装订机用穿线打结装置及其方法与流程
[0001]
本发明属于档案装订机械领域,具体涉及一种装订机用穿线打结装置及其方法。
背景技术:
[0002]
装订机是各企事业单位装订各类文件、账册、账本、票据的纸质材料的专用机械设备。在档案管理工作中,档案装订是重要环节,包括收集、叠放、定位、压紧、划线、打孔、穿线等多个步骤,目前已经普遍采用自动装订机提高装订质量和装订速度,
[0003]
最初的手工线装订方法是使用线锥扎出小孔后再用钩针逐个钩取装订线,最后手工打结装订。装订过程中需要用力戳穿装订物,不但费时而且劳动强度大,效率低下,装订厚度也有较大限制。
[0004]
随着科技的发展出现了电动打孔,配合手动带线的装订形式。采用特制的螺旋钻针,在电机的钻动下钻穿装订物,手动移动装订物顺次钻孔,之后换取钩针逐个勾线带线,最后再手工装订打结。
[0005]
但在此对穿针进行穿线的操作中,大部分的装订工作中依然采用手动穿线的操作,如申请号为:201220142726的中国专利中,该装订机能实现安全、低成本地对纸件资料进行钻孔,使用也较为方便。但是,其在进行到穿线步骤时仍旧要采用手工穿线的方式,这样不仅需要的人工劳动力较多,且穿线效率较低。此种操作不仅浪费了大量的时间,还给操作者带来了一定的工作强度,而且现有的技术多为机器穿线后手动打结,效率非常的低下。
技术实现要素:
[0006]
本发明所要解决的问题在于提供一种装订机用穿线打结装置及其方法,具有自动穿线打结的特点。
[0007]
为实现上述目的,本发明所采用的方案是:提供一种装订机用穿线打结装置,包括穿线装置和推线装置,所述穿线装置和推线装置与电机分时啮合传动进行穿线或推线,所述穿线装置和推线装置设置在工作台下方,所述工作台设有穿推线槽,工作台下方还设有锁线装置,所述锁线装置与穿线装置和推线装置配合穿线打结。
[0008]
优选的,所述穿线装置包括穿线针,所述穿线针固定在穿线针齿条前端,所述穿线针齿条与穿线针齿条固定座连接,穿线针齿条固定座通过螺钉固定在滑块上,所述滑块在穿线针直线导轨滑动。
[0009]
优选的,所述推线装置包括推线针,所述推线针固定在推线针齿条前端,所述推线针齿条与推线针齿条固定座连接,推线针齿条固定座通过螺钉固定在滑块上,所述滑块在推线针直线导轨滑动。
[0010]
优选的,所述电机设置在电机座上,所述电机输出端设有齿轮,电机座设置在直线导轨上,推拉式电磁铁推动电机座做往返运动使所述齿轮与穿线针齿条或推线针齿条啮合。
[0011]
优选的,所述推线针包括针柄和针头;所述针头包括对向设立的导线柱i和导线柱
ii,所述导线柱i和导线柱ii之间设有导线槽,所述导线柱i和导线柱ii,所述导线柱i和导线柱 ii以导线槽中心轴对称设置,所述导线柱i和导线柱ii均包括立柱和导向斜面,所述立柱和导向斜面一体化设置,所述导向斜面一端与立柱连接,另一端与针头与导线槽水平连接,所述针柄中段设有凹槽。
[0012]
优选的,所述锁线装置包括锁线电磁铁,所述锁线电磁铁前端设有锁线橡胶垫,锁线电磁铁对向设有锁线固定板,锁线固定板一侧设有弹簧压片。
[0013]
提供一种装订机用穿线打结方法,包括以下步骤:
[0014]
(1)切削电打孔后,电机正转,穿线针上升送线;
[0015]
(2)勾线轮勾线后停止,电机反转驱动穿线针退回;
[0016]
(3)判断是否为末孔,若不是,重复步骤至步骤;若是,继续下一步;
[0017]
(4)推拉式电磁铁推动电机底座,把齿轮推到推线针的位置;
[0018]
(5)电机正转推动推线针上升送线;
[0019]
(6)勾线轮勾线后推线针回缩复位;
[0020]
(7)推拉式电磁铁推动齿轮,把齿轮推到穿线针的位置后电机正转穿线针上升穿线,勾线轮勾住装订线后打结穿线针退回。
[0021]
优选的,还包括以下步骤:装订线打结后,工作台移动,锁线电磁铁断电,工作台移动带动穿线针绕过锁线装置的弹簧压片,锁线电磁铁通电,锁定线首,工作台复位,继续下一次装订工作。
[0022]
本发明有益效果:
[0023]
本发明是将档案装订整个工作流程中,相对于打孔而言,花费时间多、工作速度慢的穿线和打结操作进行了自动化的改进,提高了穿线打结的效率,降低了操作者的劳动强度,为自动化装订机的发展打下了基础。
附图说明
[0024]
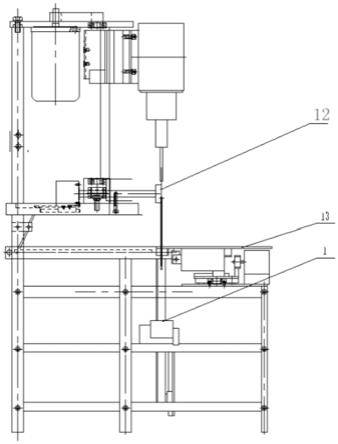
图1是本发明的结构示意图;
[0025]
图2是本发明电机示意图;
[0026]
图3是本发明穿线装置示意图;
[0027]
图4是本发明推线装置示意图;
[0028]
图5是本发明推线针装置示意图;
[0029]
图6是本发明推线针透视图;
[0030]
图7是本发明锁线装置示意图;
[0031]
图8是本发明穿线打结示意图;
[0032]
图中:1、穿线装置;1-1、穿线针;1-2、穿线针齿条;1-3、螺钉;1-4、滑块;1-5、穿线针齿条固定座;1-6、穿线针直线导轨;2、推线装置;2-1、推线针;2-1-1、针柄;2-1-2、针头;2-1-3、立柱;2-1-4、导向斜面;2-1-5、导线槽;2-1-6、凹槽;2-2、推线针齿条;2-3、螺钉;2-4、滑块;2-5、推线针齿条固定座;2-6、推线针直线导轨;3、电机;4、电机座;5、齿轮;6、直线导轨;7、推拉式电磁铁;8、锁线电磁铁;9、锁线橡胶垫;10、锁线固定板; 11、弹簧压片;12、勾线轮;13、工作台。
具体实施方式
[0033]
实施例1:
[0034]
结合说明书附图,本实施例所述的一种装订机用穿线打结装置,包括穿线装置1和推线装置2,所述穿线装置1和推线装置2与电机3分时啮合传动进行穿线或推线,所述穿线装置1和推线装置2设置在工作台下方,所述工作台设有穿推线槽,工作台下方还设有锁线装置,所述锁线装置与穿线装置和推线装置配合穿线打结。
[0035]
所述穿线装置包括穿线针1-1,所述穿线针1-1固定在穿线针齿条1-2前端,所述穿线针齿条1-2与穿线针齿条固定座1-5连接,穿线针齿条固定座1-5通过螺钉1-3固定在滑块1-4 上,所述滑块1-4在穿线针直线导轨1-6滑动。
[0036]
所述推线装置包括推线针2-1,所述推线针2-1固定在推线针齿条2-2前端,所述推线针齿条2-2与推线针齿条固定座2-5连接,推线针齿条固定座2-5通过螺钉2-3固定在滑块2-7 上,所述滑块2-7在推线针直线导轨2-6滑动。
[0037]
所述电机3设置在电机座4上,所述电机3输出端设有齿轮5,电机座4设置在直线导轨6上,推拉式电磁铁7推动电机座4做往返运动使所述齿轮5与穿线针齿条1-2或推线针齿条2-2啮合。
[0038]
所述推线针2-1包括针柄2-1-1和针头2-1-2;所述针头2-1-2包括对向设立的导线柱i和导线柱ii,所述导线柱i和导线柱ii之间设有导线槽2-1-5,所述导线柱i和导线柱ii,所述导线柱i和导线柱ii以导线槽2-1-5中心轴对称设置,所述导线柱i和导线柱ii均包括立柱 2-1-3和导向斜面2-1-4,所述立柱2-1-3和导向斜面2-1-4一体化设置,所述导向斜面2-1-4 一端与立柱2-1-3连接,另一端与针头2-1-2与导线槽2-1-5水平连接,所述针柄2-1-1中段设有凹槽2-1-6。
[0039]
所述锁线装置包括锁线电磁铁8,所述锁线电磁铁8前端设有锁线橡胶垫9,锁线电磁铁 8对向设有锁线固定板10,锁线固定板10一侧设有弹簧压片11。
[0040]
穿线打结方法包括以下步骤:
[0041]
(1)切削电打孔后,电机正转,穿线针上升送线;
[0042]
(2)勾线轮勾线后停止,电机反转驱动穿线针退回;
[0043]
(3)判断是否为末孔,若不是,重复步骤1至步骤2;若是,继续下一步;
[0044]
(4)推拉式电磁铁7推动电机底座4,把齿轮5推到推线针2-1的位置;
[0045]
(5)电机3正转推动推线针2-1上升送线;
[0046]
(6)勾线轮12勾线后推线针2-1回缩复位;
[0047]
(7)推拉式电磁铁7推动齿轮5,把齿轮5推到穿线针1-1的位置后电机3正转穿线针 1-1上升穿线,勾线轮14勾住装订线后打结穿线针1-1退回。
[0048]
装订线打结后,工作台移动,锁线电磁铁8断电,工作台移动带动穿线针绕过锁线装置的弹簧压片11,锁线电磁铁8通电,锁定线首,工作台复位,继续下一次装订工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1