一种打标装置及防伪打标方法与流程
1.本发明涉及对镀锡薄板的防伪打标,具体为一种打标装置及防伪打标方法。
背景技术:
2.目前的罐装产品在进行销售时,为了验证其是否为正品,或者方便溯源,市面上一般在易撕盖的铝箔上标刻了标识码(二维码或者条形码),对于此类产品在奶粉开盖撕掉铝箔后,产品上就没有特定的验证标识了,导致无法追溯,此为问题一。
3.问题二,往往有厂商为了另外的目的,将奶罐拆封使用后,在其中罐装自产的奶粉,然后在镀锡薄板盖上附上铝膜,并且在铝箔上自行标刻伪造的标识码(二维码或者条形码),通过这样的二次加工伪装成原装正品奶罐;消费者单单仅通过查询这里的标识码(二维码或者条形码)将无法有效判断,因此如何验证铝箔上的标识码是否为原装码成为了难题。
技术实现要素:
4.针对现有技术中存在的标识码丢失不易验证和标识码容易被伪造的问题,这里提供了一种防伪打标的方法,该防伪打标方法通过改进的打标装置进行操作,从而达到防伪和易于验证的目的。
5.本发明提出的具体方案如下:
6.一种打标装置,包括输送线,所述输送线旁依次设置有第一打标机、第一视觉检测机、覆膜机、第二打标机和第二视觉检测机;
7.所述第一打标机被配置为能够在镀锡薄板上同时进行内码和校对标的刻制;
8.所述第一视觉检测机被配置为对镀锡薄板上的内码和校对标同时检测,以判定内码和校对标是否为预设同规格;
9.所述覆膜机被配置为将铝膜贴盖在镀锡薄板上,并使得所述镀锡薄板中的内码被覆盖而所述校对标外露;
10.所述第二打标机被配置为在所述铝膜的外表面刻制与所述内码信息相同的外码;
11.所述第二视觉检测机被配置为对铝膜上的外码和镀锡薄板上的校对标同时检测,并对外码和校对标进行关联比对。
12.进一步的,还包括冲压机,所述冲压机位于输送线旁并处于所述覆膜机之前的工位,所述冲压机被配置为在镀锡薄板上进行马口冲压。
13.进一步的,所述输送线上设置有打标模具,所述镀锡薄板可放置在所述打标模具中以逐步完成内码、校对标的刻制和铝膜的贴附。
14.进一步的,所述打标模具中包括有并排设置的模腔,每个所述模腔包括外形槽和马口槽,所述外形槽呈圆形,所述马口槽位于所述外形槽的底部并向下凹陷。
15.利用以上的打标装置进行防伪打标的操作,操作的步骤包括
16.s1:下料;
17.s2:第一打标机开机并选择对应的打标模板,该打标模板中录入有需要标记的产品信息;
18.s3:启动整条输送线,当镀锡薄板被运输至第一打标机下方时,第一打标机对模腔中的镀锡薄板进行内码和校对标的刻制,将所述内码刻制在镀锡薄板中下位置处,校对标刻制在镀锡薄板的边缘处;
19.s4:采用第一视觉检测机对s3中的镀锡薄板进行检测,检测刻制的内码和校对标是否为预设的对应规格;若检测与预设规格相对应,则放行进入到下一工位;若检测不对应则直接将此处的镀锡薄板择入废料剔除工位;
20.s5:合格的镀锡薄板流入到覆膜机的位置处,覆膜机将铝膜贴附在镀锡薄板上,贴附的具体位置呈现为:镀锡薄板上的内码被铝膜完全遮盖,而校对标正常外露;
21.s6:覆膜后的镀锡薄板流入到第二打标机的位置处,第二打标机在铝膜的中心位置处刻制外码,这里的外码信息同被覆盖的内码信息完全一致;
22.s7:第二视觉检测机对步骤s6中完成的镀锡薄板进行检测,检测呈现的外码、校对标展示的信息是否同步骤s3中内码、校正标展示的信息完全一致;如一致则完成打标进行下一工序;如不一致则直接将此处的镀锡薄板择入废料剔除工位。
23.进一步的,在步骤s5进行覆膜之前,还有对镀锡薄板进行马口冲压的步骤,该步骤可以在步骤s2-s4任一步骤之间。
24.进一步的,第二打标机还可以设置在输送线之外,即在步骤s4完成之后,剩下步骤将换为:
25.s5-1.向第二打标机提供铝膜,第二打标机在铝膜的中心位置处刻制外码,这里的外码信息同镀锡薄板的内码信息完全一致;
26.s6-1.合格的镀锡薄板流入到覆膜机的位置处,覆膜机将步骤s5中刻有外码的铝膜贴附在镀锡薄板上,贴附的具体位置呈现为:镀锡薄板上的内码被铝膜完全遮盖,而校对标和铝膜上的外码正常外露;
27.s7-1.第二视觉检测机对步骤s6-1中完成的镀锡薄板进行检测,检测呈现的外码、校对标展示的信息是否同步骤s3中内码、校正标展示的信息完全一致;如一致则完成打标进行下一工序;如不一致则直接将此处的镀锡薄板择入废料剔除工位。
28.采用本技术方案所达到的有益效果为:
29.本发明通过在镀锡薄板(马口铁)上同步标刻内码及校对标,在铝箔上标刻外码的方法。通过内码、校对标的数据自动生成防伪码并加密,然后再将校对标与外码进行比对,形成内外码的关联,从而在根本上杜绝了不易于验证和防伪问题的出现。
附图说明
30.图1为打标装置的立体结构示意图。
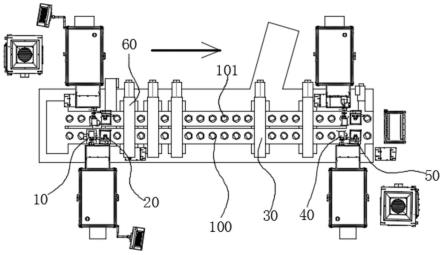
31.图2为打标装置的平面结构布置图。
32.图3为铝膜与镀锡薄板成型为上盖的原理展示图。
33.图4为采用先附铝膜,再刻制外码的工艺步骤图。
34.图5为采用先刻制外码,再附铝膜的工艺步骤图。
35.其中:10第一打标机、20第一视觉检测机、30覆膜机、40第二打标机、50第二视觉检
测机、60冲压机、100输送线、101模腔。
具体实施方式
36.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
37.本实施例提供了一种打标装置,通过采用该打标装置完成在铝箔(铝膜)和镀锡薄板上进行标刻标识码,从而达到方便消费者识别、便于防伪的目的。
38.具体的,参见图1-图2,本方案中提供的打标装置可以理解为打标流水线,其组成具体包括输送线100,在输送线100旁依次设置有第一打标机10、第一视觉检测机20、覆膜机30、第二打标机40和第二视觉检测机50。
39.这里的第一打标机10、第一视觉检测机20、覆膜机30、第二打标机40和第二视觉检测机50沿着输送线100的运输方向依次排列,使得奶罐的上盖(镀锡薄板和铝膜的成品)得以加工完成。
40.本方案中,提供的第一打标机10被配置为能够在镀锡薄板上同时进行内码和校对标的刻制;即镀锡薄板被运输到第一打标机10位置处时,第一打标机10根据预设的信息要求在镀锡薄板的表面上同时标刻内码和校对标。
41.第一视觉检测机20被配置为对镀锡薄板上的内码和校对标同时检测,以判定内码和校对标是否为预设同规格;校对标为内部制定的与内码具有关联性的一串字符、一对数字组合或者是一段字母组合,也可以是条形码或者二维码,通过这里的第一视觉检测机20检测标刻的内码和校对标是否符合预设,是否出现误差。
42.可选的,这里的校对标优先采用人眼不易察觉方式标刻,即肉眼无法直接直观地看到标刻在镀锡薄板上的校对标;但是该校对标在工业视觉检测机的检测下将非常容易检测出来。
43.覆膜机30被配置为将铝膜贴盖在镀锡薄板上,并使得镀锡薄板中的内码被覆盖而校对标外露;覆膜的方式为本技术中的重点,为了达到防伪的目的,这里利用铝膜将镀锡薄板中的内码覆盖住,使得内码被隐藏;这样只有撕掉铝膜,内码才将展示出来;消费者通过检验内码同样能够有效的进行验证。
44.第二打标机40被配置为在铝膜的外表面刻制与内码信息相同的外码;并且第二视觉检测机50被配置为对铝膜上的外码和镀锡薄板上的校对标同时检测,并对外码和校对标进行关联比对。
45.即最终奶罐的上盖(镀锡薄板和铝膜的成品)对外呈现的为外码,消费者可以通过这里的外码进行来源验证,为了防止产品为伪造产品,消费者在撕掉铝膜后,分别检测这里的外码、内码,判定其呈现的信息是否相同;如信息相同则来源品质正常,若呈现信息不同可考虑该产品为伪造品。
46.提供的校对标是连接外码、内码信息是否一致的重要标记,参见图2-图3,因为在本方案的加工中,如果没有校正标,内码被铝膜覆盖的情况下,第二视觉检测机50只能检测到外码,在生产过程中将无法判定内码、外码是否信息相同,外码刻制是否有误的情况;因此这里通过采用校对标进行辅助;即第一打标机10在镀锡薄板中同时刻制外码和校对标,第一视觉检测机20检测外码和校对标是否出现刻制错误,如果没有错误,此时的校对标将
成为外码与内码进行关联的关键;覆膜机30将铝膜覆盖在镀锡薄板上并完全遮住内码,此时的校对标依旧处于外露状态,在第二打标机40对铝膜进行外码的刻制后,第二视觉检测机50就可以对铝膜上的外码和镀锡薄板上的校对标同时验证;通过在这里提出校对标的方案,产品出厂前内码与外码之间的信息具有强关联性,有效避免外部的伪造,进一步的提高了防伪验证准确性。
47.可选的,还包括冲压机60,这里的冲压机主要对镀锡薄板进行加工,冲压机60位于输送线旁并处于所述覆膜机30之前的工位,冲压机60被配置为在镀锡薄板上进行马口冲压,即在对镀锡薄板进行覆膜工艺之前,应当先对其进行冲压加工。
48.本方案中,在输送线100上设置有打标模具,镀锡薄板可放置在打标模具中以逐步完成内码、校对标的刻制和铝膜的贴附。具体的,打标模具中包括有并排设置的模腔101,每个模腔101包括外形槽和马口槽,外形槽呈圆形,马口槽位于外形槽的底部并向下凹陷。
49.下面对采用本装置进行打标的详细步骤进行介绍,参见图4:
50.s1:下料。
51.s2:第一打标机10开机并选择对应的打标模板,该打标模板中录入有需要标记的产品信息。
52.s3:整条输送线启动运输,当镀锡薄板被运输至第一打标机10下方时,第一打标机10对模腔101中的镀锡薄板进行内码和校对标的刻制,具体的刻制位置为,内码刻制在镀锡薄板中下位置处,校对标刻制在镀锡薄板的边缘处。
53.s4:采用第一视觉检测机20对步骤s3中的镀锡薄板进行检测,检测的内容包括,刻制的内码、校对标是否准确,并且检测内码和校对标为具有关联的预设对应规格;若检测ok,则放行进入到下一工位;若检测中任一出现问题,则直接将此处的镀锡薄板择入废料剔除工位。
54.s5:合格的镀锡薄板流入到覆膜机30的位置处,覆膜机30将铝膜贴附在镀锡薄板上,贴附的具体位置呈现为:镀锡薄板上的内码被铝膜完全遮盖,而校对标正常外露。
55.s6:覆膜后的镀锡薄板流入到第二打标机40的位置处,第二打标机40在铝膜的中心位置处刻制外码,这里的外码信息需要同被覆盖的内码信息完全一致。
56.s7:第二视觉检测机50对步骤s6中完成的镀锡薄板进行检测,检测呈现的外码、校对标展示的信息是否同步骤s3中内码、校正标展示的信息完全一致;如一致则完成打标进行下一工序;如不一致则直接将此处的镀锡薄板择入废料剔除工位。
57.可选的,在步骤s5进行覆膜之前,即在覆膜机30在镀锡薄板上进行贴附铝膜之前,还有对镀锡薄板进行马口冲压的步骤,该步骤可以在步骤s2-s4任一步骤之间。
58.本实施例中,优先将冲压的操作置于步骤s1-s2之间,或者置于步骤s4-s5之间;降低冲压对打标检测的影响。
59.当然,在以上的操作步骤中,我们还提出了第二套加工步骤方案,第二套加工方案与上文描述的方案大同小异,主要区别点在于步骤s4完成之后的工艺步骤,我们可以将上文描述的s5至s7的步骤替换为一下s5-1至s7-1的步骤,具体如下,参见图5:
60.s5-1.将第二打标机40单独设置,向第二打标机40提供铝膜,第二打标机40预先在铝膜的中心位置处刻制外码,这里的外码信息同镀锡薄板的内码信息完全一致。
61.s6-1.合格的镀锡薄板流入到覆膜机30的位置处,覆膜机30将步骤s5-1中刻有外
码的铝膜贴附在镀锡薄板上,贴附的具体位置呈现为:镀锡薄板上的内码被铝膜完全遮盖,而校对标和铝膜上的外码正常外露。
62.s7-1.第二视觉检测机50对步骤s6-1中完成的镀锡薄板进行检测,检测呈现的外码、校对标展示的信息是否同步骤s3中内码、校正标展示的信息完全一致;如一致则完成打标进行下一工序;如不一致则直接将此处的镀锡薄板择入废料剔除工位。
63.通过采用第二套方案(先刻制外码,再附铝膜)进行打标加工,将产生同第一套方案(先附铝膜,再刻制外码)相同的产品效果。
64.本技术方案通过在镀锡薄板(马口铁)上同步标刻内码及校对标,在铝箔上标刻外码的方法。通过内码、校对标的数据自动生成防伪码并加密,然后再将校对标与外码进行比对,形成内外码的关联,从而在根本上杜绝了不易于验证和防伪问题的出现。
65.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1