自动取铆刀及具有取铆功能的压铆档案装订机的制作方法
1.本实用新型涉及铆管装订文件的铆管拆除机构技术领域,尤其是涉及自动取铆刀及具有取铆功能的压铆档案装订机。
背景技术:
2.压铆档案装订机用于装订文件、票据和凭证等,压铆档案装订机通过钻刀在文件边缘钻出一个圆形的装订孔,再通过热压铆机构将插入在装订孔中的铆管的上下两端热压铆成一铆管头部,以实现铆管装订。
3.采用铆管装订方式装订的装订文件,如果需要拆除铆管,需要使用美刀工或剪刀将其铆管头部切除,即通过手工切除铆管的方式取出铆管,操作非常麻烦,由于铆管的铆管头部紧贴文件,且铆管质地较硬,切断铆管非常困难,特别是难以控制美刀工等切除工具的力度,非常容易切坏文件。
4.目前没有专用于拆除铆管的设备,在开发过程中申请人发现,拆除铆管设备仍存在一些技术问题有待解决,例如,无法保证钻刀与铆管完全同心同轴,特别是对于厚度较大的文件,铆管的上部铆管头部经常会相对其下部铆管头部歪斜,无法保证上部铆管头部完全竖直对齐并保持在同心同轴的状态,这会导致钻刀无法完全切断铆管的上铆管头部,容易出现钻刀切到文件的情况,因此有必要予以改进。
技术实现要素:
5.针对现有技术存在的不足,本实用新型的目的是提供一种自动取铆刀,结构简单,配合使用于压铆档案装订机,成本低,自动切断铆管的铆管头部。
6.针对现有技术存在的不足,本实用新型的目的是提供一种具有取铆功能的压铆档案装订机,装配有自动切断铆管的铆管头部的自动取铆刀,结构简单,使用方便。
7.为了实现上述目的,本实用新型所采用的技术方案是:一种自动取铆刀,包括刀体和设置在刀体的下端部的用于切断铆管的铆管头部的圆形的切刀,刀体同轴安装有一用于在取铆时插入相应铆管的内腔的导向定位针,导向定位针固定于刀体或切刀,导向定位针的下部凸出在切刀的下方,横向截面中导向定位针重叠于切刀的截面的中心部,导向定位针与切刀同轴之间设置有环形的插装间隙。
8.进一步的技术方案中,所述导向定位针的下端部设置有导向锥形部,所述刀体的上部设置有刀体装夹部。
9.进一步的技术方案中,至少所述导向定位针的下部的形状为圆柱体形状,至少所述刀体的下部的形状为圆柱体形状,导向定位针的外径不大于所述铆管的内腔的内径,导向定位针的外径小于所述切刀的内径,切刀的内径大于铆管的外径。
10.进一步的技术方案中,所述刀体的中部开设有沿刀体的轴心方向延伸的安装孔以及横向设置的锁孔,锁孔连通安装孔,所述导向定位针固定安装于安装孔,锁孔中安装有锁紧螺丝,锁紧螺丝的内端部伸入安装孔,锁紧螺丝的内端部抵顶于导向定位针的上部或锁
紧螺丝的内端部抵顶于设置在导向定位针的上部的定位部,以实现锁紧导向定位针,也可以直将定位针与刀体直接焊接或做成一体。
11.进一步的技术方案中,所述刀体装夹部包括设置在所述刀体的上部的侧面的凹凸设置的卡装部或环绕所述刀体的外缘一周的环形的刀体卡装槽,用于卡装在压铆档案装订机中用于安装钻刀的刀具装夹头或切铆装置的刀具装夹头;所述安装孔上下贯穿所述刀体。
12.进一步的技术方案中,所述刀体开设有用于收纳并固定所述导向定位针的安装孔,所述切刀包括从刀体的下部沿轴向方向向下延伸而出的圆环形的薄型的刀壁以及设置在刀壁的下端部的圆形切刃,刀壁围蔽形成的腔室形成一切刀室,切刀室的内径大于安装孔的内径。
13.进一步的技术方案中,所述插装间隙的宽度不小于所述铆管的管壁的厚度;所述圆形切刃倾斜设置,圆形切刃的内径至下到上逐渐变小,所述导向定位针穿过所述切刀室并伸出至圆形切刃的下方,所述导向定位针凸出在圆形切刃的下方。
14.所述刀体的上部设置有刀体装夹部,刀体装夹部大于刀体,刀体大于导向定位针。
15.一种具有取铆功能的压铆档案装订机,包括机架和安装于机架的文件装订平台,机架安装有钻孔装置和胶管压铆装置,胶管压铆装置设置在文件装订平台的上方或下方,钻孔装置沿竖直方向滑动安装在文件装订平台的上方或下方,钻孔装置设置有安装于机架的升降驱动机构、固定于机架的竖直设置的导向柱、传动连接于升降驱动机构的底座、安装在底座的钻孔电机、安装在钻孔电机的下部的钻刀装夹机构、具有圆形切刃的中空的钻刀和设置在底座的下方的压纸板,底座和压纸板分别滑动安装于导向柱,钻刀的上部设置有钻刀装夹部,包括上述的一种自动取铆刀,自动取铆刀包括刀体、设置在刀体的上部的刀体装夹部和设置在刀体的下端部的圆形的切刀,刀体同轴固定有一导向定位针,导向定位针的下部凸出在切刀的下方,导向定位针与切刀同轴之间设置有环形的插装间隙,钻刀装夹机构择一安装固定自动取铆刀的刀体装夹部或钻刀的钻刀装夹部。
16.进一步的技术方案中,所述压纸板的外侧设置有钻刀避空槽或钻刀避空孔,在水平投影面中所述刀体或所述切刀位于钻刀避空槽或钻刀避空孔内,刀体或切刀的外径小于钻刀避空槽或钻刀避空孔,至少切刀的外表面与钻刀避空槽或钻刀避空孔间隙配合,在切铆过程中切刀的下端部向下超过压纸板的底面的距离大于所述铆管头部的厚度。
17.采用上述结构后,本实用新型和现有技术相比所具有的优点是:将自动取铆刀装配在压铆档案装订机的钻刀装夹机构或切铆装置的刀体安装机构,通过自动取铆刀的导向定位针进行自动定位和限位,通过与导向定位针同轴设置的圆形的切刀切断铆管装订文件的铆管头部,结构简单,实现自动切断铆管的铆管头部,使铆管装订文件的取铆变得更加简单、方便和快捷,提高了取铆的准确率。
附图说明
18.下面结合附图和实施例对本实用新型进一步说明。
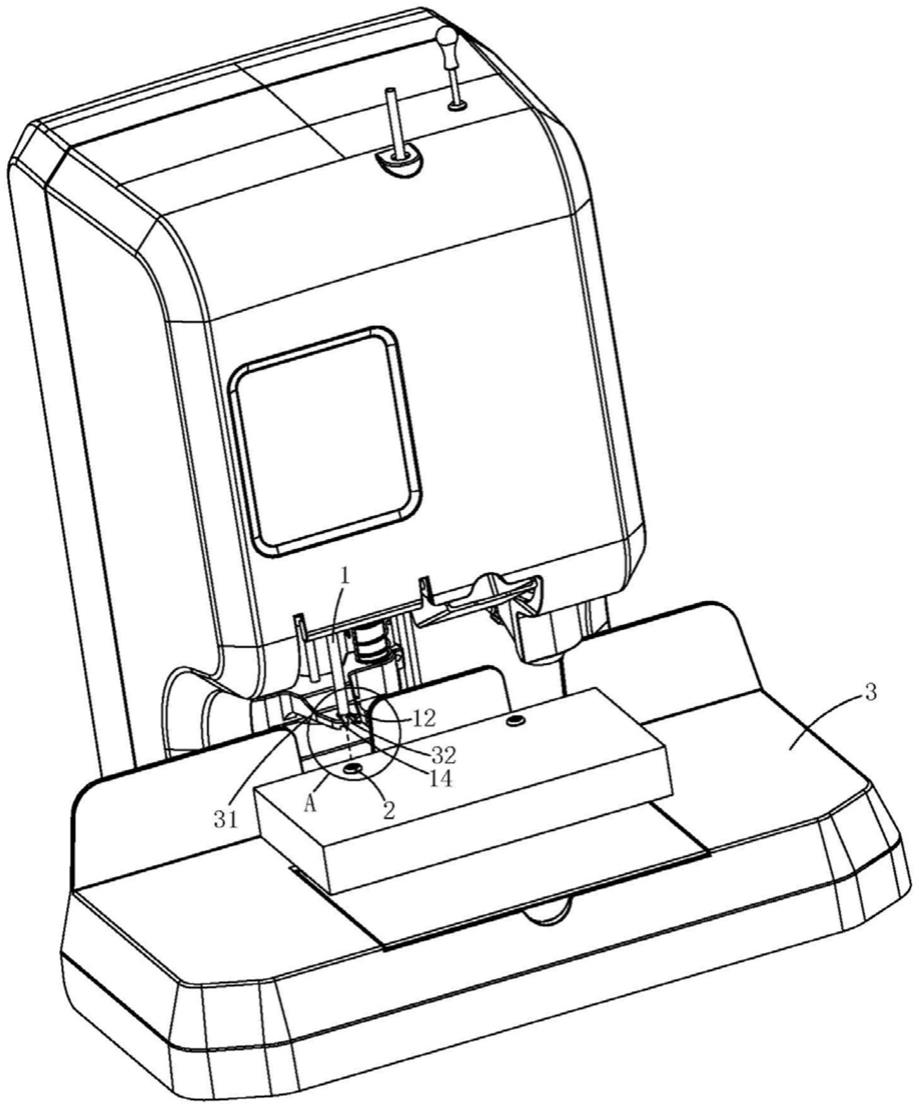
19.图1是压铆档案装订机装配有自动取铆刀的结构示意图。
20.图2是图1中a处的局部放大图。
21.图3是自动取铆刀的结构示意图。
22.图4是自动取铆刀的内部结构示意图。
23.图中标记:
24.1刀体 11切刀 12导向定位针 13插装间隙 14导向锥形部 15刀体装夹部 16安装孔 17锁紧螺丝
25.2铆管头部
26.3文件装订平台 31压纸板 32钻刀避空槽
具体实施方式
27.一种具有取铆功能的压铆档案装订机,图1至4所示,包括自动取铆刀、机架和安装于机架的文件装订平台3,机架安装有钻孔装置和胶管压铆装置,胶管压铆装置设置在文件装订平台3的上方或下方,钻孔装置沿竖直方向滑动安装在文件装订平台3的上方或下方,钻孔装置设置有安装于机架的升降驱动机构、固定于机架的竖直设置的导向柱、传动连接于升降驱动机构的底座、安装在底座的钻孔电机、安装在钻孔电机的下部的钻刀装夹机构、具有圆形切刃的中空的钻刀和设置在底座的下方的压纸板31,底座和压纸板31分别滑动安装于导向柱,钻刀的上部设置有钻刀装夹部。
28.其中,自动取铆刀包括刀体1、设置在刀体1的上部的刀体装夹部15和设置在刀体1的下端部的圆形的切刀11,用于切断铆管的铆管头部2,刀体1同轴固定有一导向定位针12,用于在取铆时插入相应铆管的内腔,导向定位针12固定于刀体1,或者导向定位针12固定于切刀11,导向定位针12的下部凸出在切刀11的下方,横向截面中导向定位针12重叠于切刀11的截面的中心部,导向定位针12与切刀11同轴之间设置有环形的插装间隙13,用于在切除铆管头部2时供铆管的管壁插入至插装间隙13中,避免因管壁抵顶刀体1或抵顶切刀11而无法切断铆管头部2,钻刀装夹机构择一安装固定自动取铆刀的刀体装夹部15或钻刀的钻刀装夹部,在正常装订及钻孔时,将钻刀卡装并固定于钻刀装夹机构,在取铆或切铆时,将自动取铆刀卡装并固定于钻刀装夹机构。在切铆时通过钻孔电机带动自动取铆刀旋转,同时通过升降机构带动底座向下移动,进而带动自动取铆刀向下移动,在自动取铆刀开始接触铆管头部2后并继续向下移动设定的距离,进而实现自动切除铆管头部2。
29.具体的,导向定位针12的下端部设置有导向锥形部14,导向锥形部使得导向定位针12更易插入至铆管的内腔,即使导向定位针12相对铆管轻度偏移也能使导向定位针12顺利插入至铆管的内腔,并通过反作用力推动铆管及装订文件,将铆管与导向定位针12纠正至同心同轴的位置关系,在刀体1朝向装订文件向下移动时,导向锥形部14先行通过铆管的铆管头部2插入至铆管的内腔中,起到定位和引导作用,使铆管和导向定位针12保持在同心同轴的相对位置关系,这会使刀体1的切刀11与铆管自动保持同心同轴,刀体1的切刀11能够顺利地将铆管头部2从管壁根部切断出来,刀体1的上部设置有刀体装夹部15,通过刀体装夹部15可以将自动取铆刀安装在压铆档案装订机的钻刀装夹机构,或者,通过刀体装夹部15可以将自动取铆刀安装在独立设置有切铆装置的刀体1安装机构。
30.本实用新型通过自动取铆刀的导向定位针进行自动定位和限位,通过与导向定位针同轴设置的圆形的切刀切断装订有铆管的铆管装订文件的铆管头部2,结构简单,实现自动切断铆管的铆管头部2,使铆管装订文件的取铆变得更加简单、方便和快捷,提高了取铆的准确率。
31.导向定位针12为圆柱体形状,或者仅导向定位针12的下部的形状为圆柱体形状;刀体1为圆柱体形状,或者仅刀体1的下部的形状为圆柱体形状;导向定位针12的外径不大于铆管的内腔的内径,使导向定位针12能够顺畅插入至铆管的内腔,导向定位针12的外径小于切刀11的内径,切刀11的内径大于铆管的外径。
32.刀体1的中部开设有沿刀体1的轴心方向延伸的安装孔16以及横向设置的锁孔,锁孔连通安装孔16,导向定位针12固定安装于安装孔16,锁孔中安装有锁紧螺丝17,锁紧螺丝17的内端部伸入安装孔16,锁紧螺丝17的内端部抵顶于导向定位针12的上部或锁紧螺丝17的内端部抵顶于设置在导向定位针12的上部的定位部,以实现锁紧导向定位针12。
33.刀体装夹部15包括设置在刀体1的上部的侧面的凹凸设置的卡装部或环绕刀体1的外缘一周的环形的刀体卡装槽,用于卡装在压铆档案装订机中用于安装钻刀的刀具装夹头或切铆装置的刀具装夹头;刀体装夹部15大于刀体1,刀体1大于导向定位针12,安装孔16上下贯穿刀体1,安装孔16上下贯穿刀体1刀体装夹部15。
34.刀体1开设有用于收纳并固定导向定位针12的安装孔16,切刀11包括从刀体1的下部沿轴向方向向下延伸而出的圆环形的薄型的刀壁以及设置在刀壁的下端部的圆形切刃,刀壁围蔽形成的腔室形成一切刀室,切刀室的内径大于安装孔16的内径。插装间隙13的宽度不小于铆管的管壁的厚度,铆管的管壁的上端部能够顺利插入至插装间隙13中;圆形切刃倾斜设置,圆形切刃的内径至下到上逐渐变小,圆形切刃对铆管的管壁的上端部起导向作用,引导铆管的管壁的上端部顺利插入至插装间隙13中,在遇到铆管的管壁相对较厚或变形的情况,圆形切刃能够硬挤铆管的管壁的上端部,使铆管的管壁的上端部变薄并顺利插入至插装间隙13中,保证顺利切断铆管头部2;导向定位针12穿过所述切刀室并伸出至圆形切刃的下方,导向定位针12凸出在圆形切刃的下方。导向定位针12具有足够的长度定位铆管并在切铆过程中使铆管的铆管头部2保持相对位置不产生变化,切刀11在具有较高的结构强度的同时具有足够的深度供铆管的管壁插入,提供足够深度的避让空间。
35.压纸板31的外侧设置有钻刀避空槽32或钻刀避空孔,在水平投影面中至少切刀11位于钻刀避空槽32或钻刀避空孔中,切刀11的外表面与钻刀避空槽32或钻刀避空孔间隙配合,切刀11的外表面与钻刀避空槽32或钻刀避空孔的间隙小于铆管头部2的宽度,以实现在切断铆管头部2后刀体1相对压纸板31向上移动复位的过程中,通过压纸板31向下推抵铆管头部2,使铆管头部2自动向下掉落,即使在切铆过程中铆管头部2粘附于刀体1的下部时,能够通过压纸板31将铆管头部2从向下推离刀体1,实现自动脱铆,同时避免刀体1及切刀11撞击压纸板31,导向定位针12小于钻刀避空槽32或钻刀避空孔,切刀11的外径小于钻刀避空槽32或钻刀避空孔,在切铆过程中切刀11的下端部向下超过压纸板31的底面的距离大于铆管头部2的厚度,避免切刀11相对压纸板31过度向下移动,避免切刀11因过度的向下的位移而导致切损文件或撞击压纸板31。
36.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1