222上,结合图7,并延伸至轨体220的底面;如图5所示,所述浆料分配机构300可以包括:盒体320,其上开有若干个容纳腔321,结合图8,各容纳腔321的底部开有注射孔322;如图8所示,浆料注射筒310,其设置在各容纳腔321内,且浆料注射筒310的出料管311伸入相应的注射孔322中;出料电磁阀330,其设置在所述出料管311上;出料推杆340,其设置在各容纳腔321上,适于推动相应的浆料注射筒310;如图5所示,一对
盒体滑条350,其设置在所述盒体320的底部,并与所述分配滑槽221适配,结合图6,且盒体滑条350高出所述轨体凸部222,以与盒体320的底面围成上余浆清除滑道231;如图6所示,分配滑块360,其与所述盒体320固接,适于在所述分配滑槽221上滑动;分配滑块360可以但不限于采用铁芯直线电机的形式;如图6所示,左上余浆清除滑条232,其与上余浆清除滑道231适配,右端部设有密封头250,以形成动密封,结合图7,且其右端初始贴近出料孔210的左侧设置;如图6所示,右上余浆清除滑条233,其与上余浆清除滑道231适配,左端部设有密封头250,以形成动密封,结合图7,且其左端初始贴近出料孔210的右侧设置;所述密封头250可以但不限于采用氢化丁腈密封头;一对所述盒体滑条350与所述出料孔210、左上余浆清除滑条232、右上余浆清除滑条233形成出料通道370;如图18所示,控制模块,其适于控制分配滑块360带动盒体320在分配滑槽221上滑动,以切换对准出料通道370的浆料注射筒310,并控制相应的出料电磁阀330打开和控制相应的出料推杆340启动,将相应颜色的浆料送入出料通道370,和控制出料推杆340停止,以及控制出料电磁阀330关闭,以停止输送当前浆料。所述控制模块可以但不限于采用plc模块。
16.如图6和图11所示,所述自洗输导机构600可以包括:悬架610,其固接在轨体220的底面;分配盘620,其转动设置在所述悬架610中,结合图8,并与出料通道370两侧的轨体220底面的密封块630抵接,以形成动密封;所述密封块630可以但不限于采用氢化丁腈密封块;旋转电机640,其设置在所述悬架610上,并与分配盘620传动连接;参考图12,所述分配盘620的侧壁上开有不连通的两个输导通道650,且相邻的输导通道通道口651间隔设置,以使同时只有一个输导通道通道口651对准出料通道370;如图8所示,清洗盒660,其固接在轨体220的底面,并与自洗电磁阀661连通,且清洗盒660开口一面设有密封圈662,以与分配盘620形成动密封;废液盒671,其固接在轨体220的底面,且其开口一面设有密封圈662,以与分配盘620形成动密封,以接收从清洗盒660注入任一输导通道650的废液,且废液盒671上设有抽滤嘴672,以外接抽滤装置;所述密封圈662可以但不限于采用氢化丁腈密封圈;所述控制模块适于控制旋转电机640带动分配盘620转动,以使一输导通道650对准出料通道370,并在浆料分配机构300停止输送当前浆料,以及在余浆清除机构500完成清除后,控制旋转电机640带动分配盘620转动,使另一输导通道650对准出料通道370,并控制自洗电磁阀661打开,以清洗输导过浆料的输导通道650。
17.如图6所示,所述轨体凸部222沿其长度方向开有下余浆清除滑道241,且下余浆清除滑道241位于上余浆清除滑道231的正下方;左下余浆清除滑条242,其与下余浆清除滑道241适配,其右端部设有密封头250,以形成动密封,结合图7,且其右端初始贴近出料孔210的左侧设置;右下余浆清除滑条243,其与下余浆清除滑道241适配,其左端部设有密封头250,以形成动密封,结合图7,且其左端初始贴近出料孔210的右侧设置;结合图9,所述下余浆清除滑道241的底面开有与废液盒671连通的废浆口260; 如图6所示,所述余浆清除机构500可以包括:左清除滑轨510,其固接在印花移动座110上,结合图7,其上滑动设置有左上余浆清除滑条滑块520和左下余浆清除滑条滑块530;右清除滑轨540,其固接在印花移动座110上,结合图7,其上滑动设置有右下余浆清除滑条滑块550;具体的,结合图7和图3,左清除滑轨510和右清除滑轨540可通过滑轨基座730与横杆720固定连接;所述分配滑槽221上设有右上余浆清除滑条滑块560;左上余浆清除滑条滑块520、左下余浆清除滑条滑块530、
右下余浆清除滑条滑块550、右上余浆清除滑条滑块560可以但不限于采用铁芯直线电机的形式;结合图9,所述控制模块适于在浆料分配机构300停止输送当前浆料后,控制左上余浆清除滑条滑块520带动左上余浆清除滑条232离开上余浆清除滑道231,并控制右上余浆清除滑条滑块560带动右上余浆清除滑条233左推,刮去出料通道370上部的余浆,并将其推出上余浆清除滑道231后,控制左上余浆清除滑条滑块520、右上余浆清除滑条滑块560复位,其中,右上余浆清除滑条233可左推直至与左上余浆清除滑条232贴合,以将余浆挤入分配滑槽221,以及控制左下余浆清除滑条滑块530带动左下余浆清除滑条242移动至废浆口260的左侧,并控制右下余浆清除滑条滑块550带动右下余浆清除滑条243左推,刮去出料通道370下部的余浆,并将其通过废浆口260推入废液盒671后,控制左下余浆清除滑条滑块530、右下余浆清除滑条滑块550复位。
18.如图7所示,轨体220的底部可以开有下余浆清除滑道缺口710,以使左下余浆清除滑条滑块530能够带动左下余浆清除滑条242至出料孔210的左侧,使右下余浆清除滑条滑块550能够带动右下余浆清除滑条243至出料孔210的右侧。
19.如图6和图11所示,所述分配滑槽221均开有余浆收集通孔270,以接收被刮出出料通道370上部的余浆;所述轨体220的底面设置有一对余浆收集盒280,以分别接收从余浆收集通孔270落下的余浆。
20.如图6所示,所述多辊涂布机构400可以包括:升降推杆410,其设置在所述轨体220的底面;弧形导轨420,其固接在所述升降推杆410的伸出端,且与分配盘620偏心设置,以使弧形导轨420的最低点位于分配盘620圆心的右侧;所述弧形导轨420上滑动连接有与浆料颜色种数相同的切换滑块430,且各切换滑块430上固接有竖杆440;切换条450,其上设有若干套筒460,适于套接相应的竖杆440;切换推杆470,其挂接在所述轨体220的底面,且其推出端与切换条450固接;各切换滑块430通过连接杆480连接有水平转动轴491,各水平转动轴491上转动连接有涂布辊492;所述控制模块适于控制切换推杆470伸出相应长度,带动相应涂布辊492至弧形导轨420的最低点,并控制升降推杆410推出,以使该涂布辊492贴近被印物表面,将从输导通道650送出的浆料涂布成初条纹。
21.本条纹图案多色印花装置130的工作过程为:如图3所示,装置启动后,印花移动座110开始从印花底盘120的一端向另一端移动;参考图8,控制模块控制分配滑块360带动盒体320在分配滑槽221上滑动至相应位置,以使相应的浆料注射筒310对准出料通道370,对准后,控制模块控制旋转电机640带动分配盘620转动,以使一输导通道650对准出料通道370,之后,参考图6,控制模块控制切换推杆470伸出相应长度,带动相应涂布辊492至弧形导轨420的最低点,并控制升降推杆410推出,以使该涂布辊492贴近被印物表面,随后,控制模块控制相应的出料电磁阀330打开,并控制相应的出料推杆340启动,将相应颜色的浆料注入出料通道370,浆料通过输导通道650落到被印物表面,被随后滚过的涂布辊492抹开,涂布在被印物表面;根据该种颜色的条纹所占的长度,印花移动座110移动到其尾端时暂停;暂停后,控制模块控制相应的出料推杆340停止,并控制相应的出料电磁阀330关闭,即浆料分配机构300停止输送当前浆料;随后,参考图9,控制模块控制左上余浆清除滑条滑块520带动左上余浆清除滑条232离开上余浆清除滑道231,并控制右上余浆清除滑条滑块560带动右上余浆清除滑条233左推,刮去出料通道370上部的余浆,右上余浆清除滑条233左推直至与左上余浆清除滑条232贴合,将余浆挤入分配滑槽221中,随后控制左上余浆清除滑
条滑块520、右上余浆清除滑条滑块560复位;之后,控制模块控制左下余浆清除滑条滑块530带动左下余浆清除滑条242移动至废浆口260的左侧,并控制右下余浆清除滑条滑块550带动右下余浆清除滑条243左推,刮去出料通道370下部的余浆,并将其通过废浆口260推入废液盒671,随后,控制模块控制左下余浆清除滑条滑块530、右下余浆清除滑条滑块550复位,即余浆清除机构500完成清除;之后,控制模块控制旋转电机640带动分配盘620转动,使另一输导通道650对准出料通道370,并控制自洗电磁阀661打开,以清洗输导过浆料的输导通道650;随后,控制模块控制分配滑块360带动盒体320滑动,结合图10,使另一浆料注射筒310对准出料通道370,然后,控制模块控制升降推杆410收回,并控制切换推杆470以另一行程伸出,使另一涂布辊492移动至弧形导轨420的最低点,同时印花移动座110移动至另一颜色条纹的首端处,控制模块再控制升降推杆410推出,使该涂布辊492贴近被印物表面,随后,控制模块控制相应的出料电磁阀330打开,并控制相应的出料推杆340启动,同时印花移动座110继续向另一端移动,另一颜色的浆料也如前述地印在被印物表面,得到另一种颜色的条纹;如此,印花移动座110从印花底盘120的一端向另一端移动一次,即可在被印物表面涂上多种颜色的条纹。
22.上述的单个条纹图案多色印花装置130可在被印物表面涂上一条多色的条纹,为了得到更宽的条纹,如图13和图14所示,所述的椭圆印花机无缝条纹印花系统,还可以包括:涂布耙800,涂布耙800的各条形耙头810水平伸入相邻的涂布辊492之间,且条形耙头810的底面高于被印物表面,以形成接合浆料堆积空间820。所述涂布辊492可采用较为细长的辊体,以将浆料充分摊开,并进入接合浆料堆积空间820。如图14所示,相邻条纹图案多色印花装置130输导在被印物表面的浆料,被涂布辊492摊开后,形成初条纹,且相邻的初条纹通过接合浆料堆积空间820内的浆料相连,初条纹压合辊140将其一同压实,即可得到由多条初条纹无缝拼接成的宽条纹。
23.如图15所示,并结合图2,最外侧的两轨体220上挂接有初条纹压合辊转轴160;所述初条纹压合辊140转动设置在所述初条纹压合辊转轴160上;所述压合辊清洗组件150可以包括:清洗收集盒151,其挂接在最外侧的两轨体220上,并开有与初条纹压合辊140辊面适配的收集盒缺口152,以对接初条纹压合辊140的右侧辊面;刮片153,其设置在收集盒缺口152的上边缘,以刮去初条纹压合辊140接触过初条纹的辊面区域的浆料;结合图16,滴嘴154,其设置在刮片153的左侧,适于向初条纹压合辊140的辊面滴洒洗液;洗液收集槽155,其开有与初条纹压合辊140辊面适配的收集槽缺口156,以对接初条纹压合辊140的左侧辊面;所述洗液收集槽155可开设排污口,以外接抽滤装置;刷洗辊157,其设置在所述滴嘴154的左侧,以对初条纹压合辊140进行刷洗;具体的,所述刷洗辊157可采用电机驱动,刷洗辊157的转动方向与初条纹压合辊140的转动方向匹配,以免阻碍初条纹压合辊140的滚动,此为现有技术;挤水棍158,其固接在洗液收集槽155中,且平行于刷洗辊157,以挤干途径的刷洗辊157;热风口159,其设置在所述洗液收集槽155的底部,并外接热风源,以吹干压向初条纹的辊面区域。通过压合辊清洗组件150,可保证初条纹压合辊140始终以洁净辊面与初条纹接触,不会将前面压印粘在辊面的一种颜色的浆料带入接下来要压印的另一种颜色的浆料。
24.综上所述,本发明提供的椭圆印花机无缝条纹印花系统,其若干个条纹图案多色印花装置在随印花移动座移动的过程中,可在印花底盘上的被印物表面抹上相应颜色的初
条纹,这些初条纹可被随后滚过的初条纹压合辊压实并接合,从而得到一定宽度的多色条纹,而压合辊清洗组件则可对初条纹压合辊实时清洗,以保证初条纹压合辊始终以洁净辊面与初条纹接触。
25.在本技术所提供的实施例中,应理解到,所揭露的系统、装置,可以通过其他方式实现。以上所描述的实施例仅是示意性的,例如,所述机构的划分,仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,又例如,多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。
26.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关技术人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1