玻璃高温墨水打印二维码装置和二维码打印方法与流程
1.本发明涉及玻璃生产加工设备技术领域,具体地,涉及一种玻璃高温墨水打印二维码装置和二维码打印方法。
背景技术:
2.二维条码/二维码是用某种特定的几何图形按一定规律在平面(二维方向上)分布的、黑白相间的、记录数据符号信息的图形。
3.为了便于分辨类型和追溯信息,现有的玻璃在生产加工过程中往往需要添加上二维码,而在常见的工艺中,玻璃上的二维码是通过透明贴贴在玻璃表面,但是这种方式往往会导致二维码粘贴位置不能有效控制在公差内,且二维码容易脱落。同时,市场上暂时没有可以满足平板玻璃生产节拍条件下的打印二维码技术。
技术实现要素:
4.本发明的目的是提供一种玻璃高温墨水打印二维码装置,该装置操作方便快捷,减轻人工贴码的劳动强度和减少贴码消耗生产时间,打印效果好,大大提升了玻璃外观的美观度。
5.为了实现上述目的,本发明提供了一种玻璃高温墨水打印二维码装置,该装置包括底座、y轴移动组件、x轴移动组件、喷码小车和电控箱,y轴移动组件安装在底座上并设置为能够沿底座的y轴方向往复移动,x轴移动组件安装在y轴移动组件上并设置为能够沿y轴移动组件的x轴方向往复移动,喷码小车设置在x轴移动组件上并设置为能够在x轴移动组件上往复移动至待打印区域,电控箱分别与y轴移动组件、x轴移动组件和喷码小车电控连接,用于控制y轴移动组件、x轴移动组件和喷码小车开启并操作。
6.优选地,该装置还包括与电控箱电连接的电脑控制台,电脑控制台用于输入待打印区域的x、y位置并控制电控箱驱动y轴移动组件、x轴移动组件和喷码小车。
7.优选地,x轴移动组件包括x轴横梁和x轴皮带,x轴皮带与喷码小车相连接且设置为能够传输移动以控制喷码小车的位置。
8.优选地,y轴移动组件包括y轴丝杆,y轴丝杆设置为通过传动以将x轴横梁和电控箱移动至打印等待位。
9.优选地,喷码小车上至少具有2个用于喷墨打印的喷头。
10.优选地,喷头具有自动防撞保护系统。
11.优选地,该装置的打印节拍为6-12s。
12.优选地,该装置使用的墨水为耐720℃高温的玻璃高温墨水。
13.本发明还提供一种使用上述玻璃高温墨水打印二维码装置进行二维码打印的方法,该方法包括:
14.将玻璃高温墨水打印二维码装置中的底座固定在印刷机后段的传输设备上,通过电脑编辑所要打印的所有玻璃的二维码内容,再通过二维码软件生成所有要打印的玻璃二
维码,然后通过软件输入打印的x、y位置,输入打印高度后启动打印;此时,x轴横梁及电控箱随着y轴丝杆传动移动到打印等待位,当玻璃进入印刷机后段传输设备等待打印位时,印刷机后段传输设备给出电控箱可打印信号,喷码小车随着x轴皮带传输移动到打印位进行二维码打印;打印完后,电控箱给印刷机后段传输设备发出打印完成信号,玻璃传输到下道工序,喷码小车回到打印等待位,等待下一片玻璃。
15.优选地,在等待过程中,喷码小车的喷头设置为会间断性的喷墨,以保证喷头喷墨清晰性。
16.根据上述技术方案,本发明将y轴移动组件安装在底座上并设置为能够沿底座的y轴方向往复移动,x轴移动组件安装在y轴移动组件上并设置为能够沿y轴移动组件的x轴方向往复移动,喷码小车设置在x轴移动组件上并设置为能够在x轴移动组件上往复移动至待打印区域,电控箱分别与y轴移动组件、x轴移动组件和喷码小车电控连接,用于控制y轴移动组件、x轴移动组件和喷码小车开启并操作。采用这种方式可以利用y轴移动组件和x轴移动组件相配合,实现将喷码小车移动至玻璃上任何一处需要进行二维码打印的区域,整个过程由电控箱实现自动化操作,打印位置准确性较人工手动贴码大大提高,更加省时省力,同时打印的二维码牢固不易掉落。
17.本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
18.附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
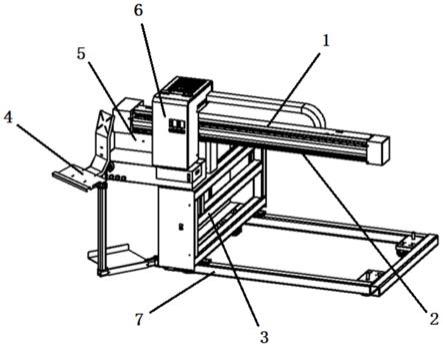
19.图1是本发明提供的玻璃高温墨水打印二维码装置的结构示意图。
20.附图标记说明
21.1-x轴横梁
22.2-x轴皮带
23.3-y轴丝杆
24.4-电脑控制台
25.5-电控箱
26.6-喷码小车
27.7-底座
具体实施方式
28.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
29.在本发明中,在未作相反说明的情况下,“上、下”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
30.参见图1,本发明提供一种玻璃高温墨水打印二维码装置,该装置包括底座7、y轴移动组件、x轴移动组件、喷码小车6和电控箱5,y轴移动组件安装在底座7上并设置为能够沿底座7的y轴方向往复移动,x轴移动组件安装在y轴移动组件上并设置为能够沿y轴移动
组件的x轴方向往复移动,喷码小车6设置在x轴移动组件上并设置为能够在x轴移动组件上往复移动至待打印区域,电控箱5分别与y轴移动组件、x轴移动组件和喷码小车6电控连接,用于控制y轴移动组件、x轴移动组件和喷码小车6开启并操作。
31.在本实施方式中,为了实现智能化控制,优选地,装置还包括与电控箱5电连接的电脑控制台4,电脑控制台4用于输入待打印区域的x、y位置并控制电控箱5驱动y轴移动组件、x轴移动组件和喷码小车6。
32.具体的,x轴移动组件包括x轴横梁1和x轴皮带2,x轴皮带2与喷码小车6相连接且设置为能够传输移动以控制喷码小车6的位置。
33.同样的,y轴移动组件包括y轴丝杆3,y轴丝杆3设置为通过传动以将x轴横梁1和电控箱5移动至打印等待位。
34.为了进一步地提升该玻璃高温墨水打印二维码装置的打印效率,优选喷码小车6上至少具有2个用于喷墨打印的喷头。
35.此外,为了延长喷头的使用寿命,防止其在打印过程中由于发生碰撞而造成损坏,优选地,喷头具有自动防撞保护系统。这样,即使出现打印坐标异常或机器操作误差时,自动防撞保护系统仍旧可以保护喷头完好无损。
36.为了进一步地优化二维码打印操作的周期,装置的打印节拍为6-12s。
37.在使用该玻璃高温墨水打印二维码装置进行二维码打印后,为了避免打印的二维码在遇到高温环境时模糊、形变、脱落甚至遗失,优选装置使用的墨水为耐720℃高温的玻璃高温墨水。
38.在实际生产过程中,现有的具有二维码的玻璃加工过程是:印刷、烘干、钢化、检验、注塑、清洁、贴码,最后是玻璃入库;
39.而通过本发明提供的装置即可将该生产过程优化成:玻璃印刷及打印二维码、烘干、钢化、检验、注塑、清洁后即可以入库,由此可见,节约了贴码这一步骤,无形中缩短了玻璃加工的整个周期,提升了产能;同时,第一步中打印的二维码使用的是耐720℃高温的玻璃高温墨水,利用该原料耐高温的特性,保证了后续烘干、钢化和注塑等过程中已打印的二维码均不会受高温影响,牢固可靠。
40.至此,本发明为了优化玻璃加工,还提供了一种使用上述玻璃高温墨水打印二维码装置进行二维码打印的方法,该方法包括:
41.将玻璃高温墨水打印二维码装置中的底座7固定在印刷机后段的传输设备上,通过电脑编辑所要打印的所有玻璃的二维码内容,再通过二维码软件生成所有要打印的玻璃二维码,然后通过软件输入打印的x、y位置,输入打印高度后启动打印;此时,x轴横梁1及电控箱5随着y轴丝杆3传动移动到打印等待位,当玻璃进入印刷机后段传输设备等待打印位时,印刷机后段传输设备给出电控箱5可打印信号,喷码小车6随着x轴皮带2传输移动到打印位进行二维码打印;打印完后,电控箱5给印刷机后段传输设备发出打印完成信号,玻璃传输到下道工序,喷码小车6回到打印等待位,等待下一片玻璃。
42.进一步的,为了保证喷头喷墨清晰性,优选在等待过程中,喷码小车6的喷头设置为会间断性的喷墨。
43.通过上述方式可以利用y轴移动组件和x轴移动组件相配合,实现将喷码小车移动至玻璃上任何一处需要进行二维码打印的区域,整个过程由电控箱实现自动化操作,打印
位置准确性较人工手动贴码大大提高,更加省时省力,同时打印的二维码牢固不易掉落。
44.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
45.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
46.此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1