一种PCB电子产品装配智能产线的制作方法
一种pcb电子产品装配智能产线
技术领域
1.本发明属于实训装置领域,具体涉及一种pcb电子产品装配智能产线。
背景技术:
2.随着我国工业水平及工业自动化水平的不断提高,工业自动化应用越来越广泛,相应的技能人才缺口越来越大,各行业、企业对这类人才的需求十分迫切。传统的机电一体化和自动化控制技能人才培训存在重理论、轻实操的缺陷,学员在培训时,在学习理论知识后无法及时的进行实训,教学效果差,虽然学员有时也可以得到一些实训的机会,但是目前的实训都是直接操作工厂用的机电一体化和自动化控制装置或简陋的指示灯模拟系统,其并不适用于教学,教学效果非常有限,这就造成目前机电一体化和自动化控制技能人才存在培训时间长、效果差的缺陷。
技术实现要素:
3.本发明的目的在于提供一种pcb电子产品装配智能产线,其采用应用广泛的工业自动化配件为核心应用实际产品作为载体,更接近实际流水产线生产中的应用,提高实训效率和效果。
4.本发明是通过如下技术方案来实现的:
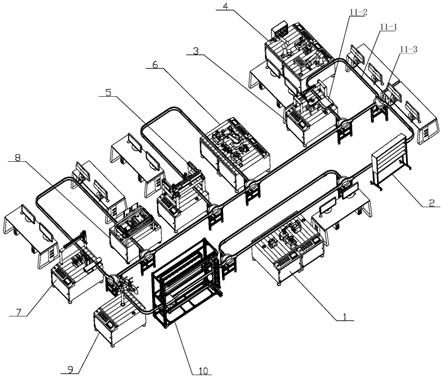
5.即一种pcb电子产品装配智能产线,其特征在于,包括用轨道小车运输系统连接的外壳配件供料工作站、pcb电路板存储工作站、车载香薰装配工作站、机器人协作装配工作站、温湿度计螺钉装配工作站、机器人装配工作站、打码及检测工作站、成品包装工作站、贴标工作站和立体仓储工作站。
6.轨道小车运输系统为现有技术成熟产品,其优选但不限于采用德国montratec输送系统,其包括小车(电动单轨小车、多工位设计)、轨道(单轨轨道)和变轨机构(道岔机构)。小车自带驱动系统和控制器系统,轨道侧面带有滑触线,小车运行过程中与这些滑触线接触,给小车供电,在每一个需要停止的位置,均为小车设置一个专用停止位,小车可以通过plc及停止位的对应传感器控制启停,轨道的变轨机构是通过旋转装置带动一段轨道旋转一定角度,当需要变轨时旋转装置带动轨道与对应的轨道衔接,小车自带的控制器系统可与各工作站的plc协作控制,根据需求设置动作。
7.本发明的轨道小车运输系统的轨道采用环形交叉布置结构,将各工作站连接,每个工作站处设有变轨机构,可以根据需要控制小车依次通过各工作站,进行整体操作实训,也可以控制小车通过设定的1个或部分工作站,进行单独单独操作实训或部分工作站联合实训。
8.本发明的轨道小车运输系统的变轨机构只要能够实现变轨功能即可,其可以采用现有技术已知的变轨装置,例如变轨机构的结构和原理可以同专利号cn201920544265.6,名称为一种旋转式道岔装置的专利技术。
9.进一步的,本发明的外壳配件供料工作站,包含第一控制柜单元,第一控制柜单元
的柜体内部设有第一plc模块,柜体外前侧设有第一控制面板,柜体外上端面设有第一型材安装底板,第一型材安装底板上安装有旋转机械手取料单元,旋转机械手取料单元的侧面分别设有车载香薰上盖供料单元、车载香薰后盖供料单元和温湿度计上盖供料单元;
10.本发明的车载香薰上盖供料单元、车载香薰后盖供料单元和温湿度计上盖供料单元均位于旋转机械手取料单元的取料范围之内,通过本工作站的轨道上的小车专用停止位,也在旋转机械手取料单元的取料范围之内。
11.旋转机械手取料单元包括通过竖向的支撑腿安装在第一型材安装底板上的水平的旋转机械手取料单元固定板,旋转机械手取料单元固定板的上端面设有旋转轴承,旋转轴承中部设有转轴,转轴贯通旋转机械手取料单元固定板,其上端安装有竖直向上的旋转机械手取料单元升降气缸,旋转机械手取料单元升降气缸的伸缩杆与水平的旋转机械手取料单元伸缩气缸连接,旋转机械手取料单元伸缩气缸的伸缩杆与竖向的旋转机械手取料单元吸盘支架连接,旋转机械手取料单元吸盘支架的下端设有指向下方的旋转机械手取料单元吸盘,旋转机械手取料单元固定板下方设有旋转机械手取料单元减速电机,旋转机械手取料单元减速电机的输出轴通过传动装置与旋转轴承的转轴连接,旋转机械手取料单元固定板上设有4个旋转机械手取料单元电感传感器;
12.本发明的4个旋转机械手取料单元电感传感器优选但不限于等分圆周分布在固定板上,其分别用于检测伸缩气缸旋转至车载香薰上盖供料单元、车载香薰后盖供料单元、温湿度计上盖供料单元和经过本工作站的小车专用停车位的位置。
13.车载香薰上盖供料单元包括安装在第一型材安装底板上的车载香薰上盖供料单元供料支架,车载香薰上盖供料单元供料支架包括水平的车载香薰上盖供料单元上固定板、水平的车载香薰上盖供料单元下固定板和竖向的支撑腿,车载香薰上盖供料料仓竖向安装在车载香薰上盖供料单元下固定板上,车载香薰上盖供料单元上固定板上设有车载香薰上盖供料口,车载香薰上盖供料料仓内部设有车载香薰上盖出料托盘,车载香薰上盖放置在车载香薰上盖出料托盘上,车载香薰上盖料仓的一侧设有竖向安装在车载香薰上盖供料单元供料支架上的车载香薰上盖供料丝杠,车载香薰上盖供料丝杠上设有车载香薰上盖供料丝杠螺母,车载香薰上盖出料托盘和车载香薰上盖供料丝杠螺母通过连接杆连接,车载香薰上盖料仓的侧面设有供连接杆上下移动的升降槽,靠近车载香薰上盖供料丝杠螺母的一根支撑腿内侧上部和下部分别设有车载香薰上盖出料托盘限位微动开关,车载香薰上盖供料支架上设有与车载香薰上盖供料丝杠连接的车载香薰上盖供料直流减速电机,车载香薰上盖供料口处设有车载香薰上盖料仓供料光电传感器;
14.本发明车载香薰上盖供料单元的两个车载香薰上盖出料托盘限位微动开关用于检测车载香薰上盖出料托盘的上、下行程。
15.车载香薰后盖供料单元包括安装在第一型材安装底板上的车载香薰后盖供料单元供料支架,车载香薰后盖供料单元供料支架包括水平的车载香薰后盖供料单元上固定板、水平的车载香薰后盖供料单元下固定板和竖向的支撑腿,车载香薰后盖供料单元上固定板上设有车载香薰后盖料仓固定板,车载香薰后盖料仓固定板上设有盛放车载香薰后盖的车载香薰后盖料仓,车载香薰后盖料仓为镂空设计的井式料仓,其包括4根等分圆周分布的立柱,4根立柱的上端设有圆形筒圈,下端安装在车载香薰后盖料仓固定板上,车载香薰后盖料仓固定板上设有车载香薰后盖供料口,车载香薰后盖供料口处设有车载香薰后盖供
料光电传感器,车载香薰后盖供料口下方设有车载香薰后盖推料板,车载香薰后盖推料板上端面设有与车载香薰后盖匹配的凹槽,车载香薰后盖供料单元上固定板的下端面设有车载香薰后盖供料推缸,车载香薰后盖供料推缸上方的车载香薰后盖供料单元上固定板上设有贯通板体的导向长条孔,车载香薰后盖供料推缸的伸缩杆前端设有竖向穿过导向长条孔的连接销轴,连接销轴的上端与车载香薰后盖推料板下端面连接;
16.温湿度计上盖供料单元包括安装在第一型材安装底板上的温湿度计上盖供料单元支架,温湿度计上盖供料单元支架包括水平的温湿度计上盖供料单元上固定板、水平的温湿度计上盖供料单元下固定板和竖向的支撑腿,温湿度计上盖供料单元上固定板的一侧设有竖向的温湿度计上盖料仓,温湿度计上盖料仓下端出料口和温湿度计上盖供料单元上固定板之间设有间隙,间隙高度与温湿度计上盖厚度匹配,温湿度计上盖供料单元上固定板另一侧设有温湿度计上盖供料定位件,温湿度计上盖供料单元上固定板的下方设有温湿度计上盖推料组件,温湿度计上盖推料组件包括安装在温湿度计上盖供料单元下固定板上的温湿度计上盖推料组件支架,温湿度计上盖推料组件支架上设有竖向的温湿度计上盖推料组件升降气缸,温湿度计上盖推料组件升降气缸的伸缩杆上设有温湿度计上盖推料组件水平推缸,温湿度计上盖推料组件水平推缸的伸缩杆设有竖向的温湿度计上盖推料组件推杆,温湿度计上盖推料组件推缸上设有一个u型推板,温湿度计上盖供料单元上固定板上设有与温湿度计上盖推料组件推缸上端推板匹配的两条导向长条孔。
17.本工作站用于车载香薰上盖、车载香薰后盖、温湿度计上盖的存储及供料,旋转机械手取料单元将车载香薰上盖、车载香薰后盖、温湿度计上盖吸取后分别放置到小车上,进入下一工作站。
18.进一步的,本发明的外壳配件供料工作站和车载香薰装配工作站之间还设有pcb电路板存储工作站,pcb电路板存储站包括竖向的pcb电路板存储货架,pcb电路板存储货架上设置设有多层水平的pcb电路板放置板,每层pcb电路板放置板上设有铺设有防静电板。
19.作为一个优选方案,pcb电路板存储货架的顶部和两侧均设有有机玻璃防护板。
20.本工作站用于存储温湿度计电路板,温湿度计电路板人工焊接完成后,可以存储在此工作站,其具有两种用途:
21.1)后续工作站设有温湿度计电路板放置库,本工作站的温湿度计电路板用于给后续工作站的温湿度计电路板放置库储备温湿度计电路板,小车经过本站时,无需停止,无需带走温湿度计电路板;
22.2)小车经过本站时,停止,采用人工放置的办法放置温湿度计电路板,运行至后续工作站进行温湿度计组装,此时后续工作站的温湿度计电路板放置库无需使用。
23.进一步的,本发明的车载香薰装配工作站包括第三控制柜单元,第三控制柜单元的柜体内部设有第三plc模块,柜体外前侧设有第三控制面板,柜体外上端面设有第三型材安装底板,第三型材安装底板上安装有第三横向移动取料单元,第三横向移动取料单元的一侧设有车载香薰后盖拧盖装置;
24.第三横向移动取料单元包括安装在第三型材安装底板上的第三横向移动取料单元龙门支架,第三横向移动取料单元龙门支架的水平横杆上安装有水平的第三横向移动取料单元无杆气缸,第三横向移动取料单元无杆气缸通过连接杆与竖向的第三横向移动取料单元升降气缸连接,第三横向移动取料单元升降气缸的伸缩杆与指向前方的第三横向移动
取料单元横向伸缩气缸连接,第三横向移动取料单元横向伸缩气缸的伸缩杆与第三吸盘支架连接,第三吸盘支架上设有竖直向下的第三吸盘;
25.车载香薰后盖拧盖装置包括安装在第三型材安装底板上的车载香薰后盖拧盖装置支架,车载香薰后盖拧盖装置支架包括车载香薰后盖拧盖装置上固定板、车载香薰后盖拧盖装置下固定板,车载香薰后盖拧盖装置上固定板和车载香薰后盖拧盖装置下固定板之间,车载香薰后盖拧盖装置下固定板和第三型材安装底板之间分别设有支撑腿,车载香薰后盖拧盖装置上固定板和车载香薰后盖拧盖装置下固定板之间设有两根对称设置的升降平台导向轴,两根升降平台导向轴之间设有安装在车载香薰后盖拧盖装置下固定板上的车载香薰后盖拧盖装置升降气缸,车载香薰后盖拧盖装置升降气缸的伸缩杆上端与车载香薰后盖拧盖装置升降板连接,车载香薰后盖拧盖装置升降板两端分别通过直线轴承与两根升降平台导向轴连接,所述车载香薰后盖拧盖装置升降板的上端设有向前凸出的水平的车载香薰后盖拧盖装置直流减速电机固定板,车载香薰后盖拧盖装置直流减速电机固定板上设有竖直向下的车载香薰后盖拧盖装置直流减速电机,车载香薰后盖拧盖装置直流减速电机下端的输出轴通过联轴器与车载香薰后盖拧盖装置扭矩传感器连接,所述车载香薰后盖拧盖装置扭矩传感器与车载香薰后盖拧盖装置升降板之间通过车载香薰后盖拧盖装置扭矩传感器固定板连接,车载香薰后盖拧盖装置扭矩传感器输出端的下端套装有车载香薰后盖拧盖装置卡销定位板,车载香薰后盖拧盖装置卡销定位板的两端设有指向下方的车载香薰后盖拧盖装置拧紧卡销,车载香薰后盖拧盖装置卡销定位板的上方设有安装在车载香薰后盖拧盖装置扭矩传感器输出端上的车载香薰后盖拧盖装置弹簧导向定位件,车载香薰后盖拧盖装置弹簧导向定位件两端设有竖直向下的卡销定位板导向轴,车载香薰后盖拧盖装置弹簧导向定位件和车载香薰后盖拧盖装置卡销定位板之间的车载香薰后盖拧盖装置扭矩传感器输出端外套装有弹簧,车载香薰后盖拧盖装置卡销定位板下方设有安装在车载香薰后盖拧盖装置下固定板上的车载香薰定位板,车载香薰定位板两侧对称设有安装在车载香薰后盖拧盖装置下固定板上的车载香薰夹紧气缸,车载香薰定位板上放置有车载香薰上盖。
26.本发明车载香薰后盖拧盖装置的车载香薰上盖设有两个与车载香薰后盖拧盖装置拧紧卡销匹配的拧紧凹槽,车载香薰后盖拧盖装置拧紧卡销插入拧紧凹槽后,旋转带动车载香薰上盖和车载香薰后盖拧紧。
27.本工作站的第二分支轨道从第三横向移动取料单元龙门支架下方穿过,小车专用停车位的位置位于第三横向移动取料单元的取料范围之内,本工作站的第三横向移动取料单元将小车上的车载香薰上盖和车载香薰后盖依次放入车载香薰后盖拧盖装置,将车载香薰上盖和车载香薰后盖拧紧,第三横向移动取料单元将拧紧后的车载香薰重新放回小车,下车进入下一工作站。
28.进一步的,本发明的机器人协作装配工作站包括第四控制柜单元,第四控制柜单元的柜体内部设有第四plc模块,柜体外前侧设有第四控制面板,柜体外上端面设有第四型材安装底板,第四型材安装底板上安装有两套机器人抓取组件,第一机器人抓取组件的活动范围内设有安装在第四型材安装底板上的温湿度计电路板放置库和温湿度计底盖料库供料单元,第二机器人抓取组件的活动范围内设有安装在第四型材安装底板上的甲醛检测仪压装平台、甲醛检测仪外壳及电路板放置库;
29.本发明的控制面板设置有两套,分别控制两套机器人抓取组件及其对应的单元。
30.第一、第二机器人抓取组件包括安装在第四型材安装底板上的机器人安装底板,机器人安装在机器人安装底板上,机器人的前端设有吸盘支架,吸盘支架上安装有吸盘;
31.温湿度计电路板放置库包括温湿度计电路板放置库支架,温湿度计电路板放置库支架包括温湿度计电路板放置库固定板和支撑腿,温湿度计电路板放置库固定板上设有多个温湿度计电路板支撑柱,温湿度计电路板放置在温湿度计电路板支撑柱上;
32.温湿度计底盖料库供料单元包括安装在第四型材安装底板上的温湿度计底盖料库供料单元供料支架,温湿度计底盖料库供料单元供料支架包括水平的温湿度计底盖料库供料单元上固定板、水平的温湿度计底盖料库供料单元下固定板和竖向的支撑腿,温湿度计底盖料库竖向安装在温湿度计底盖料库供料单元下固定板上,温湿度计底盖料库供料单元上固定板上设有温湿度计底盖供料口,温湿度计底盖料库内部设有温湿度计底盖出料托盘,温湿度计底盖放置在温湿度计底盖出料托盘上,温湿度计底盖料库的一侧设有竖向安装在温湿度计底盖料库供料单元供料支架上的温湿度计底盖供料丝杠,温湿度计底盖供料丝杠上设有温湿度计底盖供料丝杠螺母,温湿度计底盖出料托盘和温湿度计底盖供料丝杠螺母通过连接杆连接,温湿度计底盖料库的侧面设有供连接杆上下移动的升降槽,靠近温湿度计底盖供料丝杠螺母的一根支撑腿内侧上部和下部分别设有温湿度计底盖出料托盘限位微动开关,温湿度计底盖供料支架上设有与温湿度计底盖供料丝杠连接的温湿度计底盖供料直流减速电机,温湿度计底盖供料口处设有温湿度计底盖料库供料光电传感器;
33.本发明温湿度计底盖料库供料单元的两个温湿度计底盖出料托盘限位微动开关用于检测温湿度计底盖出料托盘的上、下行程。
34.甲醛检测仪压装平台包括安装在第四型材安装底板上的甲醛检测仪压装平台支架,甲醛检测仪压装平台支架包括水平的甲醛检测仪压装平台上固定板、水平的甲醛检测仪压装平台下固定板和竖向的支撑腿,甲醛检测仪压装平台上固定板上设有甲醛检测仪压装气缸龙门架,甲醛检测仪压装气缸龙门架的上端水平横杆上安装有竖直向下的甲醛检测仪压装气缸,甲醛检测仪压装气缸的伸缩杆下端安装有水平的甲醛检测仪压装压板,甲醛检测仪压装气缸龙门架下方设有甲醛检测仪压装定位板,甲醛检测仪压装定位板下方的甲醛检测仪压装平台下固定板上设有甲醛检测仪压装定位板直线导轨和甲醛检测仪压装定位板导向长条孔,甲醛检测仪压装定位板安装在甲醛检测仪压装定位板直线导轨上,甲醛检测仪压装平台下固定板底面安装有甲醛检测仪压装定位板推拉气缸,甲醛检测仪压装定位板推拉气缸的伸缩杆前端设有竖直向上的圆柱销,圆柱销穿过甲醛检测仪压装定位板导向长条孔与甲醛检测仪压装定位板底部连接,甲醛检测仪压装定位板的一侧设有甲醛检测仪光电传感器;
35.甲醛检测仪外壳及电路板放置库包括竖向的甲醛检测仪存储货架,甲醛检测仪存储货架上设有水平的甲醛检测仪外壳放置板和甲醛检测仪电路板放置板,甲醛检测仪外壳放置板和甲醛检测仪电路板放置板两端和甲醛检测仪存储货架侧板之间设有甲醛检测仪存储货架放置板直线导轨,上述每层放置板的底部安装有甲醛检测仪存储货架放置板推拉气缸,甲醛检测仪存储货架放置板推拉气缸的伸缩杆前端与对应放置板连接,甲醛检测仪存储货架放置板推拉气缸的缸体固定在甲醛检测仪存储货架的后侧板上;
36.甲醛检测仪存储货架的顶部和侧面均覆盖有有机玻璃防护板。
37.第二分支轨道位于本工作站第一机器人抓取组件一侧,第二分支轨道上的小车处于第一机器人抓取组件的活动范围之内,本工作站用于温湿度计电路板、温湿度计底盖、甲醛检测仪外壳及电路板的存放及供料,利用第二机器人抓取组件将甲醛检测仪外壳及电路板放置到甲醛检测仪压装平台完成压装,压装完毕后,第一机器人抓取组件和第二机器人抓取组件将组装后的甲醛检测仪外壳及电路板协作抓取放置到小车上,小车进入下一工作站。
38.进一步的,本发明的温湿度计螺钉装配工作站包括第五控制柜单元,第五控制柜单元的柜体内部设有第五plc模块,柜体外前侧设有第五控制面板,柜体外上端面设有第五型材安装底板,第五型材安装底板的两侧上方通过第五x轴电缸支架设有对称的第五x轴电缸,第五y轴电缸的两端分别安装在两条第五x轴水平电缸的滑块上,第五z轴竖向电缸安装在第五y轴水平电缸的滑块上,第五z轴竖向电缸的滑块上安装有指向下方的第五螺丝机,第五型材安装底板上设有第五送钉器。
39.第三分支轨道穿过第五x轴电缸支架,第三分支轨道上的小车位于第五螺丝机的活动范围之内,本工作站利用螺丝机对小车上的温湿度计进行装配,将温湿度计电路板安装固定在在温湿度计上盖的安装位置,装配完成后,小车进入下一站。
40.进一步的,本发明的机器人装配工作站包括第六控制柜单元,第六控制柜单元的柜体内部设有第六plc模块,柜体外前侧设有第六控制面板,柜体外上端面设有第六型材安装底板,第六型材安装底板上安装有六自由度机器人抓取组件,六自由度机器人抓取组件的活动范围内设有安装在第六型材安装底板上的干电池料库供料单元、甲醛检测仪电池盖料库、温湿度计后盖压装平台、换手组件、甲醛检测仪电池盖压装平台、纽扣电池后盖料库和纽扣电池料库供料单元;
41.六自由度机器人抓取组件包括安装在第六型材安装底板上的机器人底板,六自由度机器人安装在机器人底板上,六自由度机器人的前端安装有气动换手装置。
42.干电池料库供料单元包括安装在第六型材安装底板上的干电池料库支架,干电池料库支架包括干电池料库支架上固定板、干电池料库支架下固定板和支撑腿,干电池料库支架上固定板上设有竖向的干电池料库,干电池料库下端出料口与干电池料库支架上固定板之间设有间隙,间隙高度与干电池料库内干电池的高度相同,干电池料库下端出料口的前侧设有干电池定位板,干电池料库下端出料口的后侧设有干电池料库供料推杆,干电池料库支架上固定板的底部设有干电池料库供料推缸,干电池料库后侧的干电池料库支架上固定板上设有干电池供料导向长条孔,干电池料库供料推缸的伸缩杆前端设有竖直向上的连接杆,连接杆穿过干电池供料导向长条孔与干电池料库供料推杆连接,干电池料库下端出料口的一侧设有干电池料库供料光电传感器;
43.甲醛检测仪电池盖料库供料单元包括安装在第六型材安装底板上的甲醛检测仪电池盖料库支架,甲醛检测仪电池盖料库支架包括甲醛检测仪电池盖料库固定板和支撑腿,甲醛检测仪电池盖料库固定板上设有竖向的甲醛检测仪电池盖料库,甲醛检测仪电池盖料库下端出料口与甲醛检测仪电池盖料库固定板之间设有间隙,间隙高度与甲醛检测仪电池盖的高度相同,甲醛检测仪电池盖料库固定板的前侧设有甲醛检测仪电池盖定位板,后侧设有甲醛检测仪电池盖料库供料推板,甲醛检测仪电池盖料库固定板的底部安装有甲醛检测仪电池盖料库供料推缸,甲醛检测仪电池盖料库后侧的甲醛检测仪电池盖料库固定
板外套装有推板环,甲醛检测仪电池盖料库供料推缸的伸缩杆与推板环的底部连接,甲醛检测仪电池盖料库供料推板与推板环的上部连接,甲醛检测仪电池盖料库的底部一侧设有甲醛检测仪电池盖料库供料光电传感器;
44.温湿度计后盖压装平台包括安装在第六型材安装底板上的温湿度计后盖压装平台支架,温湿度计后盖压装平台支架包括水平的温湿度计后盖压装平台上固定板、水平的温湿度计后盖压装平台下固定板和竖向的支撑腿,温湿度计后盖压装平台上固定板上设有温湿度计后盖压装气缸龙门架,温湿度计后盖压装气缸龙门架的上端水平横杆上安装有竖直向下的温湿度计后盖压装气缸,温湿度计后盖压装气缸的伸缩杆下端安装有水平的温湿度计后盖压装压板,温湿度计后盖压装气缸龙门架下方设有温湿度计后盖压装定位板,温湿度计后盖压装定位板下方的温湿度计后盖压装平台下固定板上设有温湿度计后盖压装定位板直线导轨和温湿度计后盖压装定位板导向长条孔,温湿度计后盖压装定位板安装在温湿度计后盖压装定位板直线导轨上,温湿度计后盖压装平台下固定板底面安装有温湿度计后盖压装定位板推拉气缸,温湿度计后盖压装定位板推拉气缸的伸缩杆前端设有竖直向上的圆柱销,圆柱销穿过温湿度计后盖压装定位板导向长条孔与温湿度计后盖压装定位板底部连接,温湿度计后盖压装定位板的一侧设有温湿度计后盖光电传感器;
45.换手组件包括安装在第六型材安装底板上的上的换手组件支架,换手组件支架的上部设有三个向前侧伸出的水平的换手组件夹具固定板,换手组件夹具固定板的前端设有换手组件夹具卡槽,每个卡槽的两侧设有对称的换手组件夹具定位销,三个不同的换手组件机械手分别通过换手组件夹具卡槽、换手组件夹具定位销悬挂在换手组件支架上,第一换手组件机械手从上向下依次为第一机械手自动换手夹具、第一机械手定位板、第一机械手支架和第一机械手拧盖螺丝刀,第二换手组件机械手从上向下依次为第二机械手自动换手夹具、第二机械手定位板、第二机械手平行气爪和第二机械手干电池夹爪,第三换手组件机械手从上向下依次为第三机械手自动换手夹具、第三机械手定位板、第三机械手吸盘支架和第三机械手吸盘,上述三个机械手定位板的两端设有与换手组件夹具定位销匹配的定位销孔;
46.甲醛检测仪电池盖压装平台包括安装在第六型材安装底板上的甲醛检测仪电池盖压装平台支架,甲醛检测仪电池盖压装平台支架包括水平的甲醛检测仪电池盖压装平台上固定板、水平的甲醛检测仪电池盖压装平台下固定板和竖向的支撑腿,甲醛检测仪电池盖压装平台上固定板上设有甲醛检测仪电池盖压装气缸龙门架,甲醛检测仪电池盖压装气缸龙门架的上端水平横杆上安装有竖直向下的甲醛检测仪电池盖压装气缸,甲醛检测仪电池盖压装气缸的伸缩杆下端安装有水平的甲醛检测仪电池盖压装压板,甲醛检测仪电池盖压装气缸龙门架下方设有甲醛检测仪电池盖压装定位板,甲醛检测仪电池盖压装定位板下方的甲醛检测仪电池盖压装平台上固定板上设有甲醛检测仪电池盖压装定位板直线导轨和甲醛检测仪电池盖压装定位板导向长条孔,甲醛检测仪电池盖压装定位板安装在甲醛检测仪电池盖压装定位板直线导轨上,甲醛检测仪电池盖压装平台上固定板底面安装有甲醛检测仪电池盖压装定位板推拉气缸,甲醛检测仪电池盖压装定位板推拉气缸的伸缩杆前端设有竖直向上的圆柱销,圆柱销穿过甲醛检测仪电池盖压装定位板导向长条孔与甲醛检测仪电池盖压装定位板底部连接,甲醛检测仪电池盖压装定位板的一侧设有甲醛检测仪电池盖光电传感器;
47.纽扣电池后盖料库包括安装在在第六型材安装底板上的纽扣电池后盖料库支架,纽扣电池后盖料库支架的放置平台上设有纽扣电池后盖;
48.纽扣电池料库供料单元包括安装在第六型材安装底板上的纽扣电池料库供料单元支架,纽扣电池料库供料单元支架包括水平的纽扣电池料库供料单元上固定板、水平的纽扣电池料库供料单元下固定板和竖向的支撑腿,纽扣电池料库供料单元上固定板上设有纽扣电池料库固定板,纽扣电池料库固定板上设有盛放纽扣电池的纽扣电池料库,纽扣电池料库为筒状料仓,下端安装在纽扣电池料库固定板上,纽扣电池料库固定板上设有纽扣电池料库供料口,纽扣电池料库供料口下方设有纽扣电池推料板,纽扣电池推料板上端面设有与纽扣电池匹配的凹槽,凹槽中部设有纽扣电池电感传感器,纽扣电池供料单元上固定板的下端面设有纽扣电池供料推缸,纽扣电池供料推缸上方的纽扣电池供料单元上固定板上设有贯通板体的长条孔,纽扣电池供料推缸的伸缩杆前端设有竖向穿过长条孔的连接销轴,连接销轴的上端与纽扣电池推料板下端面连接;
49.第三分支轨道经过本工作站后侧上方,轨道上的小车位于六自由度机器人抓取组件的活动范围之内,本工作站的六自由度机器人抓取小车上装配好的甲醛检测仪外壳及电路板(在机器人协作装配工作站完成装配,输送而来)放置在甲醛检测仪电池盖压装平台上,六自由度机器人抓取组件将干电池抓取放置在甲醛检测仪的电池安装位置,然后抓取甲醛检测仪电池盖放置到甲醛检测仪电池盖压装平台上,完成甲醛检测仪的组装;
50.六自由度机器人抓取组件将小车上装配好的温湿度计上盖和温湿度计电路板(温湿度计螺钉装配工作站装备完成,小车输送而来)抓取放置在温湿度计后盖压装平台,再将小车上的温湿度计后盖抓取放置在温湿度计后盖压装平台上,压装完成,抓取纽扣电池放入温湿度计的电池安装位,再将纽扣电池盖安装到位后完成温湿度计的组装。
51.组装完毕后的甲醛检测仪、温湿度计通过六自由度机器人抓取组件放回小车,进入下一站。
52.进一步的,本发明的打码及检测站包括第七控制柜单元,第七控制柜单元的柜体内部设有第七plc模块,柜体外前侧设有第七控制面板,柜体外上端面设有第七型材安装底板,第七型材安装底板上一侧设有抓取移位组件,另一侧设有激光打标机,抓取移位组件和激光打标机之间设有翻转组件;
53.抓取移位组件包括安装在第七型材安装底板上的抓取移位组件龙门架,抓取移位组件龙门架的上端设有水平的抓取移位组件横向移位电缸,横向抓取移位组件电缸的滑块上安装有竖向的抓取移位组件竖向移位气缸,抓取移位组件竖向移位气缸的伸缩杆与水平的抓取移位组件横向抓取气缸连接,抓取移位组件横向抓取气缸的伸缩杆与抓取移位组件吸盘支架连接,抓取移位组件吸盘支架上设有朝向下方的抓取移位组件吸盘,抓取移位组件横向抓取气缸的缸体一侧设有朝向下方的检测相机组件;
54.翻转组件设有多个,对应不同工件(香薰盒、温湿度计、甲醛检测仪),每个翻转组件包括安装在第七型材安装底板上的翻转组件支架,翻转组件支架上一侧设有翻转组件平台,另一侧设有竖向的翻转组件升降气缸,翻转组件升降气缸的伸缩杆上设有竖向的翻转组件旋转气缸,翻转组件旋转气缸的前侧旋转台上设有水平的翻转组件平行气缸,翻转组件平行气缸的前端设有翻转夹爪;
55.本发明的翻转组件均位于抓取移位组件的抓取范围之内。
56.本发明的激光打标机用于对小车上的工件进行打标。
57.第四分支轨道穿过抓取移位组件龙门架和激光打标机下方,轨道上的小车位于抓取移位组件的活动范围内,本工作站的抓取移位组件将下车上的工件抓取到翻转组件上,通过翻转组件翻转后再放回到小车上,小车移动到激光打标机处,激光打标机对工件(香薰盒、温湿度计、甲醛检测仪)进行打标,不同的工件设定不同的打标内容。
58.进一步的,本发明的成品包装工作站包括第八控制柜单元,第八控制柜单元的柜体内部设有第八plc模块,柜体外前侧设有第八控制面板,柜体外上端面设有第八型材安装底板,第八型材安装底板上设有三轴取盒组件支架,三轴取盒组件支架为一侧开放的方形框架结构,三轴取盒组件安装在三轴取盒组件支架上,纸盒料库供料单元安装在三轴取盒组件支架的开放侧;
59.三轴取盒组件包括两条第八x轴水平电缸,两条第八x轴水平电缸对称安装在三轴取盒组件支架上端两侧,第八y轴水平电缸的两端分别安装在两条第八x轴水平电缸的滑块上,第八z轴竖向电缸安装在第八y轴水平电缸的滑块上,第八z轴竖向电缸的滑块上安装有指向下方的吸盘支架,吸盘支架上设有指向下方的吸盘;
60.三轴取盒组件的吸盘在三轴电缸的作用下,可以前后、左右、上下移动。
61.纸盒料库供料单元包括安装在第八型材安装底板上的纸盒料库供料单元支架,纸盒料库供料单元支架包括纸盒料库供料单元支架平台和支撑腿,纸盒料库供料单元支架平台上设有两个竖向的纸盒料库,两个料库分别盛放纸盒上盖和纸盒下盖,两个纸盒料库的下端出料口与纸盒料库供料单元支架平台之间设有间隙,间隙高度与纸盒料库内盒体的高度匹配,每个纸盒料库前侧的纸盒料库供料单元支架平台上设有纸盒料库供料定位板,每个纸盒料库后侧的纸盒料库供料单元支架平台上设有纸盒料库供料推板,纸盒料库供料推板下方的纸盒料库供料单元支架平台上设有导向长条孔,纸盒料库供料推板为倒置的t形结构,其下端位于纸盒料库供料单元支架平台下方,上端穿过导向长条孔延伸至纸盒料库供料单元支架平台上方,纸盒料库供料单元支架平台下方设有与两个纸盒料库位置对应的第八推料机构,每个第八推料机构包括安装在第八型材安装底板上的第八推料机构固定板,第八推料机构固定板上设有竖向的第八推料机构升降气缸,第八推料机构升降气缸的伸缩杆与第八推料机构水平推缸连接,第八推料机构水平推缸的伸缩杆与纸盒料库供料推板下端连接,两个纸盒料库下端左右两侧分别设有对称的纸盒夹紧块,纸盒夹紧块为长方体,每个纸盒夹紧块通过纸盒夹紧块转轴安装在纸盒料库前后两侧板之间,纸盒夹紧块转轴后端延伸出纸盒料库的后侧板,连接有纸盒夹紧块转臂,每个纸盒料库的两个纸盒夹紧块转臂与水平的转臂连杆铰接,纸盒料库后侧壁上安装有竖向的纸盒夹紧块转动气缸,纸盒夹紧块转动气缸的伸缩杆与转臂连杆连接;
62.本单元的纸盒料库供料单元支架平台可以是一体式结构,即一个平台上安装两个料库;也可以是分体式结构,即一个料库对应一个支架平台。
63.第四分支轨道穿过三轴取盒组件支架,轨道上的小车位于三轴取盒组件的活动范围内,三轴取盒组件先将纸盒上盖取到小车之上,再将小车上的工件放置到纸盒下盖中,再将纸盒上盖扣到小车纸盒下盖上。本发明的小车设有多个工位,可以同时存放纸盒及各种工件。
64.进一步的,本发明的贴标工作站包括第九控制柜单元,第九控制柜单元的柜体内
部设有第九plc模块,柜体外前侧设有第九控制面板,柜体外上端面设有第九型材安装底板,第九型材安装底板上安装有贴标机。
65.本发明贴标工作站的贴标机优选但不限于采用山东镭泽智能科技有限公司生产的lb
‑
rk
‑
20w紫外激光打标机,其为现有技术成熟市售产品,无需第九plc模块控制,直接开机利用。
66.主轨道位于贴标机的下方,小车上的成品包装盒运行至贴标机处进行贴标。
67.进一步的,本发明的立体仓储工作站包括框形结构的立体仓库支架,立体仓库支架上部后侧设有立体仓库,上部前侧设有第十三轴抓取机构;
68.本发明的立体仓储工作站利用第九plc模块和第九控制面板控制。
69.立体仓库为方形框架结构,其设置有多层放置板;
70.第十三轴抓取机构包括两条第十x轴水平电缸,两条第十x轴水平电缸一上一下对称安装在立体仓库支架的前侧,第十y轴竖向电缸的两端分别安装在两条第十x轴水平电缸的滑块上,第十z轴平行气缸安装在第十y轴竖向电缸的滑块上,第十z轴平行气缸的伸缩杆上安装有指向立体仓库的第十z轴平行气爪,第十z轴平行气爪上设有指向立体仓库的第十夹爪;
71.本发明具有结构合理,培训效果好、效率高的优点。本发明以现有成熟产品甲醛检测仪、车载香薰、温湿度计作为载体,实现甲醛检测仪装配、打码、包装、贴标入库,车载香薰装配、打码、包装、贴标入库,温湿度计组装、打码、包装、贴标入库,采用实际工业配件及传感器,贴近工业需求,增加教师及学生培训效果。本发明适用于普通高等院校、高职院校以及中职院校的机电一体化以及工业自动化专业的学习实训操作。
附图说明
72.图1为本发明的结构示意图;
73.图2为本发明外壳配件供料工作站的立体结构示意图;
74.图3为图2中车载香薰上盖供料单元的结构示意图;
75.图4为图3中车载香薰上盖供料单元另一方向的结构示意图;
76.图5为图2中车载香薰后盖供料单元的结构示意图;
77.图6为图2中温湿度计上盖供料单元的结构示意图;
78.图7为图2中旋转机械手取料单元的结构示意图;
79.图8为本发明pcb电路板存储站的结构示意图;
80.图9为本发明车载香薰装配工作站的结构示意图;
81.图10为图9中车载香薰后盖拧盖装置的结构示意图;
82.图11为图10中车载香薰后盖拧盖装置另一方向的结构示意图;
83.图12为图9中第三横向移动取料单元的结构示意图;
84.图13为本发明ur机器人协作装配工作站的结构示意图;
85.图14为图13中ur机器人抓取组件的结构示意图;
86.图15为图13中温湿度计电路板放置库的结构示意图;
87.图16为图13中温湿度计底盖料仓供料单元的结构示意图;
88.图17为图16中温湿度计底盖料仓供料单元另一方向的结构示意图;
89.图18为图13中甲醛检测仪压装平台的结构示意图;
90.图19为图13中甲醛检测仪外壳及电路板放置库的结构示意图;
91.图20为图19中甲醛检测仪外壳及电路板放置库另一方向的结构示意图;
92.图21为本发明温湿度计螺钉装配工作站的结构示意图;
93.图22为本发明机器人装配工作站的结构示意图;
94.图23为图22中干电池料库供料单元的结构示意图;
95.图24为图22中甲醛检测仪电池盖料库供料单元的结构示意图;
96.图25为图22中温湿度计后盖压装平台的结构示意图;
97.图26为图22中换手组件的结构示意图;
98.图27为图22中甲醛检测仪电池盖压装平台的结构示意图;
99.图28为图22中纽扣电池后盖料库的结构示意图;
100.图29为图22中纽扣电池料库供料单元的结构示意图;
101.图30为本发明打码及检测站的结构示意图;
102.图31为图30中抓取移位组件的结构示意图;
103.图32为图30中翻转组件的结构示意图;
104.图33为本发明成品包装工作站的结构示意图;
105.图34为图33中纸盒料库供料单元的结构示意图;
106.图35为图34中纸盒料库供料单元另一方向的结构示意图;
107.图36为图34中第八推料机构的结构示意图;
108.图37为图33中三轴取盒组件的结构示意图;
109.图38为本发明贴标工作站的结构示意图;
110.图39为本发明立体仓储工作站的结构示意图;
111.图40为图39中第十三轴抓取机构的结构示意图。
112.如图中所示:1.外壳配件供料工作站;1
‑
1.车载香薰上盖供料单元;1
‑1‑
1.车载香薰上盖供料直流减速电机;1
‑1‑
2.车载香薰上盖料仓供料光电传感器;1
‑1‑
3.车载香薰上盖供料单元上固定板;1
‑1‑
4.车载香薰上盖料仓;1
‑1‑
5.车载香薰上盖供料单元导向轴;1
‑1‑
6.车载香薰上盖供料丝杠螺母;1
‑1‑
7.车载香薰上盖出料托盘限位微动开关;1
‑1‑
8.车载香薰上盖供料丝杠;1
‑1‑
9.支撑腿;1
‑1‑
10.车载香薰上盖出料托盘;1
‑1‑
11.车载香薰上盖供料单元下固定板;1
‑1‑
12.升降槽;1
‑
2.车载香薰后盖供料单元;1
‑2‑
1.车载香薰后盖料仓;1
‑2‑
2.车载香薰后盖供料光电传感器;1
‑2‑
3.车载香薰后盖料仓固定板;1
‑2‑
4.车载香薰后盖供料推缸;1
‑2‑
5.车载香薰后盖推料板;1
‑2‑
6.车载香薰后盖供料单元上固定板;1
‑2‑
7.连接销轴;1
‑2‑
8.支撑腿;1
‑2‑
9.车载香薰后盖供料单元下固定板;1
‑2‑
10.长条孔;1
‑
3.温湿度计上盖供料单元;1
‑3‑
1.温湿度计上盖料仓;1
‑3‑
2.温湿度计上盖供料定位件;1
‑3‑
3.温湿度计上盖供料单元上固定板;1
‑3‑
4.支撑腿;1
‑3‑
5.温湿度计上盖推料组件水平推缸;1
‑3‑
6.温湿度计上盖推料组件升降气缸;1
‑3‑
7.温湿度计上盖推料组件推杆;1
‑3‑
8.温湿度计上盖供料单元下固定板;1
‑3‑
9.温湿度计上盖推料组件支架;1
‑3‑
10.导向长条孔;1
‑3‑
11.u形推板;1
‑
4.旋转机械手取料单元;1
‑4‑
1.旋转机械手取料单元伸缩气缸;1
‑4‑
2.旋转机械手取料单元吸盘;1
‑4‑
3.旋转机械手取料单元升降气缸;1
‑4‑
4.旋转机械手取料单元固定板;1
‑4‑
5.旋转机械手取料单元减速电机;1
‑4‑
6.旋转机械手取料单元电感
传感器;1
‑4‑
7.旋转机械手取料单元支撑型材;1
‑4‑
8.旋转轴承;1
‑
5.第一型材安装底板;1
‑
6.第一控制面板;2.pcb电路板存储站;2
‑
1.有机玻璃防护板;2
‑
2.有机玻璃防护板;2
‑
3.防静电板;2
‑
4.pcb电路板放置板;2
‑
5.pcb电路板存储货架;3.车载香薰装配工作站;3
‑
1.车载香薰后盖拧盖装置;3
‑1‑
1.车载香薰后盖拧盖装置直流减速电机;3
‑1‑
2.车载香薰后盖拧盖装置升降板;3
‑1‑
3.车载香薰后盖拧盖装置直流减速电机固定板;3
‑1‑
4.车载香薰后盖拧盖装置扭矩传感器固定板;3
‑1‑
5.车载香薰后盖拧盖装置扭矩传感器;3
‑1‑
6.联轴器;3
‑1‑
7.车载香薰夹紧气缸;3
‑1‑
8.车载香薰定位板;3
‑1‑
9.车载香薰上盖;3
‑1‑
10.车载香薰后盖;3
‑1‑
11.车载香薰后盖拧盖装置下固定板;3
‑1‑
12.支撑腿;3
‑1‑
13.车载香薰后盖拧盖装置弹簧导向定位件;3
‑1‑
14.卡销定位板导向轴;3
‑1‑
15.弹簧;3
‑1‑
16.车载香薰后盖拧盖装置拧紧卡销;3
‑1‑
17.车载香薰后盖拧盖装置卡销定位板;3
‑1‑
18.升降平台导向轴;3
‑1‑
19.直线轴承;3
‑1‑
20.车载香薰后盖拧盖装置升降气缸;3
‑1‑
21.车载香薰后盖拧盖装置上固定板;3
‑1‑
22.支撑腿;3
‑
2.第三横向移动取料单元;3
‑2‑
1.第三横向移动取料单元龙门支架;3
‑2‑
2.第三横向移动取料单元无杆气缸;3
‑2‑
3.磁性接近传感器;3
‑2‑
4.第三横向移动取料单元升降气缸;3
‑2‑
5.第三横向移动取料单元横向伸缩气缸;3
‑2‑
6.第三吸盘;3
‑2‑
7.连接杆;3
‑2‑
8.第三吸盘支架;3
‑
3.第三型材安装底板;3
‑
4.第三控制面板;4.ur机器人协作装配工作站;4
‑
1.第一机器人抓取组件;4
‑1‑
1.吸盘;4
‑1‑
2.ur机器人;4
‑1‑
3,机器人固定板;4
‑1‑
4.吸盘支架;4
‑
2.温湿度计电路板放置库;4
‑2‑
1.温湿度计电路板放置库固定板;4
‑2‑
2.温湿度计电路板;4
‑2‑
3.支撑腿;4
‑2‑
4.温湿度计电路板支撑柱;4
‑
3.温湿度计底盖料仓供料单元;4
‑3‑
1.温湿度计底盖供料直流减速电机;4
‑3‑
2.温湿度计底盖料库供料单元上固定板;4
‑3‑
3.温湿度计底盖出料托盘限位微动开关;4
‑3‑
4.温湿度计底盖料库供料光电传感器;4
‑3‑
5.温湿度计底盖料库;4
‑3‑
6.温湿度计底盖出料托盘;4
‑3‑
7.温湿度计底盖料库供料单元下固定板;4
‑3‑
8.导向轴;4
‑3‑
9.温湿度计底盖供料丝杠螺母;4
‑3‑
10.温湿度计底盖供料丝杠;4
‑3‑
11.支撑腿;4
‑
4.甲醛检测仪压装平台;4
‑4‑
1.甲醛检测仪压装气缸;4
‑4‑
2.甲醛检测仪压装气缸龙门架;4
‑4‑
3.甲醛检测仪压装压板;4
‑4‑
4.甲醛检测仪光电传感器;4
‑4‑
5.甲醛检测仪压装定位板;4
‑4‑
6.甲醛检测仪压装平台上固定板;4
‑4‑
7.支撑腿;4
‑4‑
8.甲醛检测仪压装定位板推拉气缸;4
‑4‑
9.圆柱销;4
‑4‑
10.甲醛检测仪压装定位板直线导轨;4
‑4‑
11.甲醛检测仪压装定位板导向长条孔;4
‑4‑
12.甲醛检测仪压装平台下固定板;4
‑
5.甲醛检测仪外壳及电路板放置库;4
‑5‑
1.有机玻璃防护板;4
‑5‑
2.有机玻璃防护板;4
‑5‑
3.甲醛检测仪外壳放置板;4
‑5‑
4.甲醛检测仪电路板放置板;4
‑5‑
5.甲醛检测仪存储货架放置板推拉气缸;4
‑5‑
6.甲醛检测仪存储货架;4
‑5‑
7.甲醛检测仪存储货架放置板直线导轨;4
‑
6.第四型材安装底板;4
‑
7.第四控制面板;4
‑
8.第二机器人抓取组件;5.温湿度计螺钉装配工作站;5
‑
1.第五x轴电缸;5
‑
2.第五y轴电缸;5
‑
3.步进电机;5
‑
4.减速机;5
‑
5.第五z轴电缸;5
‑
6.第五送钉器;5
‑
7.第五螺丝机;5
‑
8.第五控制面板;5
‑
9.第五型材安装底板;5
‑
10.第五x轴电缸支架;6.机器人装配工作站;6
‑
1.干电池料库供料单元;6
‑1‑
1.干电池料库;6
‑1‑
2.干电池料库定位板;6
‑1‑
3.干电池料库供料光电传感器;6
‑1‑
4.干电池料库支架上固定板;6
‑1‑
5.支撑腿;6
‑1‑
6.干电池料库支架下固定板;6
‑1‑
7.干电池料库供料推缸;6
‑1‑
8.干电池定位板;6
‑1‑
9.干电池料库供料推杆;6
‑1‑
10.干电池供料导向长条孔;6
‑
2.甲醛检测仪电池盖料库供料单元;6
‑2‑
1.甲醛检测仪电池盖料库;6
‑2‑
2.甲醛检测仪电池盖料库固定板;6
‑2‑
3.支撑腿;6
‑2‑
4.甲醛检测仪电池盖料
库供料推缸;6
‑2‑
5.甲醛检测仪电池盖料库供料光电传感器;6
‑2‑
6.推板环;6
‑2‑
7.甲醛检测仪电池盖料库供料推板;6
‑2‑
8.甲醛检测仪电池盖定位板;6
‑
3.温湿度计后盖压装平台;6
‑3‑
1.温湿度计后盖压装气缸;6
‑3‑
2.温湿度计后盖压装气缸龙门架;6
‑3‑
3.温湿度计后盖压装压板;6
‑3‑
4.温湿度计后盖光电传感器;6
‑3‑
5.温湿度计后盖压装定位板;6
‑3‑
6.温湿度计后盖压装定位板直线导轨;6
‑3‑
7.温湿度计后盖压装平台上固定板;6
‑3‑
8.支撑腿;6
‑3‑
9.温湿度计后盖压装定位板推拉气缸;6
‑3‑
10.温湿度计后盖压装定位板导向长条孔;6
‑3‑
11.圆柱销;6
‑3‑
12.温湿度计后盖压装平台下固定板;6
‑
4.换手组件;6
‑4‑
1.换手组件支架;6
‑4‑
2.换手组件夹具固定板;6
‑4‑
3.第一机械手自动换手夹具;6
‑4‑
4.第一机械手支架;6
‑4‑
5.第一机械手拧盖螺丝刀;6
‑4‑
6.第二机械手自动换手夹具;6
‑4‑
7.第二机械手平行气爪;6
‑4‑
8.第二机械手干电池夹爪;6
‑4‑
9.第三机械手自动换手夹具;6
‑4‑
10.第三机械手吸盘支架;6
‑4‑
11第三机械手吸盘;6
‑4‑
12.第一机械手定位板;6
‑4‑
13.第二机械手定位板;6
‑4‑
14.第三机械手定位板;6
‑
14
‑
15.换手组件夹具定位销;6
‑
5.甲醛检测仪电池盖压装平台;6
‑5‑
1.甲醛检测仪电池盖压装气缸;6
‑5‑
2.甲醛检测仪电池盖压装气缸龙门架;6
‑5‑
3.甲醛检测仪电池盖压装压板;6
‑5‑
4.甲醛检测仪电池盖光电传感器;6
‑5‑
5.甲醛检测仪电池盖压装定位板;6
‑5‑
6.甲醛检测仪电池盖压装定位板直线导轨;6
‑5‑
7.甲醛检测仪电池盖压装平台上固定板;6
‑5‑
8.支撑腿;6
‑5‑
9.甲醛检测仪电池盖压装定位板推拉气缸;6
‑5‑
10.甲醛检测仪电池盖压装定位板导向长条孔;6
‑5‑
11.圆柱销;6
‑5‑
12.甲醛检测仪电池盖压装平台下固定板;6
‑
6.纽扣电池后盖料库;6
‑6‑
1.放置平台;6
‑6‑
2.纽扣电池后盖;6
‑6‑
3.纽扣电池后盖料库支架;6
‑
7.纽扣电池料库供料单元;6
‑7‑
1.纽扣电池料库;6
‑7‑
2.纽扣电池料库定位板;6
‑7‑
3.纽扣电池推料板;6
‑7‑
4.纽扣电池电容传感器;6
‑7‑
5.纽扣电池供料推缸;6
‑7‑
6.支撑腿;6
‑7‑
7.纽扣电池料库供料单元下固定板;6
‑7‑
8.纽扣电池料库供料单元上固定板;7.打码及检测站;7
‑
1.抓取移位组件;7
‑1‑
1.抓取移位组件横向移位电缸;7
‑1‑
2.抓取移位组件竖直移位气缸;7
‑1‑
3.导向杆;7
‑1‑
4.抓取移位组件相机;7
‑1‑
5.抓取移位组件横向抓取气缸;7
‑1‑
6.抓取移位组件吸盘;7
‑1‑
7.步进电机;7
‑1‑
8.抓取移位组件龙门架;7
‑
2.翻转组件;7
‑2‑
1.翻转组件平台;7
‑2‑
2.翻转组件夹爪;7
‑2‑
3.翻转组件平行气缸;7
‑2‑
4.翻转组件旋转气缸;7
‑2‑
5.翻转组件旋转气缸支架;7
‑2‑
6.翻转组件升降气缸;7
‑2‑
7.翻转组件平台支架;7
‑
3.激光打标机;7
‑
4.第七型材安装底板;8.成品包装工作站;8
‑
1.纸盒料库供料单元;8
‑1‑
1.第一纸盒料库;8
‑1‑
2.纸盒夹紧块转动气缸;8
‑1‑
3.纸盒夹紧块转臂;8
‑1‑
4.转臂连杆;8
‑1‑
5.纸盒夹紧块;8
‑1‑
6.纸盒料库供料定位块;8
‑1‑
7.纸盒料库供料单元支架平台;8
‑1‑
8.第八推料机构;8
‑1‑8‑
1.第八推料机构水平推缸;8
‑1‑8‑
2.导向柱;8
‑1‑8‑
3.纸盒料库供料推板;8
‑1‑8‑
4.第八推料机构升降气缸;8
‑1‑8‑
5.第八推料机构固定板;8
‑1‑8‑
6.磁性接近传感器;8
‑1‑
9.支撑腿;8
‑1‑
10.第一纸盒料库;8
‑1‑
11.导向长条孔;8
‑1‑
12.纸盒夹紧块转轴;8
‑
2.三轴取盒组件;8
‑2‑
1.伺服电机;8
‑2‑
2.减速机;8
‑2‑
3.第八y轴水平电缸;8
‑2‑
4.第八x轴水平电缸;8
‑2‑
5.第八z轴水平电缸;8
‑2‑
6.第八吸盘支架;8
‑2‑
7.第八吸盘;8
‑2‑
8.传动轴;8
‑
3.三轴取盒组件支架;8
‑
4.第八型材安装底板;8
‑
5.第八控制面板;9.贴标工作站;9
‑
1.贴标机;9
‑
2.第九型材安装底板;9
‑
3.第九控制面板;10.立体仓储工作站;10
‑
1.第十三轴抓取机构;10
‑1‑
1.第十x轴水平电缸;10
‑1‑
2.导向柱;10
‑1‑
3.第十z轴平行气缸;10
‑1‑
4.第十z轴平行气爪;10
‑1‑
5.第十夹爪;10
‑1‑
6.第十y轴竖向电缸;10
‑1‑
7.连接轴;10
‑1‑
8.伺服电机;10
‑1‑
9.减速机;10
‑
2.立
体仓库支架;10
‑
3.立体仓库;11
‑
1.轨道;11
‑
2.小车;11
‑
3.变轨机构。
具体实施方式
113.下面将结合附图对本发明技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。需要注意的是,除非另有说明,本技术使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。
114.如图1所示:轨道小车运输系统包括轨道11
‑
1、小车11
‑
2和变轨机构11
‑
3,轨道11
‑
1采用环形交叉布置结构,外壳配件供料工作站1、pcb电路板存储工作站2、车载香薰装配工作站3、机器人协作装配工作站4、温湿度计螺钉装配工作站5、机器人装配工作站6、打码及检测工作站7、成品包装工作站8、贴标工作站9和立体仓储工作站10环绕分布在轨道11
‑
1外侧,轨道包括环形的主轨道和多条分支轨道,外壳配件供料工作站1处的主轨道内侧设有第一分支轨道,第一分支轨道的两端和外壳配件供料工作站1处的主轨道之间分别设有变轨机构11
‑
3,第一分支轨道用于存放小车11
‑
2,通过此处的变轨机构11
‑
3,第一分支轨道上的小车11
‑
2可以进入主轨道或从主轨道进入第一分支轨道;
115.车载香薰装配工作站3、机器人协作装配工作站4处设有第二分支轨道,第二分支轨道将车载香薰装配工作站3、机器人协作装配工作站4连接,第二分支轨道的两端与主轨道连接处分别设有变轨机构11
‑
3,通过此处的变轨机构,小车11
‑
2可以选择不通过上述两个工作站,或者先进入其中一个工作站;
116.温湿度计螺钉装配工作站5、机器人装配工作站6处设有第三分支轨道,第三分支轨道将温湿度计螺钉装配工作站5、机器人装配工作站6连接,第三分支轨道的两端与主轨道连接处分别设有变轨机构11
‑
3,通过此处的变轨机构,小车11
‑
2可以选择不通过上述两个工作站,或者先进入其中一个工作站;
117.打码及检测工作站7、成品包装工作站8处设有第四分支轨道,第四分支轨道将打码及检测工作站7、成品包装工作站8连接,第四分支轨道的两端与主轨道连接处分别设有变轨机构11
‑
3,通过此处的变轨机构11
‑
3,小车11
‑
2可以选择不通过上述两个工作站,或者先进入其中一个工作站。
118.如图2所示:外壳配件供料工作站1的第一控制柜单元的柜体内部设有第一plc模块(位于柜体内部,未画出),柜体外前侧设有第一控制面板1
‑
6,柜体外上端面设有第一型材安装底板1
‑
5,第一型材安装底板1
‑
5中部安装有旋转机械手取料单元1
‑
4,轨道11
‑
1从旋转机械手取料单元1
‑
4的一侧经过,旋转机械手取料单元1
‑
4的其他3个侧面分别设有车载香薰上盖供料单元1
‑
1、车载香薰后盖供料单元1
‑
2和温湿度计上盖供料单元1
‑
3;车载香薰上盖供料单元1
‑
1、车载香薰后盖供料单元1
‑
2、温湿度计上盖供料单元1
‑
3以及通过本工作站的轨道11
‑
1上的小车专用停止位,均在旋转机械手取料单元1
‑
4的取料范围内。
119.如图7所示:旋转机械手取料单元1
‑
4的水平的旋转机械手取料单元固定板1
‑4‑
4通过4根竖向的支撑腿1
‑4‑
7安装在第一型材安装底板1
‑
5上的,旋转机械手取料单元固定板1
‑4‑
4的上端面设有旋转轴承1
‑4‑
8,旋转轴承1
‑4‑
8上安装有竖直向上的旋转机械手取料单元升降气缸1
‑4‑
3,旋转机械手取料单元升降气缸1
‑4‑
3的伸缩杆与水平的旋转机械手取料单元伸缩气缸1
‑4‑
1连接,旋转机械手取料单元伸缩气缸1
‑4‑
1的伸缩杆与竖向的旋转
机械手取料单元吸盘支架1
‑4‑
9连接,旋转机械手取料单元吸盘支架1
‑4‑
9的下端设有指向下方的旋转机械手取料单元吸盘1
‑4‑
2,旋转机械手取料单元固定板1
‑4‑
4下方设有旋转机械手取料单元减速电机1
‑4‑
5,旋转机械手取料单元减速电机1
‑4‑
5的输出轴通过传动装置与旋转轴承1
‑4‑
8的转轴连接,旋转机械手取料单元固定板1
‑4‑
4上设有等分圆周分布的4个旋转机械手取料单元电感传感器1
‑4‑
6。
120.旋转机械手取料单元减速电机1
‑4‑
5为现有技术成熟市售产品,是指减速机和电机(马达)的集成体,优选但不限于型号:z4d40
‑
24gn
‑
18s/4gn180rt,品牌:中大。旋转机械手取料单元升降气缸1
‑4‑
3优选但不限于为费斯托adngf
‑
32
‑
100
‑
p
‑
a,旋转机械手取料单元伸缩气缸1
‑4‑
1优选但不限于为费斯托adngf
‑
16
‑
100
‑
p
‑
a气缸,上述两个气缸均自带磁性接近传感器,优选但不限于为费斯托sme
‑
8m
‑
ds
‑
24v
‑
k
‑
2.5
‑
oe传感器。
121.本单元使用时,旋转机械手取料单元减速电机1
‑4‑
5转动,通过旋转轴承1
‑4‑
8中的转轴带动旋转机械手取料单元升降气缸1
‑4‑
3、旋转机械手取料单元伸缩气缸1
‑4‑
1、旋转机械手取料单元吸盘1
‑4‑
2整体转动,通过旋转机械手取料单元升降气缸1
‑4‑
3和旋转机械手取料单元伸缩气缸1
‑4‑
1可以控制旋转机械手取料单元吸盘1
‑4‑
2上下、前后移动,4个旋转机械手取料单元电感传感器1
‑4‑
6分别用于检测旋转机械手取料单元伸缩气缸1
‑4‑
1旋转至车载香薰上盖供料单元1
‑
1、车载香薰后盖供料单元1
‑
2、温湿度计上盖供料单元1
‑
3和经过本工作站的轨道11
‑
1上的小车专用停车位的位置。
122.如图3、图4所示:车载香薰上盖供料单元1
‑
1的车载香薰上盖供料单元供料支架包括水平的车载香薰上盖供料单元上固定板1
‑1‑
3、水平的车载香薰上盖供料单元下固定板1
‑1‑
11和4根竖向的支撑腿1
‑1‑
9,车载香薰上盖供料单元下固定板安装1
‑1‑
11安装在第一型材安装底板1
‑
5上,车载香薰上盖供料料仓1
‑1‑
4竖向安装在车载香薰上盖供料单元下固定板1
‑1‑
11上,车载香薰上盖供料单元上固定板1
‑1‑
3上设有车载香薰上盖供料口,车载香薰上盖供料口处设有车载香薰上盖料仓供料光电传感器1
‑1‑
2,车载香薰上盖供料料仓1
‑1‑
4内部设有车载香薰上盖出料托盘1
‑1‑
10,车载香薰上盖3
‑1‑
9反面朝上放置在车载香薰上盖出料托盘1
‑1‑
10上,车载香薰上盖料仓1
‑1‑
4的一侧设有竖向安装在车载香薰上盖供料单元供料支架上的车载香薰上盖供料丝杠1
‑1‑
8,车载香薰上盖供料丝杠1
‑1‑
8上设有车载香薰上盖供料丝杠螺母1
‑1‑
6,车载香薰上盖出料托盘1
‑1‑
10和车载香薰上盖供料丝杠螺母1
‑1‑
6通过连接杆连接,车载香薰上盖料仓1
‑1‑
4的侧面设有供连接杆上下移动的升降槽1
‑1‑
12,靠近车载香薰上盖供料丝杠螺母1
‑1‑
6的一根支撑腿1
‑1‑
9内侧上部和下部分别设有车载香薰上盖出料托盘限位微动开关1
‑1‑
7,车载香薰上盖供料支架上设有与车载香薰上盖供料丝杠1
‑1‑
8连接的车载香薰上盖供料直流减速电机1
‑1‑
1。
123.车载香薰上盖供料直流减速电机1
‑1‑
1优选但不限于为rs 24v直流减速电机,车载香薰上盖料仓供料光电传感器1
‑1‑
2优选但不限于为西克gtb2s
‑
p1331光电开关,车载香薰上盖出料托盘限位微动开关1
‑1‑
7优选但不限于为dc1c
‑
c3lb微动开关;两个车载香薰上盖出料托盘限位微动开关1
‑1‑
7用于检测车载香薰上盖出料托盘1
‑1‑
10的上、下行程。
124.本单元使用时,车载香薰上盖供料直流减速电机1
‑1‑
1带动车载香薰上盖供料丝杠1
‑1‑
8转动,车载香薰上盖供料丝杠螺母1
‑1‑
6带动车载香薰上盖出料托盘1
‑1‑
10沿丝杠车载香薰上盖供料丝杠1
‑1‑
8向上运动,当车载香薰上盖料仓供料光电传感器1
‑1‑
2检测到车载香薰上盖3
‑1‑
9时,车载香薰上盖供料直流减速电机1
‑1‑
1停止动作,完成车载香薰上
盖3
‑1‑
9的出库,旋转机械手取料单元吸盘1
‑4‑
2抓取车载香薰上盖3
‑1‑
9,转动移动至小车11
‑
2,将车载香薰上盖3
‑1‑
9放置到小车11
‑
2的工位上。
125.如图5所示:车载香薰后盖供料单元1
‑
2的车载香薰后盖供料单元供料支架包括水平的车载香薰后盖供料单元上固定板1
‑2‑
6、水平的车载香薰后盖供料单元下固定板1
‑2‑
9和4根竖向的支撑腿1
‑2‑
8,车载香薰后盖供料单元下固定板1
‑2‑
9固定安装在第一型材安装底板1
‑
5上,车载香薰后盖供料单元上固定板1
‑2‑
6上设有悬空设置的车载香薰后盖料仓固定板1
‑2‑
3,车载香薰后盖料仓固定板1
‑2‑
3上设有盛放车载香薰后盖3
‑1‑
10(底面朝上)的车载香薰后盖料仓1
‑2‑
1,车载香薰后盖料仓1
‑2‑
1为镂空设计的井式料仓,其包括4根等分圆周分布的立柱,4根立柱的上端设有圆形筒圈,下端安装在车载香薰后盖料仓固定板1
‑2‑
3上,车载香薰后盖料仓固定板1
‑2‑
3上设有车载香薰后盖供料口,车载香薰后盖供料口处设有车载香薰后盖供料光电传感器1
‑2‑
2,车载香薰后盖供料口下方设有车载香薰后盖推料板1
‑2‑
5,车载香薰后盖推料板1
‑2‑
5上端面设有与车载香薰后盖匹配的凹槽,车载香薰后盖供料单元上固定板1
‑2‑
6的下端面设有车载香薰后盖供料推缸1
‑2‑
4,车载香薰后盖供料推缸1
‑2‑
4上方的车载香薰后盖供料单元上固定板1
‑2‑
6上设有贯通板体的导向长条孔1
‑2‑
10,车载香薰后盖供料推缸1
‑2‑
4的伸缩杆前端设有竖向穿过导向长条孔1
‑2‑
10的连接销轴1
‑2‑
7,连接销轴1
‑2‑
7的上端与车载香薰后盖推料板1
‑2‑
5下端面连接。
126.车载香薰后盖供料推缸1
‑2‑
4优选但不限于为费斯托dsnu
‑
12
‑
125
‑
ppv
‑
a圆形气缸,其自带磁性接近传感器,优选但不限于为费斯托sme
‑
8m
‑
ds
‑
24v
‑
k
‑
2.5
‑
oe传感器,车载香薰后盖供料光电传感器1
‑2‑
2优选但不限于为西克gtb2s
‑
p1331光电开关。
127.本单元使用时,车载香薰后盖3
‑1‑
10平放在车载香薰后盖料仓1
‑2‑
1内,其依靠重力,每次只有一个车载香薰后盖落入车载香薰后盖推料板1
‑2‑
5的凹槽中,当车载香薰后盖供料光电传感器1
‑2‑
2检测到车载香薰后盖落入车载香薰后盖推料板1
‑2‑
5的凹槽时,车载香薰后盖供料推缸1
‑2‑
4的伸缩杆伸出,带动车载香薰后盖推料板1
‑2‑
5向前运动,完成一次车载香薰后盖3
‑1‑
10出库,一次循环,旋转机械手取料单元吸盘1
‑4‑
2抓取车载香薰后盖3
‑1‑
10,转动移动至小车11
‑
2的工位上。
128.如图6所示:温湿度计上盖供料单元1
‑
3的温湿度计上盖供料单元支架包括水平的温湿度计上盖供料单元上固定板1
‑3‑
3、水平的温湿度计上盖供料单元下固定板1
‑3‑
8和4根竖向的支撑腿1
‑3‑
7,温湿度计上盖供料单元下固定板1
‑3‑
8固定在第一型材安装底板1
‑
5上,温湿度计上盖供料单元上固定板1
‑3‑
3的上端面一侧设有竖向的温湿度计上盖料仓1
‑3‑
1,温湿度计上盖料仓1
‑3‑
1包括4根立柱和前、后侧板,温湿度计上盖平放在温湿度计上盖料仓1
‑3‑
1内,温湿度计上盖料仓1
‑3‑
1的下端出料口和温湿度计上盖供料单元上固定板1
‑3‑
3之间设有间隙,间隙高度与温湿度计上盖厚度匹配,温湿度计上盖供料单元上固定板1
‑3‑
3上端面另一侧设有温湿度计上盖供料定位件1
‑3‑
2,温湿度计上盖供料单元上固定板1
‑3‑
3的下方设有温湿度计上盖推料组件,温湿度计上盖推料组件包括安装在温湿度计上盖供料单元下固定板1
‑3‑
8上的温湿度计上盖推料组件支架1
‑3‑
9,温湿度计上盖推料组件支架1
‑3‑
9上设有竖向的温湿度计上盖推料组件升降气缸1
‑3‑
6,温湿度计上盖推料组件升降气缸1
‑3‑
6的伸缩杆上设有水平的温湿度计上盖推料组件水平推缸1
‑3‑
5,温湿度计上盖推料组件水平推缸1
‑3‑
5的伸缩杆设有竖向的温湿度计上盖推料组件推杆1
‑3‑
7,温湿度计上盖推料组件推杆1
‑3‑
7上端左右两侧设有一个u型推板1
‑3‑
11,温湿度计上盖供料单元上
安装在第三型材安装底板3
‑
3上,第三横向移动取料单元龙门支架3
‑2‑
1的水平横杆上安装有水平的第三横向移动取料单元无杆气缸3
‑2‑
2,第三横向移动取料单元无杆气缸3
‑2‑
2通过连接杆3
‑2‑
7与竖向的第三横向移动取料单元升降气缸3
‑2‑
4连接,第三横向移动取料单元升降气缸3
‑2‑
4的伸缩杆与指向前方的第三横向移动取料单元横向伸缩气缸3
‑2‑
5连接,第三横向移动取料单元横向伸缩气缸3
‑2‑
5的伸缩杆与第三吸盘支架3
‑2‑
8连接,吸盘支架3
‑2‑
8上设有竖直向下的第三吸盘3
‑2‑
6。
138.第三横向移动取料单元无杆气缸3
‑2‑
2优选不限于为费斯托dgc
‑
25
‑
300
‑
g
‑
ppv
‑
a无杆气缸,第三横向移动取料单元升降气缸3
‑2‑
4优选但不限于为费斯托adngf
‑
32
‑
100
‑
p
‑
a升降气缸,第三横向移动取料单元横向伸缩气缸3
‑2‑
5优选但不限于为adngf
‑
16
‑
100
‑
p
‑
a伸缩气缸,上述所有气缸均自带磁性接近传感器3
‑2‑
3,优选但不限于采用festo品牌的sies
‑
8m
‑
po
‑
24v
‑
k
‑
7,5
‑
oe传感器。
139.本单元使用时,第三吸盘3
‑2‑
6在第三横向移动取料单元无杆气缸3
‑2‑
2、第三横向移动取料单元升降气缸3
‑2‑
4、第三横向移动取料单元横向伸缩气缸3
‑2‑
5的作用下可以实现前后、上下、左右移动。
140.如图10、图11所示:车载香薰后盖拧盖装置3
‑
1的车载香薰后盖拧盖装置支架包括一高一低的水平的车载香薰后盖拧盖装置上固定板3
‑1‑
21、车载香薰后盖拧盖装置下固定板3
‑1‑
11,车载香薰后盖拧盖装置下固定板3
‑1‑
11通过支撑腿3
‑1‑
12固定安装在第三型材安装底板3
‑
3上,车载香薰后盖拧盖装置上固定板3
‑1‑
21通过支撑腿3
‑1‑
22安装在车载香薰后盖拧盖装置下固定板3
‑1‑
11上,车载香薰后盖拧盖装置上固定板3
‑1‑
21和车载香薰后盖拧盖装置下固定板3
‑1‑
11之间设有两根对称设置的升降平台导向轴3
‑1‑
18,两根升降平台导向轴3
‑1‑
18之间设有安装在车载香薰后盖拧盖装置下固定板3
‑1‑
11上的车载香薰后盖拧盖装置升降气缸3
‑1‑
20,车载香薰后盖拧盖装置升降气缸3
‑1‑
20的伸缩杆上端与车载香薰后盖拧盖装置升降板3
‑1‑
2连接,车载香薰后盖拧盖装置升降板3
‑1‑
2两端分别通过直线轴承3
‑1‑
19与两根升降平台导向轴3
‑1‑
18连接,所述车载香薰后盖拧盖装置升降板3
‑1‑
2的上端设有向前凸出的水平的车载香薰后盖拧盖装置直流减速电机固定板3
‑1‑
3,车载香薰后盖拧盖装置直流减速电机固定板3
‑1‑
3上设有竖直向下的车载香薰后盖拧盖装置直流减速电机3
‑1‑
1,车载香薰后盖拧盖装置直流减速电机下端3
‑1‑
1的输出轴通过联轴器3
‑1‑
6与车载香薰后盖拧盖装置扭矩传感器3
‑1‑
5连接,所述车载香薰后盖拧盖装置扭矩传感器3
‑1‑
5与车载香薰后盖拧盖装置升降板3
‑1‑
2之间通过车载香薰后盖拧盖装置扭矩传感器固定板3
‑1‑
4连接,车载香薰后盖拧盖装置扭矩传感器3
‑1‑
5输出端的下端套装有车载香薰后盖拧盖装置卡销定位板3
‑1‑
17,车载香薰后盖拧盖装置卡销定位板3
‑1‑
17的两端设有指向下方的车载香薰后盖拧盖装置拧紧卡销3
‑1‑
16,车载香薰后盖拧盖装置卡销定位板3
‑1‑
17的上方设有安装在车载香薰后盖拧盖装置扭矩传感器3
‑1‑
5输出端上的车载香薰后盖拧盖装置弹簧导向定位件3
‑1‑
13,车载香薰后盖拧盖装置弹簧导向定位件3
‑1‑
13两端设有竖直向下的卡销定位板导向轴3
‑1‑
14,车载香薰后盖拧盖装置弹簧导向定位件3
‑1‑
13和车载香薰后盖拧盖装置卡销定位板3
‑1‑
17之间的车载香薰后盖拧盖装置扭矩传感器3
‑1‑
5输出端外套装有弹簧3
‑1‑
15,车载香薰后盖拧盖装置卡销定位板3
‑1‑
17下方设有安装在车载香薰后盖拧盖装置下固定板3
‑1‑
11上的车载香薰定位板3
‑1‑
8,车载香薰定位板3
‑1‑
8两侧对称设有安装在车载香薰后盖拧盖装置下固定板3
‑1‑
11上的车载香薰夹紧气缸3
‑1‑
17。
141.车载香薰后盖拧盖装置升降气缸3
‑1‑
20优选但不限于为festo气缸,型号为:adngf
‑
12
‑
100
‑
p
‑
a,车载香薰夹紧气缸3
‑1‑
17优选但不限于为festo气缸,其型号为:dfm
‑
10
‑
20
‑
p
‑
a,上述气缸均配备磁性接近传感器,优选但不限于采用festo品牌的sies
‑
8m
‑
po
‑
24v
‑
k
‑
7,5
‑
oe,车载香薰后盖拧盖装置直流减速电机3
‑1‑
1优选但不限于为rs24v直流减速电机;车载香薰后盖拧盖装置扭矩传感器3
‑1‑
5的型号优选但不限于为:jn
‑
dn1,品牌为中皖金诺,其可调扭矩范围为0
‑
1nm,并带扭矩反馈功能。
142.车载香薰上盖3
‑1‑
9和车载香薰后盖3
‑1‑
10为螺纹连接,车载香薰上盖设有两个与车载香薰后盖拧盖装置拧紧卡销3
‑1‑
16匹配的拧紧凹槽,本单元使用时,第三横向移动取料单元3
‑
2的第三吸盘3
‑2‑
6先将小车11
‑
2上的反面指向上方的车载香薰上盖放置到车载香薰定位板3
‑1‑
8上,两个车载香薰夹紧气缸3
‑1‑
17的伸缩杆伸出,将车载香薰定位板3
‑1‑
8定位夹紧,第三吸盘3
‑2‑
6再将小车11
‑
2上的底面指向上方的车载香薰上盖放置到车载香薰上盖上,车载香薰后盖拧盖装置升降气缸3
‑1‑
20控制车载香薰后盖拧盖装置升降板3
‑1‑
2向下滑动,从而带动车载香薰后盖拧盖装置直流减速电机3
‑1‑
1、车载香薰后盖拧盖装置扭矩传感器3
‑1‑
5、车载香薰后盖拧盖装置拧紧卡销3
‑1‑
16整体上下滑动,当车载香薰后盖拧盖装置升降气缸3
‑1‑
20下降到一定位置时,车载香薰后盖拧盖装置拧紧卡销3
‑1‑
16压至车载香薰后盖之上,车载香薰后盖拧盖装置升降气缸3
‑1‑
20继续下降,弹簧3
‑1‑
15压缩,使车载香薰后盖3
‑1‑
10压紧,车载香薰后盖拧盖装置直流减速电机3
‑1‑
1带动车载香薰后盖拧盖装置扭矩传感器3
‑1‑
5缓慢转动,车载香薰后盖3
‑1‑
10带有两个拧紧凹槽,车载香薰后盖拧盖装置拧紧卡销3
‑1‑
16旋转一定的角度后,在弹簧3
‑1‑
15的弹力作用下,两个车载香薰后盖拧盖装置拧紧卡销3
‑1‑
16插入车载香薰后盖3
‑1‑
10的拧紧凹槽内,车载香薰后盖拧盖装置拧紧卡销3
‑1‑
16继续转动,车载香薰后盖3
‑1‑
10随着转动,当车载香薰后盖3
‑1‑
10的螺纹全部转入车载香薰上盖3
‑1‑
9内后,车载香薰后盖拧盖装置拧紧卡销3
‑1‑
16的扭矩达到扭矩传感器设定值时,车载香薰后盖拧盖装置直流减速电机3
‑1‑
1停止转动,拧盖完成,车载香薰后盖拧盖装置升降气缸3
‑1‑
20的伸缩杆伸出复位,车载香薰夹紧气缸3
‑1‑
7缩回松开车载香薰上盖3
‑1‑
9,一个拧盖过程完成。
143.本工作站工作时:第二分支轨道从第三横向移动取料单元龙门支架3
‑2‑
1下方穿过,小车专用停车位的位置位于第三横向移动取料单元3
‑
2的取料范围之内,本工作站的第三横向移动取料单元3
‑
2将小车11
‑
2上的车载香薰上盖3
‑1‑
9和车载香薰后盖3
‑1‑
10依次放入车载香薰后盖拧盖装置3
‑
1,车载香薰后盖拧盖装置3
‑
1将车载香薰上盖3
‑1‑
9和车载香薰后盖3
‑1‑
10拧紧,第三横向移动取料单元3
‑
2将拧紧后的车载香薰重新放回小车11
‑
2,小车11
‑
2进入下一工作站。
144.如图13所示:机器人协作装配工作站4的第四控制柜单元的柜体内部设有第四plc模块(图中未画出),柜体外前侧设有两套第四控制面板4
‑
7,柜体外上端面设有第四型材安装底板4
‑
6,第四型材安装底板4
‑
6上安装有两套机器人抓取组件,第一机器人抓取组件4
‑
1的活动范围内设有安装在第四型材安装底板4
‑
6上的温湿度计电路板放置库4
‑
2和温湿度计底盖料库供料单元4
‑
3,第二机器人抓取组件4
‑
8的活动范围内设有安装在第四型材安装底板4
‑
6上的甲醛检测仪压装平台4
‑
4、甲醛检测仪外壳及电路板放置库4
‑
5;第一分支轨道位于第四控制柜单元的柜体的一侧,靠近第一机器人抓取组件4
‑
1。
145.本发明的两套控制面板4
‑
7分别控制两套机器人抓取组件及其对应的单元。
146.如图14所示:第一机器人抓取组件4
‑
1包括安装在第四型材安装底板4
‑
6上的机器人安装底板4
‑1‑
3,机器人4
‑1‑
2安装在机器人安装底板4
‑1‑
3上,机器人4
‑1‑
2的前端设有第四吸盘支架4
‑1‑
4,第四吸盘支架4
‑1‑
4上安装有第四吸盘4
‑1‑
1;第二机器人抓取组件4
‑
8的结构与第一机器人抓取组件4
‑
1相同。两个机器人抓取组件的机器人4
‑1‑
2优选但不限为优傲ur5机器人。
147.如图15所示:温湿度计电路板放置库4
‑
2的温湿度计电路板放置库支架的温湿度计电路板放置库固定板4
‑2‑
1通过4根支撑腿4
‑2‑
3安装在第四型材安装底板4
‑
6上,温湿度计电路板放置库固定板4
‑2‑
1上设有多个温湿度计电路板支撑柱4
‑2‑
4,温湿度计电路板4
‑2‑
2放置在温湿度计电路板支撑柱4
‑2‑
4上。
148.如图16、图17所示:温湿度计底盖料库供料单元4
‑
3的温湿度计底盖料库供料单元供料支架包括水平的温湿度计底盖料库供料单元上固定板4
‑3‑
2、水平的温湿度计底盖料库供料单元下固定板4
‑3‑
7和4根竖向的支撑腿4
‑3‑
11,温湿度计底盖料库供料单元下固定板4
‑3‑
7固定安装在第四型材安装底板4
‑
6上,温湿度计底盖料库4
‑3‑
5竖向安装在温湿度计底盖料库供料单元下固定板4
‑3‑
7上,温湿度计底盖料库4
‑3‑
5为井式镂空结构,由4根立柱组成,温湿度计底盖料库供料单元上固定板4
‑
302上设有温湿度计底盖供料口,温湿度计底盖供料口处设有温湿度计底盖料库供料光电传感器4
‑3‑
4,温湿度计底盖料库4
‑3‑
5内部设有温湿度计底盖出料托盘4
‑3‑
6,温湿度计底盖放置在温湿度计底盖出料托盘4
‑3‑
6上,温湿度计底盖料库4
‑3‑
5的一侧设有竖向安装在温湿度计底盖料库供料单元供料支架上的温湿度计底盖供料丝杠4
‑3‑
10,温湿度计底盖供料丝杠4
‑3‑
10上设有温湿度计底盖供料丝杠螺母4
‑3‑
9,温湿度计底盖出料托盘4
‑3‑
6和温湿度计底盖供料丝杠螺母4
‑3‑
9通过连接杆连接,靠近温湿度计底盖供料丝杠螺母4
‑3‑
9的一根支撑腿4
‑3‑
11内侧上部和下部分别设有温湿度计底盖出料托盘限位微动开关4
‑3‑
3,温湿度计底盖供料支架上设有与温湿度计底盖供料丝杠4
‑3‑
10连接的温湿度计底盖供料直流减速电机4
‑3‑
1。
149.温湿度计底盖供料直流减速电机4
‑3‑
1优选但不限于为rs 24v直流减速电机,温湿度计底盖料库供料光电传感器4
‑3‑
4优选但不限于为西克gtb2s
‑
p1331光电开关,温湿度计底盖出料托盘限位微动开关4
‑3‑
3优选但不限于为dc1c
‑
c3lb微动开关。
150.本单元使用时,温湿度计底盖供料直流减速电机4
‑3‑
1转动,温湿度计底盖供料丝杠螺母4
‑3‑
9带动温湿度计底盖出料托盘4
‑3‑
6沿温湿度计底盖供料丝杠4
‑3‑
10上下移动,当温湿度计底盖出料托盘4
‑3‑
6带动温湿度计底盖上行至温湿度计底盖供料口处时,温湿度计底盖料库供料光电传感器4
‑3‑
4检测到温湿度计底盖,温湿度计底盖供料直流减速电机停止转动,完成温湿度计底盖的出库,两个温湿度计底盖出料托盘限位微动开关4
‑3‑
3用于检测温湿度计底盖出料托盘4
‑3‑
6的上、下行程,第一机器人抓取组件4
‑
1的机器人4
‑1‑
2通过第四吸盘4
‑1‑
1将温湿度计底盖抓取放置到小车11
‑
2的工位上。
151.如图18所示:甲醛检测仪压装平台4
‑
4的甲醛检测仪压装平台支架包括水平的甲醛检测仪压装平台上固定板4
‑4‑
6、水平的甲醛检测仪压装平台下固定板4
‑4‑
12和4根竖向的支撑腿4
‑4‑
7,甲醛检测仪压装平台下固定板4
‑4‑
12固定安装在第四型材安装底板4
‑
6上,甲醛检测仪压装平台上固定板4
‑4‑
6上设有甲醛检测仪压装气缸龙门架4
‑4‑
2,甲醛检测仪压装气缸龙门架4
‑4‑
2的上端水平横杆上安装有竖直向下的甲醛检测仪压装气缸4
‑4‑
1,甲醛检测仪压装气缸4
‑4‑
1的伸缩杆下端安装有水平的甲醛检测仪压装压板4
‑4‑
3,甲醛
检测仪压装气缸龙门架4
‑4‑
2下方设有甲醛检测仪压装定位板4
‑4‑
5,甲醛检测仪压装定位板4
‑4‑
5的一侧设有甲醛检测仪光电传感器4
‑4‑
4,甲醛检测仪压装定位板4
‑4‑
5下方的甲醛检测仪压装平台下固定板4
‑4‑
12上设有甲醛检测仪压装定位板直线导轨4
‑4‑
10和甲醛检测仪压装定位板导向长条孔4
‑4‑
11,甲醛检测仪压装定位板4
‑4‑
5安装在甲醛检测仪压装定位板直线导轨4
‑4‑
10上,甲醛检测仪压装平台下固定板4
‑4‑
12底面安装有甲醛检测仪压装定位板推拉气缸4
‑4‑
8,甲醛检测仪压装定位板推拉气缸4
‑4‑
8的伸缩杆前端设有竖直向上的圆柱销4
‑4‑
9,圆柱销4
‑4‑
9穿过甲醛检测仪压装定位板导向长条孔4
‑4‑
11与甲醛检测仪压装定位板4
‑4‑
5底部连接。
152.甲醛检测仪压装气缸4
‑4‑
1优选但不限于festo品牌的adngf
‑
25
‑
60
‑
p
‑
a压装气缸,甲醛检测仪压装定位板推拉气缸4
‑4‑
8优选但不限于festo品牌的dsnu
‑
10
‑
100
‑
p
‑
a圆形气缸,上述气缸均自带磁性接近传感器,优选但不限于festo品牌的sies
‑
8m
‑
po
‑
24v
‑
k
‑
7,5
‑
oe传感器,甲醛检测仪光电传感器4
‑4‑
4优选但不限于为西克gtb2s
‑
p1331光电开关。
153.本压装平台使用时,第二机器人抓取组件4
‑
8将甲醛检测仪外壳及电路板放置库4
‑
5中的甲醛检测仪外壳和电路板依次放置到甲醛检测仪压装定位板4
‑4‑
5中,甲醛检测仪光电传感器4
‑4‑
4检测到信号后,甲醛检测仪压装定位板推拉气缸4
‑4‑
8的伸缩杆缩回,带动甲醛检测仪压装定位板4
‑4‑
5移动到甲醛检测仪压装压板4
‑4‑
3的下方,甲醛检测仪压装气缸4
‑4‑
1的伸缩杆伸出,带动甲醛检测仪压装压板4
‑4‑
3下行,完成甲醛检测仪外壳和电路板的组装。
154.如图19、20所示:甲醛检测仪外壳及电路板放置库4
‑
5包括竖向的甲醛检测仪存储货架4
‑5‑
6,甲醛检测仪存储货架4
‑5‑
6上设有水平的甲醛检测仪外壳放置板4
‑5‑
3和甲醛检测仪电路板放置板4
‑5‑
4,甲醛检测仪外壳放置板4
‑5‑
3和甲醛检测仪电路板放置板4
‑5‑
4两端和甲醛检测仪存储货架4
‑5‑
6的侧板之间设有甲醛检测仪存储货架放置板直线导轨4
‑5‑
7,上述每层放置板的底部安装有甲醛检测仪存储货架放置板推拉气缸4
‑5‑
5,甲醛检测仪存储货架放置板推拉气缸4
‑5‑
5的伸缩杆前端与对应放置板连接,甲醛检测仪存储货架放置板推拉气缸4
‑4‑
5的缸体后端固定在甲醛检测仪存储货架4
‑5‑
6的后侧板上,甲醛检测仪存储货架4
‑5‑
6的顶部和侧面分别覆盖有机玻璃防护板4
‑5‑
1、有机玻璃防护板4
‑5‑
2。
155.甲醛检测仪存储货架放置板推拉气缸4
‑5‑
5优选但不限于festo品牌的dsnu
‑
10
‑
100
‑
p
‑
a圆形气缸,其自带磁性接近传感器,优选但不限于为festo品牌的sies
‑
8m
‑
po
‑
24v
‑
k
‑
7,5
‑
oe传感器。
156.本放置库用于存放甲醛检测仪外壳及电路板,甲醛检测仪外壳放置板4
‑5‑
3下方的甲醛检测仪存储货架放置板推拉气缸4
‑5‑
5的伸缩杆伸出,将放置有甲醛检测仪外壳的甲醛检测仪外壳放置板4
‑5‑
3推出,第二机器人抓取组件4
‑
8将甲醛检测仪外壳抓取并放置到甲醛检测仪压装定位板4
‑4‑
5中,甲醛检测仪外壳放置板4
‑5‑
3下方的甲醛检测仪存储货架放置板推拉气缸4
‑5‑
5的伸缩杆缩回复位,甲醛检测仪电路板放置板4
‑5‑
4下方的甲醛检测仪存储货架放置板推拉气缸4
‑5‑
5的伸缩杆伸出,将放置有甲醛检测仪电路板的甲醛检测仪电路板放置板4
‑5‑
4推出,第二机器人抓取组件4
‑
8将甲醛检测仪电路板抓取并放置到甲醛检测仪压装定位板4
‑4‑
5中。
157.本工作站工作时,第二分支轨道位于本工作站第一机器人抓取组件4
‑
1一侧,第二分支轨道上的小车11
‑
2处于第一机器人抓取组件4
‑
1的活动范围之内,本工作站用于温湿
度计电路板、温湿度计底盖、甲醛检测仪外壳及电路板的存放及供料,利用第一机器人抓取组件4
‑
1将温湿度计电路板、温湿度计底盖抓取放置到小车11
‑
2的工位上,利用第二机器人抓取组件4
‑
8将甲醛检测仪外壳及电路板放置到甲醛检测仪压装平台4
‑
4完成压装,压装完毕后,第一机器人抓取组件4
‑
1和第二机器人抓取组件4
‑
2将组装后的甲醛检测仪外壳及电路板协作抓取放置到小车11
‑
2的工位上,小车11
‑
2进入下一工作站。
158.如图21所示:温湿度计螺钉装配工作站5的第五控制柜单元的柜体内部设有第五plc模块(图中未画出),柜体外前侧设有第五控制面板5
‑
8,柜体外上端面设有第五型材安装底板5
‑
9,第五型材安装底板5
‑
9的两侧上方通过第五x轴电缸支架5
‑
10设有对称的第五x轴电缸5
‑
1,第五y轴电缸5
‑
2的两端分别安装在两条第五x轴水平电缸5
‑
1的滑块上,第五z轴竖向电缸5
‑
5安装在第五y轴水平电缸5
‑
2的滑块上,第五z轴竖向电缸5
‑
5的滑块上安装有指向下方的第五螺丝机5
‑
7,第五型材安装底板5
‑
9上设有第五送钉器5
‑
6。
159.上个3个电缸为现有技术成熟市售产品,优选但不限于采用费斯托egc
‑
80
‑
300
‑
tb
‑
kf
‑
0h
‑
gv\egc
‑
80
‑
600
‑
tb
‑
kf
‑
0h
‑
gv电缸,每个电缸均配备有步进电机5
‑
3、减速机5
‑
4和磁性接近传感器,步进电机5
‑
3优选但不限于为雷塞57cm06步进电机,减速机5
‑
4优选但不限于为费斯托emga
‑
60
‑
p
‑
g5
‑
sst
‑
57减速机,磁性接近传感器优选但不限于为费斯托sies
‑
8m
‑
po
‑
24v
‑
k
‑
7,5
‑
oe传感器,第五螺丝机5
‑
7优选但不限于采用品牌:丹尼克尔,型号:ydtk
‑
rj
‑
12,全自动吸钉送钉螺丝机,第五送钉器5
‑
6与第五螺丝机5
‑
7相配套。
160.第三分支轨道从第五x轴电缸5
‑
1下方穿过,第三分支轨道上的小车11
‑
2位于第五螺丝机5
‑
7的活动范围之内,本工作站的第五螺丝机5
‑
7在三个电缸的作用下,可以实现前后、左右、上下移动,其拾取第五送钉器5
‑
6内的螺钉,对停留在本站的小车11
‑
2上的温湿度计进行装配,将温湿度计电路板安装固定在温湿度计上盖的安装位置,装配完成后,小车11
‑
2进入下一站。
161.如图22所示:机器人装配工作站6的第六控制柜单元的柜体内部设有第六plc模块(图中未画出),柜体外前侧设有第六控制面板6
‑
9,柜体外上端面设有第六型材安装底板6
‑
8,第六型材安装底板6
‑
8上安装有六自由度机器人抓取组件6
‑
10,六自由度机器人抓取组件6
‑
10的活动范围内设有安装在第六型材安装底板6
‑
8上的干电池料库供料单元6
‑
1、甲醛检测仪电池盖料库6
‑
2、温湿度计后盖压装平台6
‑
3、换手组件6
‑
4、甲醛检测仪电池盖压装平台6
‑
5、纽扣电池后盖料库6
‑
6和纽扣电池料库供料单元6
‑
7;
162.六自由度机器人抓取组件6
‑
10包括安装在第六型材安装底板6
‑
8上的机器人底板,六自由度机器人安装在机器人底板上,六自由度机器人的前端安装有气动换手装置。六自由度机器人为abb irb120六自由度机器人,气动换手装置优选但不限于采用星塔气动快换夹具ox
‑
a。
163.如图23所示:干电池料库供料单元6
‑
1的干电池料库支架包括干电池料库支架上固定板6
‑1‑
4、干电池料库支架下固定板6
‑1‑
6和4根支撑腿6
‑1‑
5,干电池料库支架下固定板6
‑1‑
6固定在第六型材安装底板6
‑
8上,干电池料库支架上固定板6
‑1‑
4上设有竖向的干电池料库6
‑1‑
1,干电池料库6
‑1‑
1下端出料口与干电池料库支架上固定板6
‑1‑
4之间设有间隙,间隙长度与干电池料库6
‑1‑
1内一块干电池的长度相同,干电池料库6
‑1‑
1下端出料口的前侧设有干电池定位板6
‑1‑
8,干电池料库6
‑1‑
1下端出料口的后侧设有干电池料库供料推杆6
‑1‑
9,干电池料库支架上固定板6
‑1‑
4的底部设有干电池料库供料推缸6
‑1‑
7,干电
池料库6
‑1‑
1后侧的干电池料库支架上固定板6
‑1‑
4上设有干电池供料导向长条孔6
‑1‑
10,干电池料库供料推缸6
‑1‑
7的伸缩杆前端设有竖直向上的连接杆,连接杆穿过干电池供料导向长条孔6
‑1‑
10与干电池料库供料推杆6
‑1‑
9连接,干电池料库6
‑1‑
1下端出料口的一侧设有干电池料库供料光电传感器6
‑1‑
3。
164.干电池料库供料推缸6
‑1‑
7优选但不限于为festo dsnu
‑
10
‑
80
‑
p
‑
a气缸,干电池料库供料光电传感器6
‑1‑
3优选但不限于为西克光纤传感器nbb0,8
‑
4m25
‑
e2 053378。
165.本单元使用时,干电池平放在干电池料库6
‑1‑
1中,其依靠重力,每次只有一个干电池落入干电池料库6
‑1‑
1下端出料口和干电池料库支架上固定板6
‑1‑
4之间的间隙,干电池料库供料光电传感器6
‑1‑
3检测到干电池后,干电池料库供料推缸6
‑1‑
7的伸缩杆缩回,带动干电池料库供料推杆6
‑1‑
9将落入间隙的干电池向前推至干电池定位板6
‑1‑
8处,完成干电池的出库,此时干电池料库供料推杆6
‑1‑
9仍然将干电池料库6
‑1‑
1内的干电池托起,当干电池料库供料推杆6
‑1‑
9复位后,下一块干电池落下。
166.如图24所示:甲醛检测仪电池盖料库供料单元6
‑
2的甲醛检测仪电池盖料库支架的甲醛检测仪电池盖料库固定板6
‑2‑
2通过两侧底部的支撑腿6
‑2‑
3固定安装在第六型材安装底板6
‑
8上,甲醛检测仪电池盖料库固定板6
‑2‑
2上设有竖向的甲醛检测仪电池盖料库6
‑2‑
1,甲醛检测仪电池盖料库6
‑2‑
1下端出料口与甲醛检测仪电池盖料库固定板6
‑2‑
2之间设有间隙,间隙长度与甲醛检测仪电池盖的长度相同,甲醛检测仪电池盖料库固定板6
‑2‑
2的前侧设有甲醛检测仪电池盖定位板6
‑2‑
8,后侧设有甲醛检测仪电池盖料库供料推板6
‑2‑
7,甲醛检测仪电池盖料库固定板6
‑2‑
2的底部安装有甲醛检测仪电池盖料库供料推缸6
‑2‑
4,甲醛检测仪电池盖料库6
‑2‑
1后侧的甲醛检测仪电池盖料库固定板6
‑2‑
2外套装有推板环6
‑2‑
6,甲醛检测仪电池盖料库供料推缸6
‑2‑
4的伸缩杆与推板环6
‑2‑
6的底部连接,甲醛检测仪电池盖料库供料推板6
‑2‑
7与推板环6
‑2‑
6的上部连接,甲醛检测仪电池盖料库6
‑2‑
1的底部一侧设有甲醛检测仪电池盖料库供料光电传感器6
‑2‑
5。
167.甲醛检测仪电池盖料库供料推缸6
‑2‑
4优选但不限于为festo dsnu
‑
10
‑
80
‑
p
‑
a气缸,甲醛检测仪电池盖料库供料光电传感器6
‑2‑
5优选但不限于采用西克gtb2s
‑
p1331光电开关。
168.本单元使用时,甲醛检测仪电池盖水平放置在甲醛检测仪电池盖料库6
‑2‑
1中,其依靠重力,每次仅有1个甲醛检测仪电池盖落入甲醛检测仪电池盖料库6
‑2‑
1下端出料口与甲醛检测仪电池盖料库固定板6
‑2‑
2之间的间隙,甲醛检测仪电池盖料库供料光电传感器6
‑2‑
5检测到甲醛检测仪电池盖落入间隙后,甲醛检测仪电池盖料库供料推缸6
‑2‑
4的伸缩杆缩回,带动推板环、甲醛检测仪电池盖料库供料推板6
‑2‑
7向前移动,将间隙内的甲醛检测仪电池盖推至甲醛检测仪电池盖定位板6
‑2‑
8,完成甲醛检测仪电池盖的出库,此时甲醛检测仪电池盖料库供料推板6
‑2‑
7仍然将甲醛检测仪电池盖料库6
‑2‑
1内的甲醛检测仪电池盖托起,当甲醛检测仪电池盖料库供料推板6
‑2‑
7复位后,下一块甲醛检测仪电池盖落下。
169.如图25所示:温湿度计后盖压装平台6
‑
3的温湿度计后盖压装平台支架包括水平的温湿度计后盖压装平台上固定板6
‑3‑
7、水平的温湿度计后盖压装平台下固定板6
‑3‑
12和4根竖向的支撑腿6
‑3‑
8,温湿度计后盖压装平台下固定板6
‑3‑
12固定安装在第六型材安装底板6
‑
8上,温湿度计后盖压装平台上固定板6
‑3‑
7上设有温湿度计后盖压装气缸龙门架
6
‑3‑
2,温湿度计后盖压装气缸龙门架6
‑3‑
2的上端水平横杆上安装有竖直向下的温湿度计后盖压装气缸6
‑3‑
1,温湿度计后盖压装气缸的伸缩杆下端安装有水平的温湿度计后盖压装压板6
‑3‑
3,温湿度计后盖压装气缸龙门架6
‑3‑
2下方设有温湿度计后盖压装定位板6
‑3‑
5,温湿度计后盖压装定位板6
‑3‑
5下方的温湿度计后盖压装平台下固定板6
‑3‑
12上设有温湿度计后盖压装定位板直线导轨6
‑3‑
6和温湿度计后盖压装定位板导向长条孔6
‑3‑
10,温湿度计后盖压装定位板6
‑3‑
5安装在温湿度计后盖压装定位板直线导轨6
‑3‑
6上,温湿度计后盖压装平台下固定板6
‑3‑
12底面安装有温湿度计后盖压装定位板推拉气缸6
‑3‑
9,温湿度计后盖压装定位板推拉气缸6
‑3‑
9的伸缩杆前端设有竖直向上的圆柱销6
‑3‑
11,圆柱销6
‑3‑
11穿过温湿度计后盖压装定位板导向长条孔6
‑3‑
10与温湿度计后盖压装定位板6
‑3‑
5底部连接,温湿度计后盖压装定位板6
‑3‑
5的一侧设有温湿度计后盖光电传感器6
‑3‑
4。
170.温湿度计后盖压装气缸6
‑3‑
1优选但不限于festo品牌的adngf
‑
25
‑
60
‑
p
‑
a压装气缸,温湿度计后盖压装定位板推拉气缸6
‑3‑
9优选但不限于festo品牌的dsnu
‑
10
‑
100
‑
p
‑
a圆形气缸,上述气缸均自带磁性接近传感器,优选但不限于festo品牌的sies
‑
8m
‑
po
‑
24v
‑
k
‑
7,5
‑
oe传感器,温湿度计后盖光电传感器6
‑3‑
4优选但不限于为西克gtb2s
‑
p1331光电开关。
171.本压装平台使用时,六自由度机器人抓取组件6
‑
10将小车11
‑
2上送来的温湿度计上盖放入温湿度计后盖压装定位板6
‑3‑
5,温湿度计后盖光电传感器6
‑3‑
4检测到工件后,六自由度机器人抓取组件6
‑
10再将小车11
‑
2上送来的安装好温湿度计电路板的温湿度计底盖放置到温湿度计上盖上,温湿度计后盖压装定位板推拉气缸6
‑3‑
9的伸缩杆缩回,带动温湿度计后盖压装定位板6
‑3‑
5移动到温湿度计后盖压装压板6
‑3‑
3下方,温湿度计后盖压装气缸6
‑3‑
1的伸缩杆下行,带动温湿度计后盖压装压板6
‑3‑
3下行完成压装,压装完毕后温湿度计后盖压装气缸6
‑3‑
1的伸缩杆上行复位,温湿度计后盖压装定位板推拉气缸6
‑3‑
9的伸缩杆伸出复位,六自由度机器人抓取组件6
‑
10利用第三换手组件机械手的第三机械手吸盘6
‑4‑
11抓取纽扣电池料库供料单元6
‑
7出库的纽扣电池,将纽扣电池放置到温湿度计底盖的电池安装位置,再吸取纽扣电池后盖料库6
‑
6的纽扣电池后盖6
‑6‑
2,将其放置在纽扣电池上方,六自由度机器人抓取组件6
‑
10换第一换手组件机械手,利用第一机械手拧盖螺丝刀6
‑4‑
5完成纽扣电池后盖6
‑6‑
2的安装。
172.如图26所示:换手组件6
‑
4的龙门架式换手组件支架6
‑4‑
1固定安装在第六型材安装底板6
‑
8上,换手组件支架6
‑4‑
1的上部设有三个向前侧伸出的水平的换手组件夹具固定板6
‑4‑
2,换手组件夹具固定板6
‑4‑
2的前端设有内凹的换手组件夹具卡槽,三个不同的换手组件机械手分别通过换手组件夹具卡槽竖向悬挂在换手组件支架6
‑4‑
1上,第一换手组件机械手从上向下依次为第一机械手自动换手夹具6
‑4‑
3、第一机械手定位板6
‑4‑
12、第一机械手支架6
‑4‑
4和第一机械手拧盖螺丝刀6
‑4‑
5,第二换手组件机械手从上向下依次为第二机械手自动换手夹具6
‑4‑
6、第二机械手定位板6
‑4‑
13、第二机械手平行气爪6
‑4‑
7和第二机械手干电池夹爪6
‑4‑
8,第三换手组件机械手从上向下依次为第三机械手换手夹具6
‑4‑
9、第三机械手定位板6
‑4‑
14、第三机械手吸盘支架6
‑4‑
10和第三机械手吸盘6
‑4‑
11;上述3个换手组件机械手通过机械手定位板悬挂在换手组件夹具卡槽中,每个卡槽两侧的换手组件夹具定位销插入机械手定位板两端的定位销孔中。
173.第二机械手平行气爪6
‑4‑
7优选但限于为festo平行气爪dhps
‑
20
‑
a,第三机械手
吸盘6
‑4‑
11优选但不限于为festo吸盘189171esg
‑
10
‑
bn
‑
ha
‑
qs,三个机械手自动换手夹具优选但不限于为星塔气动快换夹具ox
‑
a1。
174.本换手组件6
‑
4为六自由度机器人抓取组件6
‑
10提供3种不同的机械手,供其使用。
175.如图27所示:甲醛检测仪电池盖压装平台6
‑
5的甲醛检测仪电池盖压装平台支架包括水平的甲醛检测仪电池盖压装平台上固定板6
‑5‑
7、水平的甲醛检测仪电池盖压装平台下固定板6
‑5‑
12和4根竖向的支撑腿6
‑5‑
8,甲醛检测仪电池盖压装平台下固定板6
‑5‑
12固定安装在第六型材安装底板6
‑
8上,甲醛检测仪电池盖压装平台上固定板6
‑5‑
7上设有甲醛检测仪电池盖压装气缸龙门架6
‑5‑
2,甲醛检测仪电池盖压装气缸龙门架6
‑5‑
2的上端水平横杆上安装有竖直向下的甲醛检测仪电池盖压装气缸6
‑5‑
1,甲醛检测仪电池盖压装气缸的伸缩杆下端安装有水平的甲醛检测仪电池盖压装压板6
‑5‑
3,甲醛检测仪电池盖压装气缸龙门架6
‑5‑
2下方设有甲醛检测仪电池盖压装定位板6
‑5‑
5,甲醛检测仪电池盖压装定位板6
‑5‑
5下方的甲醛检测仪电池盖压装平台上固定板6
‑5‑
7上设有甲醛检测仪电池盖压装定位板直线导轨6
‑5‑
6和甲醛检测仪电池盖压装定位板导向长条孔6
‑5‑
10,甲醛检测仪电池盖压装定位板6
‑5‑
5安装在甲醛检测仪电池盖压装定位板直线导轨6
‑5‑
6上,甲醛检测仪电池盖压装平台上固定板6
‑5‑
7底面安装有甲醛检测仪电池盖压装定位板推拉气缸6
‑5‑
9,甲醛检测仪电池盖压装定位板推拉气缸6
‑5‑
9的伸缩杆前端设有竖直向上的圆柱销6
‑5‑
11,圆柱销6
‑5‑
11穿过甲醛检测仪电池盖压装定位板导向长条孔6
‑5‑
10与甲醛检测仪电池盖压装定位板6
‑5‑
5底部连接,甲醛检测仪电池盖压装定位板6
‑5‑
5的一侧设有甲醛检测仪电池盖光电传感器6
‑5‑
4。
176.甲醛检测仪电池盖压装气缸6
‑5‑
1优选但不限于为festo adngf
‑
25
‑
60
‑
p
‑
a压装气缸,甲醛检测仪电池盖压装定位板推拉气缸6
‑5‑
9优选但不限于为festo dsnu
‑
10
‑
100
‑
p
‑
a圆形气缸,上述气缸均自带磁性接近传感器,优选但不限于为festo sies
‑
8m
‑
po
‑
24v
‑
k
‑
7,5
‑
oe传感器,甲醛检测仪电池盖光电传感器6
‑5‑
4优选但不限于为西克gtb2s
‑
p1331光电开关。
177.本压装平台使用时,六自由度机器人抓取组件6
‑
10将小车11
‑
2上送来的组装好甲醛检测仪电路板的甲醛检测仪外壳放置到甲醛检测仪电池盖压装定位板6
‑5‑
5上,甲醛检测仪电池盖光电传感器6
‑5‑
4检测到工件后,六自由度机器人抓取组件6
‑
10抓取干电池料库供料单元6
‑
1出库的干电池,放置到甲醛检测仪电路板上的电池安装位置,电池安放到位后,六自由度机器人抓取组件6
‑
10抓取甲醛检测仪电池盖放置到电池上方,然后甲醛检测仪电池盖压装定位板推拉气缸6
‑5‑
9的伸缩杆缩回,带动甲醛检测仪电池盖压装定位板6
‑5‑
5至甲醛检测仪电池盖压装压板6
‑5‑
3下方,甲醛检测仪电池盖压装气缸6
‑5‑
1的伸缩杆伸出,带动甲醛检测仪电池盖压装压板6
‑5‑
3下行,完成干电池以及甲醛检测仪电池盖的安装。
178.如图28所示:纽扣电池后盖料库6
‑
6的放置平台6
‑6‑
1通过纽扣电池后盖料库支架6
‑6‑
3安装在第六型材安装底板6
‑
8上,放置平台6
‑6‑
1上设有纽扣电池后盖6
‑6‑
2。
179.如图29所示:纽扣电池料库供料单元6
‑
7的纽扣电池料库供料单元支架包括水平的纽扣电池料库供料单元上固定板6
‑7‑
8、水平的纽扣电池料库供料单元下固定板6
‑7‑
7和4根竖向的支撑腿6
‑7‑
6,纽扣电池料库供料单元下固定板6
‑7‑
7固定安装在第六型材安装
底板6
‑
8上,纽扣电池料库供料单元上固定板6
‑7‑
8上设有纽扣电池料库固定板6
‑7‑
2,纽扣电池料库固定板6
‑7‑
2上设有盛放纽扣电池的纽扣电池料库6
‑7‑
1,纽扣电池料库6
‑7‑
1为筒状料仓,下端安装在纽扣电池料库固定板6
‑7‑
2上,纽扣电池料库固定板6
‑7‑
2上设有纽扣电池料库供料口,纽扣电池料库供料口下方设有穿过纽扣电池料库固定板6
‑7‑
2的纽扣电池推料板6
‑7‑
3,纽扣电池推料板6
‑7‑
3上端面设有与纽扣电池匹配的凹槽,凹槽中部设有纽扣电池供料光电传感器6
‑7‑
4,纽扣电池供料单元上固定板6
‑7‑
8的下端面设有纽扣电池供料推缸6
‑7‑
5,纽扣电池供料推缸6
‑7‑
5上方的纽扣电池供料单元上固定板6
‑7‑
8上设有贯通板体的长条孔,纽扣电池供料推缸的伸缩杆前端设有竖向穿过长条孔的连接销轴,连接销轴的上端与纽扣电池推料板6
‑7‑
3下端面连接。
180.纽扣电池供料推缸6
‑7‑
5优选但不限于为festo dsnu
‑
10
‑
60
‑
p
‑
a气缸,纽扣电池供料光电传感器优选但不限于为西克电感传感器ime08
‑
04npszw2s。
181.本单元纽扣电池供料推缸6
‑7‑
5与纽扣电池推料板6
‑7‑
3之间的长条孔、连接销轴设置与温湿度计后盖压装平台6
‑
3、甲醛检测仪电池盖压装平台6
‑
5中的对应结构相同。
182.本单元使用时,纽扣电池水平放置在纽扣电池料库6
‑7‑
1中,其依靠重力,每次仅有1个纽扣电池落入纽扣电池推料板6
‑7‑
3的凹槽中,纽扣电池供料光电传感器6
‑7‑
4检测到纽扣电池盖落入凹槽后,纽扣电池供料推缸6
‑7‑
5的伸缩杆伸出,带动纽扣电池推料板6
‑7‑
3向前移动,完成纽扣电池的出库。
183.本工作站使用时,第三分支轨道经过本工作站后侧上方,小车11
‑
2位于六自由度机器人抓取组件6
‑
10的活动范围之内,六自由度机器人将组装完毕后的甲醛检测仪、温湿度计放回小车11
‑
2,进入下一站。
184.如图30所示:打码及检测站7的第七控制柜单元的柜体内部设有第七plc模块(图中未画出),柜体外前侧设有第七控制面板7
‑
5,柜体外上端面设有第七型材安装底板7
‑
4,第七型材安装底板上一侧设有抓取移位组件7
‑
1,另一侧设有激光打标机7
‑
3,抓取移位组件7
‑
1和激光打标机7
‑
3之间设有翻转组件7
‑
2。
185.如图31所示:抓取移位组件7
‑
1包括安装在第七型材安装底板7
‑
4上的抓取移位组件龙门架7
‑1‑
8,抓取移位组件龙门架7
‑1‑
8的上端设有水平的抓取移位组件横向移位电缸7
‑1‑
1,抓取移位组件横向移位电缸7
‑1‑
1的滑块上安装有竖向的抓取移位组件竖向移位气缸7
‑1‑
2,抓取移位组件竖向移位气缸的伸缩杆7
‑1‑
2与水平的抓取移位组件横向抓取气缸7
‑1‑
5连接,抓取移位组件横向抓取气缸7
‑1‑
5的伸缩杆与抓取移位组件吸盘支架连接,抓取移位组件吸盘支架上设有指向下方的抓取移位组件吸盘7
‑1‑
6,抓取移位组件横向抓取气缸7
‑1‑
5的缸体一侧设有指向下方的抓取移位组件相机7
‑1‑
4。
186.抓取移位组件横向移位电缸7
‑1‑
1优选但不限于为festo egc
‑
70
‑
500
‑
tb
‑
kf
‑
0h
‑
gk电缸,抓取移位组件竖向移位气缸7
‑1‑
2优选但不限于为festo dsnu
‑
20
‑
250
‑
p
‑
a气缸,上述气缸和电缸均设置磁性接近传感器,优选但不限于为festo sies
‑
8m
‑
po
‑
24v
‑
k
‑
7,5
‑
oe传感器,电缸由步进电机驱动,步进电机优选但不限于为雷塞42步进电机,抓取移位组件相机7
‑1‑
4优选但不限于为海康威视相机,抓取移位组件吸盘7
‑1‑
6优选但不限于为费斯托189171esg
‑
10
‑
bn
‑
ha
‑
qs吸盘,抓取移位组件横向抓取气缸7
‑1‑
5优选但不限于为费斯托adngf
‑
16
‑
100
‑
p
‑
a气缸。
187.本组件的抓取移位组件吸盘7
‑1‑
6在抓取移位组件横向移位电缸7
‑1‑
1、抓取移位
组件竖向移位气缸7
‑1‑
2、抓取移位组件横向抓取气缸7
‑1‑
5的控制下可以实现上下、左右、前后移动。
188.如图32所示:翻转组件7
‑
2设有3个,每个翻转组件7
‑
2包括安装在第七型材安装底板7
‑
4上的翻转组件支架7
‑2‑
7,翻转组件支架7
‑2‑
7上一侧设有翻转组件平台7
‑2‑
1,另一侧设有竖向的翻转组件升降气缸7
‑2‑
6,翻转组件升降气缸7
‑2‑
6的伸缩杆上设有翻转组件旋转气缸支架7
‑2‑
5,翻转组件旋转气缸支架7
‑2‑
5上设有竖向的翻转组件旋转气缸7
‑2‑
4,翻转组件旋转气缸7
‑2‑
4的前侧旋转台上设有水平的翻转组件平行气缸7
‑2‑
3,翻转组件平行气缸7
‑2‑
3的前端设有翻转组件夹爪7
‑2‑
2。
189.翻转组件升降气缸7
‑2‑
6优选但不限于为festo dsnu
‑
16
‑
50
‑
p
‑
a气缸,翻转组件旋转气缸7
‑2‑
4优选但不限于为festo drrd
‑
10
‑
180
‑
fh
‑
pa旋转气缸,翻转组件平行气缸7
‑2‑
3优选但不限于为festo dhps
‑
10
‑
a平行气缸。
190.3个翻转组件7
‑
2均位于抓取移位组件7
‑
1的抓取范围之内,分别用于翻转车载香薰、温湿度计、甲醛检测仪。
191.本发明的激光打标机7
‑
3为现有技术成熟时候产品,优选但不限于为山东镭泽智能科技有限公司的型号lb
‑
rk
‑
20w,用于对小车11
‑
2上的工件进行打标。
192.第四分支轨道穿过本工作站的抓取移位组件龙门架7
‑1‑
8和激光打标机7
‑
3下方,小车11
‑
2位于抓取移位组件7
‑
1的活动范围内,本工作站的抓取移位组件7
‑
1将小车11
‑
2上的工件抓取到翻转组件7
‑
2上,通过翻转组件7
‑
2翻转后再放回到小车11
‑
2上,小车11
‑
2移动到激光打标机7
‑
3处,激光打标机7
‑
3对工件(车载香薰、温湿度计、甲醛检测仪)进行打标,不同的工件设定不同的打标内容。
193.如图33所示:成品包装工作站8的第八控制柜单元的柜体内部设有第八plc模块(图中未画出),柜体外前侧设有第八控制面板8
‑
5,柜体外上端面设有第八型材安装底板8
‑
4,第八型材安装底板8
‑
4上设有三轴取盒组件支架8
‑
3,三轴取盒组件支架8
‑
3为一侧开放的方形框架结构,三轴取盒组件8
‑
2安装在三轴取盒组件支架8
‑
3上,纸盒料库供料单元8
‑
4安装在三轴取盒组件支架8
‑
3的开放侧。
194.如图37所示:三轴取盒组件8
‑
2包括两条第八x轴水平电缸8
‑2‑
4,两条第八x轴水平电缸8
‑2‑
4对称安装在三轴取盒组件支架8
‑
3上端两侧,第八y轴水平电缸8
‑2‑
3的两端分别安装在两条第八x轴水平电缸8
‑2‑
4的滑块上,第八z轴竖向电缸8
‑2‑
5安装在第八y轴水平电缸8
‑2‑
3的滑块上,第八z轴竖向电缸8
‑2‑
5的滑块上安装有指向下方的第八吸盘支架8
‑2‑
6,第八吸盘支架8
‑2‑
6上设有指向下方的第八吸盘8
‑2‑
7。
195.本单元的x轴、y轴、z轴电缸分别优选为festo电缸(egc
‑
50
‑
650
‑
tb
‑
kf
‑
0h
‑
gv
‑
kl电缸、egc
‑
50
‑
600
‑
tb
‑
kf
‑
0h
‑
gv
‑
kl电缸及epcc
‑
bs
‑
45
‑
300
‑
10p
‑
a电缸),电缸均采用伺服电机8
‑2‑
1及减速机8
‑2‑
2驱动,x轴及y轴伺服电机优选但不限于为西门子1fl6024
‑
2af21
‑
1la1,z轴伺服电机8
‑2‑
1优选但不限于为西门子1fl6024
‑
2af21
‑
1lb1,减速机均优选优选但不限于为festo emga
‑
40
‑
p
‑
g5
‑
eas
‑
40,速比优选但不限于为1:5。
196.本单元的第八吸盘8
‑2‑
7在三个电缸的作用下,可以实现前后、左右、上下移动。
197.如图34、35、图36所示:纸盒料库供料单元8
‑
1的纸盒料库供料单元支架包括纸盒料库供料单元支架平台8
‑1‑
7通过4根支撑腿安装在第八型材安装底板8
‑
4上,纸盒料库供料单元支架平台8
‑1‑
7上设有两个竖向的纸盒料库8
‑1‑
1,两个料库分别盛放纸盒上盖和纸
出库的纸盒上盖、纸盒下盖分别抓取放置到小车11
‑
2上,再将小车11
‑
2上的工件(车载香薰/温湿度计/甲醛检测仪)放置到纸盒下盖中,再将小车11
‑
2上的纸盒上盖扣到纸盒下盖上,完成工件的包装。
202.如图38所示:贴标工作站9的第九控制柜单元的柜体内部设有第九plc模块(图中未画出),柜体外前侧设有第九控制面板9
‑
3,柜体外上端面设有第九型材安装底板9
‑
2,第九型材安装底板9
‑
2上安装有贴标机9
‑
1。
203.本工作站的贴标机9
‑
1优选但不限于采用山东镭泽智能科技有限公司生产的5w紫外激光打标机,其为现有技术成熟市售产品,无需第九plc模块控制,直接开机使用。小车11
‑
2经过本工作站时,在贴标机9
‑
1的下方停留,对小车11
‑
2上的成品包装盒进行贴标。
204.如图39所示:立体仓储工作站10包括框形结构的立体仓库支架10
‑
2,立体仓库支架上部后侧设有立体仓库10
‑
3,上部前侧设有第十三轴抓取机构10
‑
1。
205.如图40所示:第十三轴抓取机构10
‑
1包括两条第十x轴水平电缸10
‑1‑
1,两条第十x轴水平电缸10
‑1‑
1一上一下对称安装在立体仓库支架10
‑
2的前侧,第十y轴竖向电缸10
‑1‑
6的两端分别安装在两条第十x轴水平电缸10
‑1‑
1的滑块上,第十z轴平行气缸10
‑1‑
3安装在第十y轴竖向电缸10
‑1‑
6的滑块上,第十z轴平行气缸10
‑1‑
3的伸缩杆上安装有指向立体仓库10
‑
3的第十z轴平行气爪10
‑1‑
4,第十z轴平行气爪10
‑1‑
4上设有指向立体仓库的第十夹爪10
‑1‑
5。
206.第十x轴水平电缸10
‑1‑
1、第十y轴竖向电缸10
‑1‑
6优选但不限于为festo egc
‑
80
‑
1400
‑
tb
‑
kf
‑
0h
‑
gv电缸、egc
‑
80
‑
1100
‑
tb
‑
kf
‑
0h
‑
gv电缸,第十z轴平行气缸10
‑1‑
3优选但不限于为festo dsbc
‑
32
‑
300
‑
ppsa
‑
n3气缸,第十z轴平行气爪10
‑1‑
4优选但不限于为festo dhps
‑
20
‑
no平行气爪,电缸和气缸设有磁性接近传感器,优选但不限于为festo sies
‑
8m
‑
po
‑
24v
‑
k
‑
7.5
‑
oe传感器,3个电缸驱动分别采用伺服电机10
‑1‑
8和减速机10
‑1‑
9,x轴及y轴的伺服电机优选但不限于为西门子1fl6024
‑
2af21
‑
1la1,z轴的伺服电机优选但不限于为西门子1fl6024
‑
2af21
‑
1lb1,减速机均优选优选但不限于为festo emga
‑
40
‑
p
‑
g5
‑
eas
‑
40,速比优选但不限于为1:5。
207.本工作站使用时,利用第九plc模块和第九控制面板9
‑
3控制,立体仓库为方形框架结构,其设置有多层放置板;小车11
‑
2从一侧穿过立体仓库支架10
‑
2,从立体仓库10
‑
3的前侧经过,小车11
‑
2的停留位置位于第十三轴抓取机构10
‑
1的活动范围内,第十三轴抓取机构10
‑
1抓取贴标后的成品包装盒,放置到立体仓库10
‑
3的放置板中,完成成品的入库。
208.本发明各工作站的控制柜单元的型材安装底板采用欧标工业铝型材拼接加工,采用高强度的内六角平圆头螺钉进行连接,螺钉安装孔采用沉孔,螺栓头隐藏,美观牢固,各工作站的控制面板采用铝合金材质,表面喷砂氧化处理,并根据需求进行开孔和安装各种手动控制电气元件,按钮包括各个单元的启动按钮、停止按钮、自动运行启动及停止按钮,急停按钮,按钮与控制模块之间直接连接;触摸屏选用西门子品牌,型号ktp700,触摸屏的面板可设定显示系统画面,触摸屏的面板可设定显示系统画面,可通过触摸屏控制各工位及整机动作及运行,各工作站的plc控制单元优选但不限于西门子s7
‑
1500 plc_1512c_1pn,各控制柜的柜体还设置有机玻璃门、脚杯。
209.以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各
实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1