一种压纸装置及设有该压纸装置的装订机的制作方法
1.本实用新型属于装订机辅助设备技术领域,尤其是涉及一种压纸装置及设有该压纸装置的装订机。
背景技术:
2.中国公开专利cn110877489a提出一种全智能多孔带线装订机及应用其的装订方法,该专利提出一种采用弹簧复位的压纸结构,由于弹簧的寿命有限,长期操作导致压纸的稳定性较差,且无法监控钻孔位置,只能通过压纸板的位置来定,一旦弹簧不稳,压纸板的位置也受影响,从而影响钻孔位置和钻孔直拉;同时这种结构的装订机在压纸时需要人工辅助操作,整体自动化程度差且结构复杂,压纸精度低且定位不稳定,导致钻孔一致性差。
技术实现要素:
3.本实用新型提供一种压纸装置及设有该压纸装置的装订机,尤其是适用于下置式结构的钻刀装订机,解决了现有技术中压纸不稳定而导致钻孔一致性差的技术问题,本实用新型结构简单且自动化程度高,压纸强度高且稳定性好,压纸定位精度高。
4.为解决上述技术问题,本实用新型采用的技术方案是:
5.一种压纸装置,至少包括架体组件、压纸组件、监控组件及驱动组件,所述驱动组件被置于所述压纸组件后侧并固设于所述架体组件上;所述监控组件置于所述驱动组件外侧并靠近所述压纸组件端部一侧设置;所述监控组件监控所述压纸组件的移动位置,所述驱动组件驱动所述压纸组件沿所述架体组件高度方向移动。
6.进一步的,所述压纸组件包括至少下端面平整设置的壳架和若干导电橡胶垫,在所述壳架下端面设有长条型结构的通孔槽,所述导电橡胶垫被置于所述通孔槽内并可沿所述通孔槽长度方向移动。
7.进一步的,所述壳架沿所述架体组件宽度方向设置;所述壳架包括下底板、与所述架体组件连接的后侧板、置于所述下底板两端的端板以及与所述后侧板对应设置的前侧板,所述下底板、所述后侧板、所述前侧板和两个所述端板共同围成一个长方体结构的壳体。
8.进一步的,所述压纸组件还包括设于所述壳架内侧的若干激光定位件和用于控制所述导电橡胶垫水平移动的控制件,所述定位件位于所述通孔槽正上方且与所述导电橡胶垫对位设置;所述控制件置于所述定位件外侧并位于所述壳架一端设置。
9.进一步的,所述定位件与所述导电橡胶垫的数量与钻孔数量相同;所述定位件被固设于与所述壳架连接设置的u型板上。
10.进一步的,所述架体组件包括若干竖直设置的立杆和若干水平设置的横杆,在所述立杆的上端面还设有顶板,所述立杆、所述横杆和所述顶板所围成的结构为镂空设置的框架。
11.进一步的,在所述压纸组件和所述架体组件之间还设有滑动组件,所述滑动组件
包括导轨和与所述导轨相适配的滑块,所述导轨固设于靠近所述壳架的所述立杆上,所述滑块固设于所述壳架后侧面;所述导轨距离所述顶板还有一定间隙;所述滑块位于所述壳架端部。
12.进一步的,所述监控组件包括位置传感器上和位置传感器下,所述位置传感器上和所述位置传感器下均固设于与所述压纸组件移动方向平行的传感器安装板;所述传感器安装板被置于靠近所述驱动组件的输出端一侧设置。
13.进一步的,,所述驱动组件包括驱动源,在所述驱动源输出端设有齿轮,所述齿轮与设于所述壳架后侧面上的齿条啮合,所述齿条与所述壳架滑动方向相同;所述驱动源转轴沿所述壳架长度方向并行,且与所述齿条垂直设置。
14.一种装订机,包括如上任一项所述的压纸装置。
15.与现有技术相比,本实用新型设计的压纸装置及设有该压纸装置的装订机,结构简单且配置合理,整体结构运行安全且稳定,自动化程度高,压纸强度高且稳定性好,压纸定位精度高,延长使用寿命;加工成本低且易于安装拆卸。驱动组件驱动压纸组件通过滑动组件沿架体组件的高度方向上下移动,以完成对装订件的装订工作,整个过程自动控制,无需人员辅助操作,压制定位准确,保证后续钻孔或穿线的一致性和精准度。
附图说明
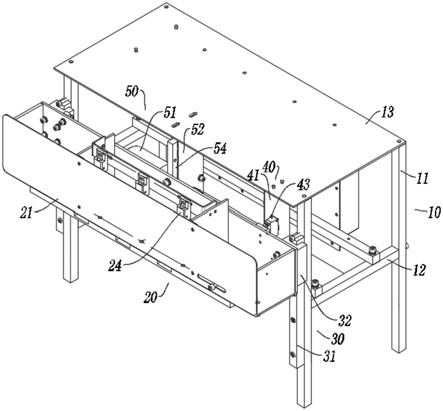
16.图1是本实用新型一实施例的一种压纸装置的正面立体图;
17.图2是本实用新型一实施例的一种压纸装置的后面立体图;
18.图3是本实用新型一实施例的一种压纸装置的后视图;
19.图4是本实用新型一实施例的一种压纸装置的仰视图;
20.图5是本实用新型一实施例的一种压纸装置的俯视图。
21.图中:
22.10、架体组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、立杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12、横杆
23.13、顶板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20、压纸组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21、壳架
24.22、通孔槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23、导电橡胶垫
ꢀꢀꢀꢀꢀꢀꢀ
24、定位件
25.25、控制件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30、滑动组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31、导轨
26.32、滑块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40、监控组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41、位置传感器上
27.42、位置传感器下
ꢀꢀꢀꢀꢀꢀꢀ
43、传感器安装板
ꢀꢀꢀꢀꢀ
50、驱动组件
28.51、驱动源
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52、支板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
53、齿轮
29.54、齿条
具体实施方式
30.下面结合附图和具体实施例对本实用新型进行详细说明。
31.本实施例提出一种压纸装置,如图1
‑
5所示,包括竖直设置的架体组件10、用于压制装订件的压纸组件20、用于带动压纸组件20沿架体组件10高度方向移动的滑动组件30、用于监控压纸组件20上下移动位置高度的监控组件40及用于驱动压纸组件20移动的驱动组件50,其中,压纸组件20沿架体组件10的宽度方向设置;滑动组件30分别连接架体组件10和压纸组件20并沿架体组件10的高度方向设置;监控组件40和驱动组件50均被置于压纸组
件20的后侧并固设于架体组件10上;监控组件40置于驱动组件50的外侧并靠近压纸组件20的端部一侧设置;驱动组件50置于压纸组件20的中间位置,并驱动压纸组件通过滑动组件30沿架体组件10的高度方向上下移动,以完成对装订件的装订工作,整个过程自动控制,无需人员辅助操作,压制定位准确,保证后续钻孔或穿线的一致性和精准度。
32.具体地,架体组件10包括若干竖直设置的立杆11和若干水平设置的横杆12,在立杆11的上端面还设有顶板13,所有立杆11、横杆12和顶板13所围成的结构为镂空设置的框架,便于安装压纸组件20、滑动组件30、监控组件40和驱动组件50,不仅可易于加工,而且可提高操作安装面积空间,以便于安装和拆卸。优选地,顶板13的长度和宽度均大于所有立杆11和横杆12所围成的横截面积,提高架体组件10的稳定性。
33.进一步的,压纸组件20包括至少下端面平整设置的壳架21和若干导电橡胶垫23,在壳架21的下端面设有长条型结构的通孔槽22,导电橡胶垫被置于通孔槽22内并可沿通孔槽22的长度方向移动。
34.其中,壳架21沿架体组件10的宽度方向设置,优选地,壳架21的长度与相邻立杆11最大宽度相适配。壳架21包括下底板、与架体组件10连接设置的后侧板、置于下底板两端的端板以及与后侧板对应设置的前侧板,其上端面为空置设置,下底板、后侧板、前侧板和两个端板共同围成一个长方体结构的可拆卸安装的壳体,在下底板下方还设有压板,通孔槽22依次贯穿下底板和压板设置,导电橡胶垫23设置在下底板和压板之间的通孔槽22内,并可沿通孔槽22的水平长度方向移动。整个壳体21的压纸强度高、稳定性好,压纸定位精度高,不仅可延长整个压纸装置的使用寿命,而且所有辅助结构的加工成本低且易于安装拆卸。
35.压纸组件20还包括设于壳架21内侧的若干激光定位件24和用于控制导电橡胶垫23水平移动的控制件25,定位件24为激光投影,可向被钻孔位置投射一“十”字型的红外线,便于观察以确定钻刀钻孔位置是否精确。定位件24位于通孔槽22正上方且与导电橡胶垫23上下对位设置,定位件24与导电橡胶垫23的数量与钻孔数量相同,且沿通孔槽22的长度方向均匀设置,定位件24被固设于与壳架21连接设置的u型板上。
36.控制件25置于定位件24外侧并位于壳架21的一端设置,且固设于壳架21的下底板设置,控制件25采用滚轮和弹簧一同配合,以控制所有导电橡胶垫23与装订孔错开。控制件25也可以为其它配置结构,只要能控制导电橡胶垫23移动即可。在本实施例钻孔时,钻刀可穿过装订件后与导电橡胶垫23的下底面接触,表示装订件被穿透;当穿线时,导电橡胶垫23被置于壳架21端部的控制件牵引移开,以使导电橡胶垫23与装订孔错开,以使钻钉孔被空置,便于穿针放线。
37.进一步的,在压纸组件20和架体组件10之间还设有滑动组件30,滑动组件30包括导轨31和与导轨31相适配的滑块32,导轨31固设于靠近壳架21的立杆11上,滑块32固设于壳架21的后侧面;导轨31距离顶板13还有一定间隙,防止壳架21与顶板13出现撞击。滑块32位于壳架21的端部,壳架21带动滑块32沿导轨31高度方向上下滑动。
38.进一步的,监控组件40包括位置传感器上41和位置传感器下42,位置传感器上41和位置传感器下42均固设于与压纸组件20移动方向平行的传感器安装板43上,传感器安装板43下端面固定在横杆12上,上端面固定在顶板13上,且传感器安装板43被置于靠近驱动组件50的输出端一侧设置。当位置传感器下42被触发时,表示壳架21位于上限位,即在其初
始位置;当位置传感器上41被触发时,表示壳架21位于下限位,即壳架21压制装订件。监控组件40可进一步精准控制壳架21上下移动的位置,进一步保证压纸的精确度,提高钻孔、穿线的一致性。
39.进一步的,驱动组件50包括驱动源51,驱动源51为电机,在其输出端设有齿轮53,齿轮53与设于3壳架21后侧面上的齿条54啮合,齿条54与壳架21的滑动方向相同。驱动源51固定在立放的支板52上,支板52的下端面与横杆12固定,上端面与顶板13固定,且支板52垂直于壳架21的长度方向设置,以保证驱动源51的转轴沿壳架21的长度方向设置,并使齿轮53旋转沿齿条54长度方向带动壳架21上下移动。
40.工作中,位置传感器下42被触发,表示壳架21位于初始位置;被装订件放置后,驱动源51自启动,控制其输出轴带动齿轮53旋转沿齿条54的长度方向竖直向下移动,从而使壳架21带动滑块32沿导轨31的高度方向竖直向下移动,当位置传感器上41被触发时,表示壳架21稳定地压制被装订件,驱动源51停止工作,等待对装订件进行钻孔。当钻刀顶部穿过装订机与导电橡胶垫23接触时,表示钻孔完成;控制件25控制导电橡胶垫23偏移,准备穿线。穿线完成,驱动源51自启动开始反向旋转,带动齿轮53沿齿条54高度方向竖直向上旋转,从而使壳架21带动滑块32沿导轨31的高度方向竖直向上移动,直至位置传感器下42被触发,表示壳架21复位完成,驱动源51停止工作。
41.一种装订机,包括如上所述的压纸装置。
42.1、本实用新型设计的压纸装置及设有该压纸装置的装订机,该压纸装置结构简单且配置合理,整体结构运行安全且稳定,自动化程度高,压纸强度高且稳定性好,压纸定位精度高,延长使用寿命;加工成本低且易于安装拆卸。
43.2、本技术提出的压纸装置中,驱动组件驱动压纸组件通过滑动组件沿架体组件的高度方向上下移动,以完成对装订件的装订工作,整个过程自动控制,无需人员辅助操作,压制定位准确,保证后续钻孔或穿线的一致性和精准度。
44.3、压纸组件受齿轮啮合的驱动力可通过滑动组件带动沿架体组件的高度稳固且精确地对被装订件进行压制;激光定位件可精准地确定钻孔位置;可沿通孔槽长度方向移动的导电橡胶垫在钻孔和穿线交替工作时能被可调控制件进行往复调整;监控组件可进一步精准控制壳架上下移动的位置,进一步保证压纸的精确度,提高钻孔、穿线的一致性。
45.以上对本实用新型的实施例进行了详细说明,所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1