一种采用印刷自动控制供墨系统的制作方法
1.本实用新型涉及印刷机技术领域,具体为一种采用印刷自动控制供墨系统。
背景技术:
2.印刷机是印刷文字和图像的机器,主要通过内部的墨斗来存储印刷用的油墨,由于印刷机墨斗容量较小,且不方便加墨,所以某些印刷机采用外接供墨机构来为印刷机提供油墨。
3.市场上的印刷供墨系统在使用中,对墨斗加墨的行为一般来说是人工进行辅助加墨,虽然也能提高内部存墨,但是隔一段时间就需要更换一次,浪费人员精力的同时效率还有所降低,为此,我们提出一种采用印刷自动控制供墨系统。
技术实现要素:
4.本实用新型的目的在于提供一种采用印刷自动控制供墨系统,以解决上述背景技术中提出的对墨斗加墨的行为一般来说是人工进行辅助加墨,虽然也能提高内部存墨,但是隔一段时间就需要更换一次,浪费人员精力的同时效率还有所降低的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种采用印刷自动控制供墨系统,包括机体、plc控制器、加墨撤换机构、一级对位供墨机构和二级对位供墨机构,所述机体的一侧设置有plc控制器,且机体的上方一侧设置有加墨撤换机构,所述加墨撤换机构的一端连接有一级对位供墨机构,且一级对位供墨机构的底部一侧设置有二级对位供墨机构,所述一级对位供墨机构包括第一电磁阀、第一液管、第一液泵机、二级彩色墨盒、承载盘和单点式称重传感器,且第一电磁阀的一侧设置有第一液管,所述第一液管的侧边设置有第一液泵机,且第一液管的末端连接有二级彩色墨盒,所述二级彩色墨盒的下方设置有承载盘,且承载盘的内部设置有单点式称重传感器。
6.进一步的,所述二级彩色墨盒通过第一液管与加墨撤换机构相连接,且第一液管的两侧端部分别设置有第一电磁阀与第一液泵机。
7.进一步的,所述承载盘、单点式称重传感器与二级彩色墨盒三者之间呈相邻状分布,且承载盘、单点式称重传感器与二级彩色墨盒共设置有三组。
8.进一步的,所述加墨撤换机构包括置装箱、限位架、一级彩色源墨盒、弹簧装架、螺纹插管、进口螺纹接管和联装螺帽,且置装箱的内部分布有限位架,所述限位架的侧边设置有一级彩色源墨盒,且置装箱的内侧设置有弹簧装架,所述一级彩色源墨盒的边侧中部设置有螺纹插管,所述一级彩色源墨盒的一侧设置有进口螺纹接管,所述进口螺纹接管与螺纹插管的两者交接处设置有联装螺帽。
9.进一步的,所述一级彩色源墨盒通过进口螺纹接管、联装螺帽与螺纹插管和置装箱构成螺纹装配结构,且进口螺纹接管与一级对位供墨机构两者之间相连通。
10.进一步的,所述二级对位供墨机构包括第二电磁阀、第二液泵机、第二液管、墨斗盒、液位传感器和印刷辊,且第二电磁阀的一侧设置有第二液管,所述第二液管的一侧设置
有第二液泵机,且第二液管的末端连接有墨斗盒,所述墨斗盒的一侧设置有液位传感器,且墨斗盒的内部上方位置设置有印刷辊。
11.进一步的,所述墨斗盒通过第二液管与一级对位供墨机构之间相连通,且第二液管的一端边部接连设置有第二电磁阀、第二液泵机。
12.与现有技术相比,本实用新型的有益效果是:该采用印刷自动控制供墨系统,预先对单点式称重传感器设置最低重量的数值,也就是墨液快用完时的重量即可,单点式称重传感器在接收到最低数值处于预设数值的临界时,会将信号传至plc控制器,随后plc控制器会控制处于对位位置的一级彩色源墨盒接口处第一电磁阀开启,此时其内部墨液会进入二级彩色墨盒。
13.二级彩色墨盒的内部预先就装有相当重量的彩色墨,三个二级彩色墨盒内部的颜色工作人员可自行选配,每个不同颜色的二级彩色墨盒与每个不同颜色的一级彩色源墨盒相连通,通过plc控制器的存在,预先对单点式称重传感器设置最低重量的数值,也就是墨液快用完时的重量即可,单点式称重传感器在接收到最低数值处于预设数值的临界时,会将信号传至plc控制器,随后plc控制器会控制处于对位位置的一级彩色源墨盒接口处第一电磁阀开启,此时其内部墨液会进入二级彩色墨盒,使用者也可控制第一液泵机启动,来适当控制墨液的流速,以完成初步自动化供墨操作。
14.当墨斗盒内部的墨液快用尽液位传感器感觉不到液位的存在时,plc控制器可带动相对颜色位面的第二电磁阀开启,使确需颜色的墨液可以自由进入墨斗盒,而当某一批加工件需要不同颜色的墨液时,为了不造成墨斗盒内部原先墨液的浪费,使用者可启动相对墨液连通的第二液泵机和第二电磁阀,将其内部墨液吸入二级彩色墨盒中即可,自动化程度高,功能性较佳。
15.当源头部分的一级彩色源墨盒内部墨液用尽需要使用者取出加液时,为了便于使用者对螺纹插管与进口螺纹接管两者之间的分离,使用者可利用两者的螺纹相当及纹隙相同,来向进口螺纹接管的一侧拧动联装螺帽,随后使用着拉着一级彩色源墨盒向弹簧装架使其螺纹插管脱离进口螺纹接管即可达到取下目的。
附图说明
16.图1为本实用新型立体结构示意图;
17.图2为本实用新型加墨撤换机构内部俯视结构示意图;
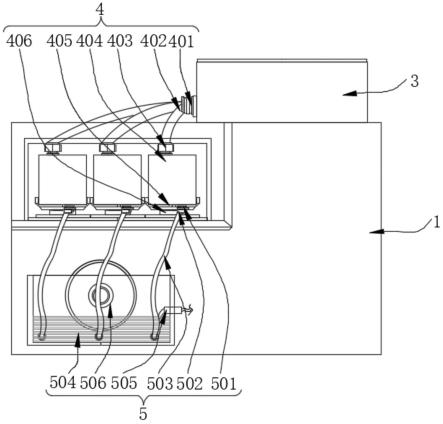
18.图3为本实用新型机体的正面内部细节结构示意图。
19.图中:1、机体;2、plc控制器;3、加墨撤换机构;301、置装箱;302、限位架;303、一级彩色源墨盒;304、弹簧装架;305、螺纹插管;306、进口螺纹接管;307、联装螺帽;4、一级对位供墨机构;401、第一电磁阀;402、第一液管;403、第一液泵机;404、二级彩色墨盒;405、承载盘;406、单点式称重传感器;5、二级对位供墨机构;501、第二电磁阀;502、第二液泵机;503、第二液管;504、墨斗盒;505、液位传感器;506、印刷辊。
具体实施方式
20.如图1-2所示,一种采用印刷自动控制供墨系统,包括:机体1、plc控制器2、加墨撤换机构3、一级对位供墨机构4和二级对位供墨机构5,机体1的一侧设置有plc控制器2,且机
体1的上方一侧设置有加墨撤换机构3,加墨撤换机构3的一端连接有一级对位供墨机构4,且一级对位供墨机构4的底部一侧设置有二级对位供墨机构5,一级对位供墨机构4包括第一电磁阀401、第一液管402、第一液泵机403、二级彩色墨盒404、承载盘405和单点式称重传感器406,且第一电磁阀401的一侧设置有第一液管402,第一液管402的侧边设置有第一液泵机403,且第一液管402的末端连接有二级彩色墨盒404,二级彩色墨盒404通过第一液管402与加墨撤换机构3相连接,且第一液管402的两侧端部分别设置有第一电磁阀401与第一液泵机403,二级彩色墨盒404的下方设置有承载盘405,且承载盘405的内部设置有单点式称重传感器406,承载盘405、单点式称重传感器406与二级彩色墨盒404三者之间呈相邻状分布,且承载盘405、单点式称重传感器406与二级彩色墨盒404共设置有三组,二级彩色墨盒404的内部预先就装有相当重量的彩色墨,三个二级彩色墨盒404内部的颜色工作人员可自行选配,每个不同颜色的二级彩色墨盒404与每个不同颜色的一级彩色源墨盒303相连通,通过plc控制器2的存在,预先对单点式称重传感器406设置最低重量的数值,单点式称重传感器406的型号为tedea1320,也就是墨液快用完时的重量即可,单点式称重传感器406在接收到最低数值处于预设数值的临界时,会将信号传至plc控制器2,随后plc控制器2会控制处于对位位置的一级彩色源墨盒303接口处第一电磁阀401开启,本方案中所涉及的电磁阀型号为qmf-100,此时其内部墨液会进入二级彩色墨盒404,使用者也可控制第一液泵机403启动,本方案中所涉及液泵机的型号为53001002,来适当控制墨液的流速,以完成初步自动化供墨操作;二级对位供墨机构5包括第二电磁阀501、第二液泵机502、第二液管503、墨斗盒504、液位传感器505和印刷辊506,且第二电磁阀501的一侧设置有第二液管503,第二液管503的一侧设置有第二液泵机502,且第二液管503的末端连接有墨斗盒504,墨斗盒504的一侧设置有液位传感器505,且墨斗盒504的内部上方位置设置有印刷辊506,墨斗盒504通过第二液管503与一级对位供墨机构4之间相连通,且第二液管503的一端边部接连设置有第二电磁阀501、第二液泵机502,当墨斗盒504内部的墨液快用尽液位传感器505感觉不到液位的存在时,本方案中所涉及液位传感器的型号为usk531,plc控制器2可带动相对颜色位面的第二电磁阀501开启,使确需颜色的墨液可以自由进入墨斗盒504,而当某一批加工件需要不同颜色的墨液时,为了不造成墨斗盒504内部原先墨液的浪费,使用者可启动相对墨液连通的第二液泵机502和第二电磁阀501,将其内部墨液吸入二级彩色墨盒404中即可,自动化程度高,功能性较佳。
21.如图3所示,一种采用印刷自动控制供墨系统,加墨撤换机构3包括置装箱301、限位架302、一级彩色源墨盒303、弹簧装架304、螺纹插管305、进口螺纹接管306和联装螺帽307,且置装箱301的内部分布有限位架302,限位架302的侧边设置有一级彩色源墨盒303,且置装箱301的内侧设置有弹簧装架304,一级彩色源墨盒303的边侧中部设置有螺纹插管305,一级彩色源墨盒303的一侧设置有进口螺纹接管306,进口螺纹接管306与螺纹插管305的两者交接处设置有联装螺帽307,一级彩色源墨盒303通过进口螺纹接管306、联装螺帽307与螺纹插管305和置装箱301构成螺纹装配结构,且进口螺纹接管306与一级对位供墨机构4两者之间相连通,当源头部分的一级彩色源墨盒303内部墨液用尽需要使用者取出加液时,为了便于使用者对螺纹插管305与进口螺纹接管306两者之间的分离,使用者可利用两者的螺纹相当及纹隙相同,来向进口螺纹接管306的一侧拧动联装螺帽307,随后使用着拉着一级彩色源墨盒303向弹簧装架304使其螺纹插管305脱离进口螺纹接管306即可达到取
下目的。
22.工作原理:对于这类的采用印刷自动控制供墨系统首先二级彩色墨盒404的内部预先就装有相当重量的彩色墨,三个二级彩色墨盒404内部的颜色工作人员可自行选配,每个不同颜色的二级彩色墨盒404与每个不同颜色的一级彩色源墨盒303相连通,通过plc控制器2的存在,预先对单点式称重传感器406设置最低重量的数值,也就是墨液快用完时的重量即可,单点式称重传感器406在接收到最低数值处于预设数值的临界时,会将信号传至plc控制器2,随后plc控制器2会控制处于对位位置的一级彩色源墨盒303接口处第一电磁阀401开启,此时其内部墨液会进入二级彩色墨盒404,使用者也可控制第一液泵机403启动,来适当控制墨液的流速,以完成初步自动化供墨操作,然而当墨斗盒504内部的墨液快用尽液位传感器505感觉不到液位的存在时,plc控制器2可带动相对颜色位面的第二电磁阀501开启,使确需颜色的墨液可以自由进入墨斗盒504,而当某一批加工件需要不同颜色的墨液时,为了不造成墨斗盒504内部原先墨液的浪费,使用者可启动相对墨液连通的第二液泵机502和第二电磁阀501,将其内部墨液吸入二级彩色墨盒404中即可,最后当源头部分的一级彩色源墨盒303内部墨液用尽需要使用者取出加液时,为了便于使用者对螺纹插管305与进口螺纹接管306两者之间的分离,使用者可利用两者的螺纹相当及纹隙相同,来向进口螺纹接管306的一侧拧动联装螺帽307,随后使用着拉着一级彩色源墨盒303向弹簧装架304使其螺纹插管305脱离进口螺纹接管306即可达到取下目的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1