用于冷成型玻璃的设备、系统和方法与流程
用于冷成型玻璃的设备、系统和方法
1.相关申请的交叉引用
2.本技术根据专利法要求2020年3月12日提交的美国临时申请序列号62/988,481的优先权的权益,所述临时申请的内容依赖于本文并且以引用的方式整体并入本文。
背景技术:
3.车辆内饰可包括包含显示器和/或触控面板的弯曲表面。用于形成此类弯曲表面的材料通常限于聚合物,所述聚合物不表现出玻璃的耐久性、外观、手感和光学性能。这样,弯曲的玻璃基板是期望的,尤其是当用作显示器和/或触控面板的盖时。形成弯曲玻璃基板的现有方法(诸如热成形),具有包括以下的缺点:高成本以及在弯曲或成形期间的光学畸变和/或表面印痕。因此,需要车辆内饰系统,所述车辆内饰系统可以成本有效的方式包含弯曲的玻璃基板并且没有通常与玻璃热成型工艺相关联的问题。然而,当前的冷成型方法具有各种缺点,包括在一些情况下粘合剂层经受剪切应力和拉伸应力两者。
技术实现要素:
4.本公开除其他项外提供了冷成型的3d产品,诸如,用于车辆内饰(诸如车辆显示器)的表面的弯曲玻璃基板。除此之外,本文提供的形成此类弯曲玻璃基板的方法、系统和设备提供了各种改进。这些改进可包括:消除预制造粘合到玻璃并且成为最终产品的一部分的特定模板的需要,消除将具有均匀的厚度的粘合剂分配到模板上的需要,结构载荷集中为剪切力,使得用于与弯曲的玻璃基板进行粘合的粘合介质上的拉伸力并且因此拉伸应力减小,改进了弯曲玻璃基板的可替换性和/或通过有利于动态移动(诸如,显示器的屈曲)改进了可用性,从而在使用时为显示器提供可视化的灵活性。
附图说明
5.附图大体上以举例的方式而非以限制的方式,说明了在本文中所讨论的各种实施方案。
6.图1是根据一个实施方案的具有车辆内饰系统的车辆内饰的透视图。
7.图2是根据一个实施方案的包括弯曲玻璃基板和框架的显示器的前视图。
8.图3a是根据第一实施方案的具有带有第一构型的背衬的图2的显示器的后视图。
9.图3b是根据第二实施方案的具有带有第二构型的背衬的图2的显示器的后视图。
10.图3c是根据第三实施方案的具有带有第三构型的背衬的图2的显示器的后视图。
11.图3d是根据第四实施方案的具有带有第四构型的背衬的图2的显示器的后视图。
12.图3e是根据第五实施方案的具有带有第五构型的背衬的图2的显示器的后视图。
13.图4a和图4b是根据一个实施方案的背衬的透视图。
14.图5是可用于形成图4a和图4b的背衬的部件的系统的透视图。
15.图5a是可用于形成图4a和图4b的背衬的部件的第二系统的透视图。
16.图6a是可与根据一个实施方案的粘结介质组合使用的图5的系统的一部分的透视
图。
17.图6b是可与根据一个实施方案的图6a的粘结介质和第二粘结介质组合使用的图5的系统的一部分的透视图。
18.图6c是可与根据另一个实施方案的粘结介质组合的图4a和图4b的背衬的透视图。
19.图7a和图7b是例示形成显示器的设备和方法的透视图,所述方法包括:使用图4a和图4b的背衬作为根据一个实施方案的成型设备。
20.图8是示出与致动器组合使用以有利于动态移动(诸如,用于根据一个实施方案的显示器的玻璃基板的屈曲)的图4a和图4b的背衬的透视图。
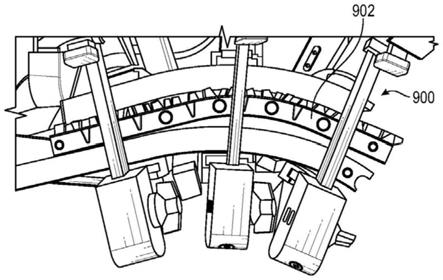
21.图9a至图9d是背衬的任何实例的示意图,所述背衬为诸如先前描述并且例示的与一个或多个致动器组合使用以有利于动态移动(诸如,根据一个实施方案的显示器的玻璃基板的屈曲)的背衬。
22.在说明书和附图中重复使用的参考字符旨在表示本公开的相同或类似的特征或元素,即使图与图之间的数字相差100倍。应当了解,本领域的技术人员可设计出许多其他修改和实例,它们都落在本公开的原理的范围和精神内。
具体实施方式
23.现在将详细参考本公开的主题的某些实施方案,所述实施方案的实例在附图中部分地示出。尽管将结合所列举的权利要求描述所公开的主题,但是应当理解,所例示的主题并不旨在将权利要求限制于所公开的主题。
24.车辆内饰系统可包括被设计为透明的各种不同的弯曲表面,诸如弯曲的显示表面,并且本公开提供了用于形成包括玻璃基板的这些弯曲表面的制品和方法。用于车辆内饰系统的显示器通常配备有框架,当显示器打开时,所述框架使得更易于查看显示器的部件。框架还可将显示器的颜色或图案与相邻的汽车内饰部件进行对比。此外,框架可为显示器的部件提供支撑。
25.冷成型(例如,屈曲)是形成具有曲率半径的弯曲玻璃基板的节能方法,所述方法基于在相对较低的温度(例如,<140℃)下通过施加平面外载荷的玻璃的弹性形变来形成所期望的形状。在冷成型工艺中,平坦的高强度玻璃基板发生三维变形(3d)。通常,玻璃基板通过粘合剂中间层机械地固定到例如显示功能模块安装到的目标预成型的3d框架。然而,此工艺被证明是困难的,因为粘合剂中间层可从玻璃基板或框架中的一者剥离或以其他方式分离。
26.本公开提供了代表各种关键领域中的改进的冷成型方法、系统、设备和所得的显示器。根据一个实施方案,公开了一种新的冷成型方法。通过这种方法,玻璃基板的曲率半径可由可不成为显示器的一部分的模板来限定。例如,此模板可具有可以是可重复使用的和/或可程序化的可移动的节段/联动件。此模板在本文中被称为成型设备。粘结介质可被施加到玻璃基板并粘合。成型设备可包括例如多个联动件,诸如,柔性网状物、锁链或本文所讨论的其他构造的联动件。成型设备可通过粘结介质的剩余的暴露侧粘合到玻璃基板和粘结介质。粘结介质可通过与压入粘结介质的联动件的一个或多个表面接合而将多个联动件中的一个或多个联动件保持在期望的角度以进行冷成型。本文讨论了将联动件与期望的角度一起定位固定(有时在本文中称为锁定)的替代方法。组件(包括玻璃基板、粘结介质和
成型设备)可保持在真空模具中或以其他方式(例如,用模具形成的压力等)压缩,直到粘结介质足够坚固以保持所期望的冷成型曲率。此冷成型曲率可经由粘结介质从成型设备传递到玻璃基板。然后可任选地从显示器上移除成型设备和/或粘结介质。
27.所公开的方法例如消除了将框架作为显示器的一部分的需要。然而,如果利用的话,框架在结构上不必是结构性的。根据一些实施方案,成型设备可被保持为背衬或可形成用于显示器的框架。此背衬可被切割或以其他方式成形为任何期望的尺寸,并匹配玻璃基板。此可变的尺寸在诸如汽车内饰制造的高零件混合制造操作中可能是有价值的。另外,所公开的方法可消除将具有均匀厚度的液体环氧树脂(或其他粘合剂)分配到框架上的需要,这与利用结构框架的先前方法的情况一样。缺少粘合剂或甚至这种粘合剂的厚度变化都可能导致削弱显示的应力集中。利用成型设备可避免这些潜在的问题。根据一个实施方案,成型设备可有利于结构胶带作为粘结介质的使用。此结构胶带可被精确地切割成形。此切割可在移除成型设备之前进行。此外,成型设备可利用联动件或其他可移动构件,诸如具有诸如铰链或其他类型的连接件的铰接接头的节段。当力从玻璃基板传递回到成型设备中的铰链时,这些铰链或其他铰接连接件会导致在粘合剂上的结构载荷更集中在剪切力而不是静态拉力。减小静态拉伸力(以及由此产生的应力)可改善玻璃基板与粘结介质之间的粘合力。
28.本文公开的另外的实施方案涉及背衬的构造及其用途。背衬的构造可与成型设备的构造相同或类似。实际上,在一些实施方案中,成型设备随后可用作玻璃基板、框架和/或显示器的其他部件的背衬。然而,在其他实施方案中可能不是这种情况。因此,例如,可在冷成型之后从显示器上移除成型设备,并且可安装单独的背衬。在本文中进一步讨论了背衬的构造。
29.背衬可增强显示器的可替换性。例如,如果玻璃基板被刮擦或破裂,则可利用新的背衬和玻璃基板来复制原始基板。这可通过使背衬挠曲并从玻璃基板上移除粘结介质(诸如,结构胶带)来实现。这可在不损坏显示模块和触控面板单元的情况下完成。另外,根据一些实施方案,背衬可实现具有动态屈曲能力的柔性显示器。更特别地,背衬可由能够相对于彼此以及相对于玻璃基板选择性地移动的可移动联动件、区段、节段、铰链、铰接连接件等构成。背衬的此可移动构造可使背衬变得灵活。致动器(例如,一个或多个马达、一个或多个联动件、线材/一个或多个皮带轮、卷筒、小齿轮/一个或多个齿条、一个或多个液压装置、其组合等)可驱动背衬的联动件(或另一个构件,如果替代地使用)的一个或多个到所期望的各个位置。致动器可具有例如用于重新定位汽车的侧视镜的致动器的构造。背衬的铰链或铰接连接件可自由移动,并且可能无法粘结或以其他方式锁定在适当的位置。因此,一个或多个致动器可附接或以其他方式联接到背衬,并且可被构造来经由背衬来控制和成形显示器的玻璃基板,以改善显示器的一个或多个用户视角。
30.如本文所使用,术语“冷成形”、“冷成形的”、“冷弯”或“冷弯的”及其迭代是指在小于玻璃的软化点的温度下弯曲玻璃基板。术语“可冷弯的”,“可屈曲的”或“柔性的”是指玻璃基板被冷弯或以其他方式进行几何改变(诸如使用图8至图9d中所描述的一个或多个致动器和背衬以动态方式进行改变)的能力。
31.图1示出根据示例性实施方案的包括三个不同的车辆内饰系统100、200、300的车辆内饰10。车辆内饰系统100包括中央控制台基座110,所述中央控制台基座110具有包括示
出为弯曲显示器130的显示器的弯曲表面120。车辆内饰系统200包括仪表板基座210,所述仪表板基座210具有包括示出为弯曲显示器230的显示器的弯曲表面220。仪表板基座210通常包括仪表盘215,所述仪表盘215也可包括弯曲显示器。车辆内饰系统300包括仪表板方向盘基座310,所述仪表板方向盘基座310具有弯曲表面320和示出为弯曲显示器330的显示器。在一个或多个实施方案中,车辆内饰系统可包括基座,所述基座是扶手、立柱、座椅靠背、地板、头枕、门板或车辆的包括弯曲表面的内饰的任何部分。
32.本文所描述的制品和技术可用于车辆内饰系统100、200和300中的任何一个或全部。因此,它们不限于显示器。尽管图1示出汽车内饰,但是车辆内饰系统的各种实施方案也可包含到任何类型的车辆(诸如,火车、汽车(例如,小汽车、卡车、公共汽车等)、海上航行船(船、轮船、潜艇等)和航空器(例如,无人机、飞机、喷气式飞机、直升机等),包括人工驾驶的车辆、半自动车辆和全自动驾驶车辆两者)中。
33.图2示出根据一个实施方案的用于车辆内饰系统的显示器400。参考图3a至图9d进一步讨论了用于形成显示器400的方法、系统和设备。应当认识到,图3a至图9d的技术和设备不限于显示器400,而是包括图1的那些的任何显示器或其他车辆部件。如图2所示,显示器400包括玻璃基板402和框架404。框架404完全是任选的,并且可根据一些实施方案不被利用。根据一些实施方案,框架404可由如本文进一步描述的背衬和/或粘结介质形成。框架404可不用于支撑(例如,以有利于或保持玻璃基板402的曲率),并且因此可以是非结构性的。先前通常已经利用了结构框架。框架404可用于美学目的并且用于与显示模块(未示出)形成对比。根据一些实施方案,背衬可提供支撑(例如,以有利于或保持玻璃基板402的曲率),或者框架404和背衬的组合可用于支撑。
34.如图2所示,框架404包括第一开口406,所述第一开口406被构造来容纳另外的显示部件或模块(未示出)。框架404和玻璃基板402可包括弯曲部分408。
35.弯曲部分408的曲率半径可以是例如约20mm或更大、40mm或更大、50mm或更大、60mm或更大、100mm或更大、250mm或更大或500mm或更大。例如,曲率半径可在以下范围内:约20mm至约2000mm、约30mm至约2000mm、约40mm至约1500mm、约50mm至约1500mm、60mm至约1500mm、约70mm至约2000mm、约80mm至约1500mm、约90mm至约2000mm、约100mm至约2000mm、约120mm至约2000mm、约140mm至约2000mm、约150mm至约2000mm、约160mm至约2000mm、约180mm至约2000mm、约200mm至约2000mm、约220mm至约2000mm、约240mm至约2000mm、约250mm至约2000mm、约260mm至约2000mm、约270mm至约2000mm、约280mm至约2000mm、约290mm至约2000mm、约300mm至约2000mm、约350mm至约2000mm、约400mm至约2000mm、约450mm至约2000mm、约500mm至约2000mm、约550mm至约2000mm、约600mm至约2000mm、约650mm至约2000mm、约700mm至约2000mm、约750mm至约2000mm、约800mm至约2000mm、约900mm至约2000mm、约950mm至约2000mm、约1000mm至约2000mm、约1250mm至约2000mm、约20mm至约1400mm、约20mm至约1300mm、约20mm至约1200mm、约20mm至约1100mm、约20mm至约1000mm、约20mm至约950mm、约20mm至约900mm、约20mm至约850mm、约20mm至约800mm、约20mm至约750mm、约20mm至约700mm、约20mm至约650mm、约20mm至约200mm、约20mm至约550mm、约20mm至约500mm、约20mm至约450mm、约20mm至约400mm、约20mm至约350mm、约20mm至约300mm、约20mm至约250mm、约20mm至约200mm、约20mm至约150mm、约20mm至约100mm、约20mm至约50mm、约60mm至约1400mm、约60mm至约1300mm、约60mm至约1200mm、约60mm至约1100mm、约60mm至
约1000mm、约60mm至约950mm、约60mm至约900mm、约60mm至约850mm、约60mm至约800mm、约60mm至约750mm、约60mm至约700mm、约60mm至约650mm、约60mm至约600mm、约60mm至约550mm、约60mm至约500mm、约60mm至约450mm、约60mm至约500mm、约60mm至约450mm、约60mm至约400mm、约60mm至约350mm、约60mm至约300mm或约60mm至约250mm。
36.玻璃基板402可由用于本文所描述的冷成型玻璃基板的合适的玻璃成分组成,所述玻璃成分包括钠钙玻璃、铝硅酸盐玻璃、硼硅酸盐玻璃、硼铝硅酸盐玻璃、含碱铝硅酸盐玻璃、含碱硼硅酸盐玻璃和含碱硼铝硅酸盐玻璃。
37.玻璃基板402可使用本领域中已知的任何合适的方法来强化,所述方法包括:通过将压缩应力(cs)包括在玻璃基板中,所述压缩应力从表面延伸到压缩深度(doc);通过利用制品的各部分之间的热膨胀系数的不匹配来产生压缩应力区域和表现出拉伸应力的中央区域;通过将玻璃热加热到高于玻璃化转变点的温度,然后快速淬火;以及通过化学地离子交换,在这种方法中,例如,用具有相同价态或氧化态的较大离子代替或交换玻璃基板表面处或附近的离子。
38.如本文所使用,术语“玻璃基板”在其最广义上被用于包括全部或部分由玻璃制成的任何对象。玻璃基板包括玻璃和非玻璃材料的层压板、玻璃和晶体材料的层压板以及玻璃陶瓷(包括非晶相和结晶相)。所述玻璃基板可以是透明的或不透明的。冷成型的玻璃基板可包括提供特定颜色的着色剂。
39.玻璃基板402的厚度可被调整以允许玻璃基板402是柔性的以实现期望的曲率半径。此外,较薄的玻璃基板402可更容易变形,这可潜在地补偿可能(在弯曲时)由显示器400的形状产生的形状不匹配和间隙。玻璃基板402和框架404的至少一部分可具有基本上类似的曲率半径,以在它们之间提供基本上均匀的距离。
40.玻璃基板402可定位在框架404上,并且可包括与框架404的对应弯曲部分相接并且大体上符合框架404的对应弯曲部分的中央部分。如图所示,玻璃基板402包括直接面向观察者的第一主表面410和与框架404和/或其他部件相接的第二相反的第二主表面(未编号)。
41.框架404具有限定开口406的内表面。内表面可提供用于将显示模块定位在开口406内的机械对准。
42.图3a示出显示器400的与图2的显示器相反的一侧,并且进一步例示根据一个实施方案的背衬412。背衬412可包括多个联动件414。这些联动件414在图3a至图3e中以示意性方式示出。联动件414可选择性地诸如相对于彼此(以及玻璃基板、粘结介质等)能够移动,如随后在本文中进一步描述的。预期背衬412的各种实施方案。
43.根据图3a至图3e的实施方案,背衬412可以是网状物416,诸如例如,链节网状物。网状物416可具有连接在一起的多个联动件414。联动件414可跨显示器400在各个方向上延伸,诸如从第一边缘415a大体纵向(在视图平面中为左/右)延伸到第二边缘415b或紧邻第二边缘415b大体纵向延伸,以及从第三边缘415c横向地(在视图平面中为上/下)延伸到第四边缘415d或紧邻第四边缘415d横向地延伸(除非另外指出,否则这些项目仅参考图3a进行编号)。图3a至图3d所示出的多个联动件414的布局和互连构型是示例性而非限制性的。预期多个联动件414的各种布局和互连构型。背衬412可由任何已知的材料构造,因此,背衬412可以是聚合物、金属、陶瓷、玻璃、它们的复合物等。根据一些实施方案,如果利用网状物
416,则其可由包括天然纤维或合成纤维的纤维或细丝构造。
44.图3a至图3e示出背衬412的各种示例性构型。如图3a所示,背衬412可基本上占据显示器400的整个第二主表面418。因此,背衬412可延伸到第一边缘415a、第二边缘415b、第三边缘415c和第四边缘415d或紧邻它们延伸。因此,图3a的背衬412可定位在玻璃基板402(图2)、框架404(图2)、显示模块和/或显示器400的其他部件的后面,并且可支撑它们。
45.图3b示出,可在由框架404(图2)限定的开口406周围施加、切割或以其他方式定位背衬412。因此,开口406未被背衬412覆盖。图3b的背衬412可定位在后面并且可支撑框架404(图2)。
46.图3c和图3d示出,可在开口406周围或跨开口406施加、切割或以其他方式定位背衬412。因此,背衬412可仅覆盖框架404的选择性部分。在图3c中,背衬412从第一边缘415a或紧邻第一边缘415a延伸到第二边缘415b或紧邻第二边缘415b。在图3d中,背衬从第三边缘415c或紧邻第三边缘415c延伸到第四边缘415d或紧邻第四边缘415d。背衬412可提供结构支撑和/或可有利于显示器400在所选择的应用区域中的弯曲,如本文进一步讨论。以图3d作为实例,背衬412可有利于和/或支撑显示器400在所例示的显示器400的此中间区域中的弯曲。
47.图3e示出这样的实施方案,其中背衬412被分离成定位在显示器400的相反端部上(诸如在第一边缘415a处或紧邻第一边缘415a以及在第二边缘415b处或紧邻第二边缘415b)的不同部分412a和412b。背衬412可提供结构支撑和/或可有利于显示器400在这些所选择区域中的弯曲。图3e的实施方案可进一步被构造来使显示器400能够是柔性的,具有动态弯曲能力,如在图9a和图9b中进一步例示和讨论的。此外,图3a至图3e的任何实施方案可为显示器400提供这种能力,如本文中进一步讨论的。
48.图4a和图4b示出根据一个实施方案的背衬512。图4a示出背衬512的第一侧面,图4b示出背衬512的相反侧。除非另外指出,否则关于图4a提供所有附图标记。
49.背衬512可包括多个联动件514a、514b、514c、514d等,多个铰接接头516a、516b、516c、516d等。为简洁起见,仅提供具有附图标记的有限数量的联动件和铰接接头,应当理解,背衬512可根据需要用任何数量的联动件和铰接接头来构造。背衬512可任选地包括在其一个或多个主表面上的覆盖件517。
50.多个联动件514a、514b、514c、514d可包括在多个铰接接头516a、516b、516c、516d之间具有纵向长度的金属构件。以联动件514a作为实例,联动件514a可从铰接接头516a纵向地(对应于笛卡尔y轴)延伸到铰接接头516b。如图4a所示,多个联动件514a、514b、514c、514d可以交替的方式在横向方向(对应于笛卡尔x轴)上彼此略微错开。多个联动件514a、514b、514c、514d可在相应多个铰接接头516b、516c、516d处以选择性地可移动的方式结合在一起。多个联动件514a、514b、514c、514d中的每一者可包括多个铰接接头516a、516b、516c、516d中的一者的孔或其他特征。
51.如图4a所示,背衬512可由由联动件组成的多个节段518a、518b、518c、518d等形成。这些联动件可包括横向定位(间隔开的)多个联动件514a、514b、514c、514d和另外的多个联动件(例如,联动件514aa、514bb、514cc、514dd,联动件514aaa、514bbb、514ccc、514ddd等),并且可以与多个联动件514a、514b、514c、514d平行的方式大体布置。多个联动件514a、514b、514c、514d等,514aa、514bb、514cc、514dd等,514aaa、514bbb、514ccc、514ddd等一起
可限定背衬512的第一主表面520和第二主表面522。
52.根据一些实例,多个节段518a、518b、518c、518d可由多个联动件形成,所述多个联动件一体地形成在一起和/或由横向构件519(在图5中更好地例示)或其他结构连接。因此,根据一些实例,联动件514a、514b、514c、514d等,514aa、514bb、514cc、514dd等,514aaa、514bbb、514ccc、514ddd等可分别在横向方向上通过除多个铰接接头516a、516b、516c、516d以外的部件(在此为横向构件519)连接。
53.第一主表面520可由多个节段518a、518b、518c、518d等的各个联动件的间隔开的侧表面限定。第二主表面522可例如由覆盖件517邻接。覆盖件517可包括粘合剂、泡沫、橡胶或其他期望的材料。
54.多个铰接接头516a、516b、516c、516d可横向延伸穿过并连接对应的多个联动件514a、514b、514c、514d、514aa、514bb、514cc、514dd、514aaa、514bbb、514ccc、514ddd中的多者。因此,例如,铰接接头516a和516b可将联动件514a、514aa和514aaa连接在一起。除此之外,可将联动件514a连接到联动件514b,这与利用铰接接头516b的情况一样。联动件514a、514aa和514aaa可经由铰接接头516a和516b能够一致地选择性地移动,以便保持第一主表面520和第二主表面522。联动件514b、514bb、514bbb等和铰接接头516c等可类似地构造。因此,多个铰接接头516a、516b、516c、516d可以相对于彼此能够选择性地移动的方式将多个节段518a、518b、518c、518d连接在一起。
55.根据图4a和图4b的实施方案,背衬512可包括金属(例如铝合金)链,诸如,可从robotshop公司商购获得的lynxmotion链轨。尽管在图4a和图4b的实施方案中描述和例示为利用铰接接头,但是在一些实施方案中,本文公开的背衬不需要包括铰接接头,诸如铰链。例如,细丝、纤维或其他类型的网状物可具有足够的柔韧性和相对移动的能力,使得根据背衬的一些实施方案,不需要铰接接头。尽管图4a和图4b所示出的铰接接头包括铰链,但是也预期其他类型的铰接接头,诸如使用折叠、折痕、狭槽、钩、闩锁等的铰接接头。
56.图5示出用于形成图4a和图4b的背衬512的系统600。系统600包括多个节段518a、518b、518c、518d等中的一者或多者(在图5中仅示出节段518a和节段518b的一部分)以及铰接接头516a和516b。节段518a可包括横向构件519和多个联动件514a、514aa、514aaa等。铰接接头516a和516b可包括铰链604a和604b。铰链604a和604b可由多个联动件514a、514aa、514aaa等的孔602a和602b部分地形成,并且还可包括轴杆606a和606b以及端盖608a和608b。
57.图5示出节段518b的具有联动件514b、514bb、514bbb等的被构造来插入在节段518a的多个联动件514a、514aa、514aaa等之间的部分。节段518a的包括多个联动件514a、514aa、514aaa等的这些联动件的孔可一起限定铰链604b的公共孔。轴杆606b和端盖608b可插入此公共孔中(或从中移除)。
58.轴杆606a可被构造来可插入穿过相应的联动件514a、514aa、514aaa等的孔602a(以及图5中未例示的另外的联动件的孔)。端盖608a可例如能够插入在轴杆606a中和联动件514a的孔602a中。类似地,轴杆606b可被构造来能够以先前描述的方式插入。
59.图5a示出用于形成图4a和图4b的背衬512的替代系统700。此系统700可与先前描述的系统600相同,但是也可存在不同:孔702a、702b,轴杆706a、706b和/或端盖708a、708b的横截面可以是多边形的(例如,六边形的)。这些部件的这种构造可允许节段518a经由铰
链704a和704b相对于其他节段选择性地定位固定(定位锁定)。更特别地,轴杆706a和706b可从节段518a和相邻节段移除。节段518a然后可根据需要相对于相邻节段定位。轴杆706a和706b然后可插入相应的孔702a、702b中。由于轴杆706a和706b以及孔702a和702b的形状,节段518a相对于相邻节段不可移动(如本文所使用的被锁定)。
60.尽管参考多边形特征(例如,多边形轴杆和孔)进行了描述,但是背衬512可被构造来具有可通过本领域已知的其他机械机构相对于其他节段或联动件选择性地定位固定(定位锁定)的节段或联动件。因此,铰接接头可利用卡扣配合、卡扣连接、过盈配合或其他特征,诸如凹口、凸片、齿轮、钩、齿条/小齿轮,或其他匹配的凸/凹连接。因此,根据一些实施方案,可通过以下方式中的任何一种或其组合来促进节段或联动件的锁定:用粘结介质保持多个联动件(随后参考图6c所描述的),通过将第二粘合剂施加在铰接接头之上或在铰接接头附近保持多个联动件(随后参考图6b所描述的),将粘合剂施加在铰接接头之上(随后参考图6c所描述的),使铰接接头的凹形部分与铰接接头的凸形部分匹配(参考图5a所描述的)或在铰接接头处建立固定连接(参考图5a所描述的)。
61.图6a示出背衬512的一个节段518a。节段518a具有附接到其第一主表面520的粘结介质800。根据一个实施方案,粘结介质800可包括结构粘合剂。结构粘合剂可包括聚氨酯(例如,得自明尼苏达州圣保罗市的的dp604ns,以及得自特拉华州威尔明顿市的betamate 73100/002、73100/005、73100/010、betaseal x2500以及betalink k2)、聚硅氧烷和硅烷改性的聚合物(例如,得自的teroson rb ix,也称为terostat ms 9399和teroson ms 647)和环氧树脂(例如,得自明尼苏达州圣保罗市的的scotch
‑
weld
tm
环氧树脂黏合剂dp125和dp604)。
62.其他粘合剂包括但不限于选自以下类别中的一个或多个的粘合剂:(a)增韧环氧树脂(例如,环氧类粉合剂ep21tdcht
‑
lo,3m scotch weld环氧树脂dp460,灰白色);(b)柔性环氧树脂(例如,环氧类粉合剂ep21tdc
‑
2lo、3mscotch weld环氧树脂2216);(c)丙烯酸和/或增韧丙烯酸(例如,lord粘合剂403、406,或含有lord促进剂19或19gb w/lord ap 134处理剂的410丙烯酸粘合剂,lord粘合剂850或852/lord促进剂25gb,loctite hf8000,loctite aa4800);(d)尿烷(例如,3m scotch weld尿烷dp640,棕色,sikaforce7570 l03,sikaforce 7550 l15,sikaflex 552和聚氨酯(pur)热熔粘合剂,诸如,technomelt pur 9622
‑
02 uvna、loctite hhd 3542、loctite hhd 3580、3m热熔粘合剂3764和3748);以及(e)硅树脂(dow corning 995、dow corning3
‑
0500硅树脂组装粘合剂、dow corning 7091、sikasil
‑
gp)。在一些情况下,可利用可作为片材或膜(例如但不限于:3m结构粘合剂膜af126
‑
2、af 163
‑
2m、sbt 9263和9214、环氧类粉合剂flm36
‑
lo)使用的结构粘合剂。
63.此外,根据一些实施方案,诸如3m vhb胶带的压敏粘合剂可包括粘结介质800。在此类实施方案中,利用压敏粘合剂(诸如,胶带)允许将弯曲的玻璃基板粘结到背衬(和/或成型设备),而无需除其他项外的固化步骤。因此,粘结介质800可以是vhb胶带、泡沫胶带、预固化的粘合点或其他形状、刚性聚合物、顺应性聚合物或完全或部分固化的粘合剂(完全或部分固化)中的任何一种或组合。
64.粘结介质800可以是刚性的、半刚性的或顺应性的。如所讨论的,例如,粘结介质800和/或背衬512(和/或成型设备)可任选地仅在临界应力区域中使用,以防止在粘合剂完全固化之前的玻璃压缩。与粘结介质800相接的背衬512,特别是联动件514a、514aa、514aaa
等的侧面可具有诸如凹槽、脊等的机械特征,以例如改善粘结介质800的附接,提供对准或以其他方式改善其性能。粘结介质800可以是牺牲性的或永久性的。牺牲性粘结介质800可被切割或以其他方式移除和成形。在一些情况下,以后可用另一粘结介质(诸如,粘合剂)代替它。
65.根据图6a的实施方案,粘结介质800可被切割或以其他方式成形,以使铰接接头516a和516b暴露并且摆脱粘结介质800。这可有利于节段518a经由铰接接头516a和516b相对于相邻节段的选择性移动,这可有利于背衬512的用于屈曲显示器的玻璃基板的动态能力,如参考图8至图9d进一步描述的。
66.粘结介质800可在玻璃基板与背衬512之间具有任何期望的厚度。除其他项外,粘结介质800的厚度可被调整以确保在背衬512与冷成型的玻璃基板之间的层压。粘结介质800的示例性厚度可以是5mm、3mm、2mm、1mm、0.5mm、0.25mm、0.01mm或更小,并且可以各种方式施加。粘结介质420的厚度可在以下范围内:约200μm至约500μm、约225μm至约500μm、约250μm至约500μm、约275μm至约500μm、约300μm至约500μm、约325μm至约500μm、约350μm至约500μm、约375μm至约500μm、约400μm至约500μm、约200μm至约475μm、约200μm至约450μm、约200μm至约425μm、约200μm至约400μm、约200μm至约375μm、约200μm至约350μm、约200μm至约325μm、约200μm至约300μm,或约225μm至约275μm。在一个实施方案中,如果粘结介质800包括上面描述的一些粘合剂,则其可使用施加器枪和混合喷嘴来或预混合的注射器或自动粘合剂分配器施加,并使用以下任何一种(例如,辊子、刷子、刮胶刀或刮涂棒)均匀地铺开。
67.粘结介质800还可具有如由如先前所描述的显示器的大小所限定的任何合适的长度和/或宽度。因此,粘结介质800除了在这些尺寸中的显示器的大小之外,在长度或宽度上没有尺寸限制。
68.图6b示出背衬512的一个节段518a的替代实施方案。节段518a具有附接到其第一主表面520的粘结介质800和附接到其第二主表面522的第二粘结介质802。第二粘结介质802可具有与粘结介质800相同或类似的一种或多种材料。如图6b所示,第二粘结介质802(或者实际上是第一粘结介质800)可横向延伸以覆盖铰接接头516a和516b。当第二粘结介质802被固化时,这种布置可以与先前参考图5a描述的方式类似的方式相对于相邻节段在位置上锁定节段518a。
69.图6c示出,具有多个节段518a、518b、518c和518d以及联动件514a、514b、514c和514d的背衬512可经由多个铰链516b、516c和516d相对于彼此选择性地移动。为了清楚起见,图6c未例示玻璃基板,所述玻璃基板位于粘结介质800的顶部上并与之邻接。多个节段518a、518b、518c和518d的选择性移动已经完成,以为背衬512在节段518a、518b、518c和518d之间提供期望的曲率。此曲率可经由粘结介质800传递到玻璃基板。粘结介质800已经被施加到节段518a、518b、518c和518d并且施加在铰接接头516a、516b、516c、516d等之上,并且当粘结介质800固化或部分固化时,其可以与先前参考图5a所描述的方式类似的方式在位置上锁定多个节段518a、518b、518c和518d以及联动件514a、514b、514c和514d。
70.如图6c所示,背衬512和粘结介质800的中央部分的曲率半径可在500μm内或小于玻璃基板402(图2)的弯曲部分408(图2)的曲率半径。此公差可受到用于形成显示器400(图2)的方法和成型设备的影响,如参考图7a和图7b进一步讨论的。
71.图7a和图7b示出包括成型设备900的方法900。成型设备900可以是如先前所描述
的背衬412。方法900可包括成型设备902,所述成型设备902可使其节段和/或联动件选择性地移动以提供成型设备900的期望的曲率(或其他形状)。参考包括夹具和压板的测试模具例示方法900。然而,预期方法900可利用真空成型设备(也称为真空吸盘)来冷成型如先前所讨论的玻璃基板402。此类真空成型设备在本领域中已知用于冷成型。增压室或诸如由压板或其他装置中的一者或两者所限定的一个增压室可有利于与成型设备和/或玻璃基板的压力差。
72.如在图7a中最佳示出的,成型设备902可任选地定位在与玻璃基板相接的相对的压板之间,其中粘结介质以先前描述的方式定位在其间。粘结介质可被施加到玻璃基板并粘合。成型设备可通过粘结介质的剩余的暴露侧粘合到玻璃基板和粘结介质。粘结介质可通过与压入粘结介质的联动件的一个或多个表面接合而将多个联动件中的一个或多个联动件(或多个节段的一个或多个节段)保持在期望的角度以进行冷成型。先前已在本文中讨论了将联动件与期望的角度一起固定(有时在本文中称为锁定)的各种特征或技术。组件(包括玻璃基板、粘结介质和成型设备)可保持在真空模具中或以其他方式(例如,用模具形成的压力等)压缩,直到粘结介质足够坚固以保持所期望的冷成型曲率。此冷成型曲率可经由粘结介质从成型设备传递到玻璃基板。然后可任选地从显示器上移除成型设备和/或粘结介质。
73.根据所述方法的一个实施方案,玻璃基板的曲率半径可通过如先前所描述的成型设备902来限定。回看,成型设备902可成为显示器的一部分,也可不成为显示器的一部分。成型设备902可具有可移动的节段/联动件,以实现所期望的曲率半径,如先前所描述。例如,这些节段/联动件可以是可重复使用的和/或可程序化的。
74.因此,图7a和图7b例示根据一个实施方案的冷成型用于车辆内饰系统的显示器、控制台或其他特征或部件的方法900。方法900可包括:将粘合剂施加到玻璃基板,将成型设备902定位在玻璃基板上,其中粘合剂定位在其间,使得成型设备联接到粘合剂,其中所述成型设备包括被构造来可选择性地移动以沿成型设备的第一主表面呈现曲率半径的多个联动件,将期望的力施加到玻璃基板和成型设备902以压缩粘合剂,以及保持施加所期望的力以在玻璃基板被夹持到成型设备的情况下将所述粘合剂压缩所期望的持续时间。方法900还可任选地包括:锁定铰接接头,以相对于多个联动件中的至少另一个定位多个联动件中的一个,并且以减少或消除多个联动件中的一个与多个联动件中的至少另一个之间的基本相对移动。
75.图8示出显示器1000的一部分,其正经受其玻璃基板1002的屈曲。此屈曲在此玻璃基板1002中形成曲率半径1003。玻璃基板的屈曲是通过与致动器1006组合使用的背衬1004(例如,与背衬512相同或类似)来执行的。背衬1004和致动器1006的此组合可有利于显示器1000的动态移动。根据图9a和图9d的实例,致动器1006可包括利用联接到背衬1004的第一部分1004a和背衬1004的第二部分1004b的线材或其他线的卷筒(未示出)。第一部分1004a和第二部分1004b可位于显示器1000的相反端部上。
76.图9a至图9d例示动态地更改显示器1101的形状的方法1100。显示器1101可包括玻璃基板1102、背衬1104(诸如先前描述的那些中的任一个)以及任选地框架1105。图9a示出在经由如先前描述的粘结介质施加到玻璃基板1102和框架1105之前的单独的背衬1104。图9b示出附接到玻璃基板1102和框架1105的背衬1104。图9c示出,至少一个致动器1106(此处
为具有轴1110的多个马达1108)可联接到背衬1104的特定的一个或多个节段或一个或多个联动件。至少一个致动器1106可被布置成跨背衬1104的一部分或全部延伸。图9d示出,至少一个致动器1106可移动背衬1104的特定的一个或多个节段或一个或多个联动件。这可有利于显示器1101的动态移动,诸如以沿其玻璃基板1102的表面形成弯曲区域1112。
77.以范围格式表示的值应当以灵活的方式进行解释,以便不仅包括作为范围限制明确列举的数值,而且还包括涵盖在该范围内的所有单独数值或子范围,好像每个数值和子范围都得到明确列举一样。例如,“约0.1%至约5%”或“约0.1%至5%”的范围应当解释为不仅包括约0.1%至约5%,而且还包括单独的值(例如1%、2%、3%和4%)以及指示范围内的子范围(例如0.1%至0.5%、1.1%至2.2%、3.3%至4.4%)。除非另外指出,否则陈述“约x至y”具有与“约x至约y”相同的含义。同样地,除非另外指出,否则陈述“约x、y或约z”与“约x、约y或约z”具有相同的含义。
78.在本文档中,除非上下文另外明确指出,否则术语“一”、“一个”或“所述”用于包括一个或多个。除非另外指出,否则术语“或”用于指代非排他性的“或”。此外,应当理解,本文中所采用且未另外限定的措辞或术语仅出于描述而不是限制的目的。章节标题的任何使用均旨在帮助阅读本文档,而不应当解释为限制性的;与章节标题相关的信息可发生在该特定章节之内或之外。此外,本文档中所参考的全部出版物、专利以及专利文档的全部内容都以引用的方式并入本文中,如同被单独地以引用方式并入一样。在本文档与以引用方式并入的那些文档之间出现不一致用法时,所并入的参考文献的用法应当被认为是本文档用法的补充;对于不可调和的不一致,以本文档中的用法为准。
79.如本文所使用,术语“约”、“通常”或“对应”可允许值或范围的变化程度,例如,在规定值或规定限制范围的10%以内、5%以内或1%以内。
80.如本文所使用,术语“基本上”或“基本”是指至少约50%、60%、70%、80%、90%、95%、96%、97%、98%、99%、99.5%、99.9%、99.99%或至少约99.999%或更多的大多数或大部分。
81.本公开提供以下实施例,其编号不应被解释为指定重要性级别:
82.实施例1是一种用于在车辆内饰系统内容纳一个或多个显示模块或其他部件的设备。所述设备可任选地包括具有弯曲部分的玻璃基板、背衬和粘结介质。所述背衬可被构造来支撑所述玻璃基板。所述背衬可包括多个联动件。所述多个联动件中的一个或多个可能够选择性地移动以与所述玻璃基板的所述弯曲部分的曲率半径相接并与之对应。所述粘结介质可将所述玻璃基板附接到所述背衬。
83.实施例2是如实施例1所述的设备,其中所述背衬可包括通过连接所述多个联动件而形成的网状物。
84.实施例3是如实施例2所述的设备,其中所述网状物可包括锁链。
85.实施例4是如实施例1至3中任一项所述的设备,其任选地还包括将所述多个联动件中的一个与所述多个联动件中的至少第二个连接的铰接接头。所述多个联动件中的所述至少一个可能够经由所述铰接接头相对于所述多个联动件中的所述至少第二个移动。
86.实施例5是如实施例4所述的设备,其中所述铰接接头可使所述多个联动件中的至少第三个与所述多个联动件中的至少第四个交联。所述多个联动件中的所述至少第三个和所述多个联动件中的所述至少第四个可与所述多个联动件中的所述至少一个和所述多个
联动件中的所述至少第二个的相应联动件大体平行定位。
87.实施例6是如实施例5中任一项所述的设备,其中所述铰接接头可不被所述粘结介质覆盖,并且任选地还包括一个或多个致动器,所述一个或多个致动器可被构造来将所述多个联动件中的一个或多个驱动到期望位置,以形成所述玻璃基板的所述弯曲部分。
88.实施例7是如实施例1至5中任一项所述的设备,其还包括一个或多个致动器,所述一个或多个致动器可被构造来将所述多个联动件中的一个或多个驱动到期望位置,以控制和成形所述玻璃基板的所述弯曲部分的曲率或位置中的一者或多者。
89.实施例8是如实施例1至7中任一项所述的设备,其中所述粘结介质可包括vhb胶带、泡沫胶带、刚性聚合物、顺应性聚合物或完全或部分固化的结构粘合剂中的一者或多者。
90.实施例9是如实施例1至8中任一项所述的设备,其中所述背衬可具有有利于将所述背衬与所述粘结介质联接的一个或多个特征。
91.实施例10是如实施例1至9中任一项所述的设备,其任选地还包括联接到所述玻璃基板的框架。
92.实施例11是如实施例1至10中任一项所述的设备,其中所述粘结介质可在固化时锁定所述多个联动件的相对位置。
93.实施例12是如实施例11所述的设备,其中所述背衬的至少一部分或全部可在安装到所述车辆内饰系统中之前,从所述设备上移除。
94.实施例13是一种冷成型用于车辆内饰系统的显示器或控制台的方法。所述方法可任选地包括以下任一种或其组合:将粘合剂施加到玻璃基板,将成型设备定位在所述玻璃基板上,其中所述粘合剂定位在其间,使得所述成型设备联接到所述粘合剂,其中所述成型设备包括被构造来可选择性地移动以沿所述成型设备的第一主表面呈现曲率半径的多个联动件,将期望的力施加到所述玻璃基板和所述成型设备以压缩所述粘合剂,以及保持施加所期望的力以在所述玻璃基板被夹持到所述成型设备的情况下将所述粘合剂压缩所期望的持续时间。
95.实施例14是如实施例13所述的方法,其任选地还包括将所述多个联动件中的一个与所述多个联动件中的至少另一个连接的铰接接头,并且其中所述多个联动件中的至少两个可经由所述铰接接头相对于彼此选择性地移动。
96.实施例15是如实施例14所述的方法,其任选地还包括:锁定所述铰接接头,以相对于所述多个联动件中的所述至少另一个定位所述多个联动件中的所述一个,并且以减少或消除所述多个联动件中的所述一个与所述多个联动件中的所述至少另一个之间的基本相对移动。
97.实施例16是如实施例15所述的方法,其中所述锁定可包括以下中的至少一项:用所述粘合剂保持所述多个联动件,通过将第二粘合剂施加在所述铰接接头之上或在所述铰接接头附近保持所述多个联动件,将所述粘合剂施加在所述铰接接头之上,使所述铰接接头的凹形部分与所述铰接接头的凸形部分匹配或在所述铰接接头处建立卡扣配合连接。
98.实施例17是如实施例13至16中任一项所述的方法,其任选地还包括通过所述冷成型的方法制造的设备。
99.实施例18是一种用于车辆的显示器、控制台或其他部件的系统。所述系统可任选
地包括具有弯曲部分的玻璃基板、背衬、成型设备和粘结介质。所述背衬可被构造来支撑所述玻璃基板。所述背衬可包括第一多个联动件。所述第一多个联动件中的一个或多个可能够选择性地移动以与所述玻璃基板的所述弯曲部分的曲率半径相接并与之对应。所述成型设备可被构造来提供具有所述弯曲部分的所述玻璃基板。所述成型设备可包括第二多个联动件,所述第二多个联动件被构造来可选择性地移动以沿所述成型设备的第一主表面呈现第二曲率半径。所述第二曲率半径可与所述玻璃基板的所述弯曲部分的所述曲率半径相对应。所述粘结介质可被构造来将所述玻璃基板附接到所述背衬或所述成型设备中的一者。
100.实施例19是如实施例18所述的系统,其中所述第一多个联动件可通过第一多个铰接接头连接,并且所述第二多个联动件可通过第二多个铰接接头连接。
101.实施例20是如实施例19所述的系统,其中所述第一多个铰接接头可被构造来将所述第一多个联动件中的一个或多个选择性地在位置上锁定在期望位置处。
102.实施例21是如实施例19所述的系统,其中所述第二多个铰接接头可被构造来将所述第二多个联动件中的一个或多个选择性地在位置上锁定在期望位置处。
103.实施例22是如实施例18至21中任一项所述的系统,其任选地还包括被构造来联接到所述玻璃基板的框架。
104.实施例23是如实施例18至22中任一项所述的系统,其中所述粘结介质可在固化时锁定所述第二多个联动件的相对位置。
105.实施例24是如实施例18至22中的任一项所述的系统,其任选地还包括一个或多个致动器,所述一个或多个致动器被构造来将所述第一多个联动件中的一个或多个驱动到期望位置,以形成所述玻璃基板的所述弯曲部分。
106.实施例25是如实施例18至22中任一项所述的系统,其任选地还包括一个或多个致动器,所述一个或多个致动器被构造来将所述第一多个联动件中的一个或多个驱动到期望位置,以控制和成形所述玻璃基板的所述弯曲部分的曲率或位置中的一者或多者。
107.实施例26是前述实施例中任一项或任意组合,或者是前述实施例中任一项或任意组合的各方面、部分、元件或特征。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1