全自动皮壳机的送料包边下料装置的制作方法
1.本实用新型涉及一种纸产品加工领域,特别涉及全自动皮壳机的送料包边下料装置。
背景技术:
2.自动皮壳机又叫封面机,适用于各类书壳,书型盒,文件夹,棋盘,台历等相关产品,自动皮壳机采用伺服传动,液压驱动光控定位等新技术,自动完成面纸进给、上胶、纸板自动进给、定位、四面包边等工序,精度高,速度快,压角包边美观,是广大印刷包装界同仁大批量生产:月饼、茶叶、手机、内衣、工艺品、化妆品等外包装盒及文件夹、台历、精装书封面等最有效的解决方案。
3.但传统的自动皮壳机存在诸多问题,不能够实现纸板的连续送料包边下料,导致其工作效率低下,急需改正。
技术实现要素:
4.本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种自动皮壳机的送料包边下料装置。
5.为实现上述目的,本实用新型提供了如下技术方案:全自动皮壳机的送料包边下料装置,包括第二包边机架,所述第二包边机架上设有相对设置的两个包边装置,其特征在于:所述包边装置包括送料包边板、设置在送料包边板上的送料组件、驱动送料组件沿送料包边板活动的送料驱动组件以及用于将纸板两侧进行翻折包边的包边组件,所述两个送料包边板之间形成供纸板运动的包边通道,所述送料组件相对设置于包边通道内,所述包边组件包括设置在送料包边板远离包边通道一侧的包边座、设置在包边座上方的包边压板、驱动包边座靠近或远离送料包边板的横向包边机构、驱动包边压板沿包边座升降的升降包边机构、设置在送料包边板上端的压纸板以及驱动压纸板轴向移动的压纸驱动机构,所述送料包边板朝向压纸板的一端开设有供包边压板容置的包边缺槽,所述包边压板一端延伸至包边缺槽内并通过升降包边机构与横向包边机构将纸板两侧翻折包边。
6.采用上述技术方案,纸板通过送料组件输送,并通过送料驱动组件在包边通道内往复移动,将纸板间歇放置在包边组件处包边,当纸板在包边时,其纸板处于送料包边板的上端面处,并通过压纸驱动机构将压纸板固定住包边,而纸板两端的待包边处会穿过压纸板设置在包边缺槽处,包边压板通过横向包边机构与升降包边机构,使包边压板先上升将纸板的待包边处上折,然后再横向内移下压将上折的待包边处包覆在纸板上,完成上前下上后下整个动作,使包边时更加美观稳定,压纸板的设置能使送料组件将纸板送至包边组件时,能将纸板固定住,使送料组件能快速对后续的纸板进行输送并将前方的纸板推出第二包边机架,提高加工效率,又能使包边组件在包边时纸板不会晃荡,提高产品成品率。
7.上述的全自动皮壳机的送料包边下料装置,可进一步设置为:所述压纸驱动机构包括设置在压纸板两侧的两根压纸杆、设置在压纸杆远离压纸板一侧的压纸驱动板、设置
在送料包边板上的压纸驱动气缸以及设置在送料包边板上的两个压纸导套,所述压纸杆套设于压纸导套内,所述压纸驱动气缸的输出端与压纸驱动板连接,并带动压纸板靠近或远离送料包边板。
8.采用上述技术方案,通过在送料包边板上设置压纸驱动气缸,使压纸驱动气缸推动压纸驱动板轴向移动,进而使压纸驱动板通过压纸杆带动压纸板压合或分离送料包边板,实现对纸板的固定与脱离。
9.上述的全自动皮壳机的送料包边下料装置,可进一步设置为:所述送料驱动组件包括设置在送料包边板两侧的送料同步轮、绕设于送料同步轮之间的送料同步带、设置在第二包边机架上的送料同步电机以及设置在送料同步电机输出端的送料同步轴,所述送料同步轴穿过相对应的两个送料同步轮,并带动送料同步带转动,所述送料同步带上设有供送料组件安装的送料同步块,所述送料同步块与送料同步带相啮合并沿送料同步带带动纸板在包边通道内活动。
10.采用上述技术方案,送料组件通过送料同步块安装在送料同步带上,使送料同步电机通过送料同步轴带动两个送料同步轮同步转动,进而带动两侧的送料组件同步稳定的将纸板间歇送至包边组件能包边,而送料同步带的设置能快速稳定的实现送料。
11.上述的全自动皮壳机的送料包边下料装置,可进一步设置为:所述送料组件包括设置在送料同步块上的送料爪,所述送料爪朝向包边组件的一端向上延伸形成将纸板推出第二包边机架的推料块,另一端设有与气源连接的送料吸嘴,所述推料块的高度高于送料包边板的上端面。
12.采用上述技术方案,送料爪一端通过送料吸嘴形成负压将纸板稳定的固定在送料爪上,正压则可以释放纸板,另一端设置高出送料包边板上端面的推料块,将前方通过包边组件包边完成后的纸板推出下料辊轴内压紧后下料,避免纸板之间相互干涉,同时连续上下料,提高产品加工效率。
13.上述的全自动皮壳机的送料包边下料装置,可进一步设置为:所述送料组件还包括设置在送料同步块上的送料升降气缸,所述送料升降气缸的输出端与送料爪连接,并带动送料爪轴向升降。
14.采用上述技术方案,通过在送料同步块上设置送料升降气缸,使送料爪能通过送料升降气缸升降,使送料爪将纸板送至包边组件进行包边时,送料爪能下降复位即不干涉纸板包边,又能在初始为继续运输纸板,实现多个纸板快速送料,提高产品加工效率。
15.上述的全自动皮壳机的送料包边下料装置,可进一步设置为:所述第二包边机架对应包边装置的一端设有纸宽双向调节丝杆与纸宽导向轴,所述包边装置一端设有供纸宽导向轴穿过的调节导向套,另一端设有与纸宽双向调节丝杆螺纹连接的纸宽调节套,所述两包边装置上的纸宽调节套分别与纸宽双向调节丝杆相逆的两段螺纹连接,所述纸宽双向调节丝杆一端穿出第二包装机架后设有纸宽调节手轮,并通过纸宽调节手轮带动包边装置呈相向或相反方向运动。
16.采用上述技术方案,纸宽双向调节丝杆是在一根丝杠上制出两段旋向不同的螺纹,即一段右旋螺纹,一段左旋螺纹,一侧的两纸宽调节套分别螺旋连接其上的右、左旋螺螺纹,当纸宽双向调节丝杆旋转时,该纸宽调节套随着纸宽双向调节丝杆快速趋近或分离,使用户通过纸宽调节手轮带动纸宽双向调节丝杆转动,就能快速控制包边通道的宽度,适
配不同规格的纸板宽度,使提高设备的适配性。
17.上述的全自动皮壳机的送料包边下料装置,可进一步设置为:所述横向包边机构包括设置在送料包边板上的横向导向轴、设置在包边座远离送料包边板一端的横向包边气缸以及设置在送料包边板上的横向铰接座,所述包边座套设在横向导向轴的外周面,所述横向包边气缸的输出端穿过包边座后与横向铰接座铰接,并带动包边座横向移动。
18.采用上述技术方案,通过在包边座上设置横向包边气缸,使横向包边气缸进出气推拉包边座,使包边座沿横向导向轴靠近或分离送料包边板,实现包边压板横向移动包边。
19.上述的全自动皮壳机的送料包边下料装置,可进一步设置为:所述升降包边机构包括设置在包边座远离包边压板一端的包边升降气缸、设置在包边升降气缸两侧的包边升降轴以及设置在包边升降轴远离包边压板一侧的包边驱动板,所述包边升降轴穿过包边座后与包边压板连接,所述包边升降气缸的输出端与包边驱动板连接,并带动包边压板轴向运动。
20.采用上述技术方案,通过包边座上设置包边升降气缸,使包边升降气缸带动包边驱动板轴向运动,使包边驱动板通过包边升降轴联动包边压板靠近或远离包边座实现包边压板轴向移动包边。
21.上述的全自动皮壳机的送料包边下料装置,可进一步设置为:所述横向包边机构还包括设置在送料包边板上的横向调节底板,所述横向调节底板朝向包边座的一端设有横向调节导轨,所述包边座上设有架设在横向调节导轨上的横向调节块,所述横向调节底板上开设有供包边升降轴与包边升降气缸横向移动的横向活动槽。
22.采用上述技术方案,通过在包边座底部设置横向调节底板使包边座通过横向包边机构横向移动时,能通过横向调节块在横向调节导轨上水平移动,进而使包边座在横向移动过程中不会偏移,提高设备包边时的稳定性,通过设置横向活动槽,即让包边升降轴与包边升降气缸在移动时不与横向调节底板发生干涉,又通过横向活动槽限制了包边座的活动范围,提高产品包边时的稳定性。
23.下面结合附图对本实用新型作进一步描述。
附图说明
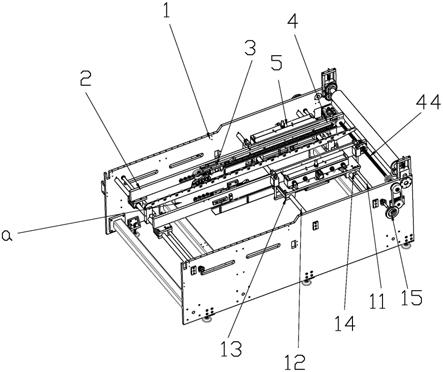
24.图1为本实用新型实施例的立体示意图。
25.图2为本实用新型实施例的俯视图。
26.图3为本实用新型实施例包边装置的立体示意图。
27.图4为本实用新型实施例包边组件的立体示意图。
28.图5为本实用新型实施例包边组件工作状态下的结构示意图。
具体实施方式
29.如图1-图5所示,全自动皮壳机的送料包边下料装置,包括第二包边机架1,所述第二包边机架1上设有相对设置的两个包边装置,所述包边装置包括送料包边板2、设置在送料包边板2上的送料组件3、驱动送料组件3沿送料包边板2活动的送料驱动组件4以及用于将纸板两侧进行翻折包边的包边组件5,所述两个送料包边板2之间形成供纸板运动的包边通道a,所述送料组件3相对设置于包边通道a内,所述包边组件5包括设置在送料包边板2远
离包边通道a一侧的包边座51、设置在包边座51上方的包边压板52、驱动包边座51靠近或远离送料包边板2的横向包边机构、驱动包边压板52沿包边座51升降的升降包边机构、设置在送料包边板2上端的压纸板6以及驱动压纸板6轴向移动的压纸驱动机构,所述送料包边板2朝向压纸板6的一端开设有供包边压板52容置的包边缺槽21,所述包边压板52一端延伸至包边缺槽21内并通过升降包边机构与横向包边机构将纸板两侧翻折包边,所述压纸驱动机构包括设置在压纸板6两侧的两根压纸杆61、设置在压纸杆61远离压纸板6一侧的压纸驱动板62、设置在送料包边板2上的压纸驱动气缸63以及设置在送料包边板2上的两个压纸导套22,所述压纸杆61套设于压纸导套22内,所述压纸驱动气缸63的输出端与压纸驱动板62连接,并带动压纸板6靠近或远离送料包边板2,所述送料驱动组件4包括设置在送料包边板2两侧的送料同步轮41、绕设于送料同步轮41之间的送料同步带42、设置在第二包边机架1上的送料同步电机43以及设置在送料同步电机43输出端的送料同步轴44,所述送料同步轴44穿过相对应的两个送料同步轮41,并带动送料同步带42转动,所述送料同步带42上设有供送料组件3安装的送料同步块45,所述送料同步块45与送料同步带42相啮合并沿送料同步带42带动纸板在包边通道a内活动,所述送料组件3包括设置在送料同步块45上的送料爪31,所述送料爪31朝向包边组件5的一端向上延伸形成将纸板推出第二包边机架1的推料块32,另一端设有与气源连接的送料吸嘴33,所述推料块32的高度高于送料包边板2的上端面,所述送料组件3还包括设置在送料同步块45上的送料升降气缸34,所述送料升降气缸34的输出端与送料爪31连接,并带动送料爪31轴向升降,即当送料升降气缸34升起时,推料块32高于送料包边板2的上端面,送料升降气缸34下降时,低于送料包边板2的上端面,当送料吸嘴33到指定位置时,推料块32以把先前的产品推出,升降气缸下降归位,以此反复,所述第二包边机架1对应包边装置的一端设有纸宽双向调节丝杆11与纸宽导向轴12,所述包边装置一端设有供纸宽导向轴12穿过的调节导向套13,另一端设有与纸宽双向调节丝杆11螺纹连接的纸宽调节套14,所述两包边装置上的纸宽调节套14分别与纸宽双向调节丝杆11相逆的两段螺纹连接,所述纸宽双向调节丝杆11一端穿出第二包装机架1后设有纸宽调节手轮15,并通过纸宽调节手轮15带动包边装置呈相向或相反方向运动,所述横向包边机构包括设置在送料包边板2上的横向导向轴71、设置在包边座51远离送料包边板2一端的横向包边气缸72以及设置在送料包边板2上的横向铰接座73,所述包边座51套设在横向导向轴71的外周面,所述横向包边气缸72的输出端穿过包边座51后与横向铰接座73铰接,并带动包边座51横向移动,所述升降包边机构包括设置在包边座51远离包边压板52一端的包边升降气缸81、设置在包边升降气缸81两侧的包边升降轴82以及设置在包边升降轴82远离包边压板52一侧的包边驱动板83,所述包边升降轴82穿过包边座51后与包边压板52连接,所述包边升降气缸81的输出端与包边驱动板83连接,并带动包边压板52轴向运动,其中包边压板52可做单向异形也可做双向异形,所述横向包边机构还包括设置在送料包边板2上的横向调节底板9,所述横向调节底板9朝向包边座51的一端设有横向调节导轨91,所述包边座51上设有架设在横向调节导轨91上的横向调节块53,所述横向调节底板9上开设有供包边升降轴82与包边升降气缸81横向移动的横向活动槽92。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1