一种复合板生产线的板材压花伺服调节装置的制作方法
[0001]
本实用新型涉及复合板生产线的技术领域,特别涉及一种复合板生产线的板材压花伺服调节装置。
背景技术:
[0002]
为了加强复合板的强度,板材厂家经常采用在其表面压花的方式,如压出凸起和凹槽,但是现有复合板生产线的压花装置,压花的深度是靠人工调节,人工调节效率低,精度差。
技术实现要素:
[0003]
本实用新型的目的在于提供一种的采用伺服电机调节压花的深度,调节精度高、速度快、效率高的复合板生产线的板材压花伺服调节装置。
[0004]
本实用新型的目的是这样实现的:
[0005]
一种复合板生产线的板材压花伺服调节装置,包括压花机架、板材压花机构以及板材调厚机构,所述板材压花机构和板材调厚机构一前一后设置在压花机架上,所述板材压花机构包括压花驱动电机、压花升降伺服电机、压花升降滑座、上压花辊以及下压花辊,所述压花升降滑座上下滑动设于压花机架上,所述压花升降伺服电机设于压花机架上,并驱动压花升降滑座上下滑动,所述上压花辊水平转动设置在压花升降滑座上,并位于下压花辊的上方,所述下压花辊水平转动设置在压花机架上,所述压花驱动电机设于压花机架上,并驱动下压花辊转动。本实用新型通过控制伺服电机的正转或反转来驱动上压花辊升降,以控制上压花辊与下压花辊的间隙,从而实现伺服调节板材的压花深度,因此,相对人工调节,本实用新型的调节精度高、速度快,效率高,从而提高了生产线的生产效率。
[0006]
本实用新型还可以作以下进一步改进。
[0007]
所述上压花辊的表面设有多个压花凸起,下压花辊的表面对应压花凸起的位置设有多个压花凹槽。
[0008]
所述下压花辊的一端设有压花主动齿轮,所述上压花辊的一端对应压花主动齿轮设有压花从动齿轮,所述压花主动齿轮与压花从动齿轮啮合,所述压花驱动电机的电机轴上设有压花驱动齿轮,所述压花驱动齿轮与压花主动齿轮啮合。
[0009]
所述压花主动齿轮的直径与压花从动齿轮的直径大小相同,从而使得压花主动齿轮的转速与压花从动齿轮的转速一致,进而使得上压花辊和下压花辊的转速一致,上压花辊和下压花辊转动时,上压花辊的多个压花凸起和下压花辊的多个压花凹槽位置对齐,且能够啮合而压花。
[0010]
所述压花升降伺服电机与压花升降滑座丝杆传动连接,丝杆传动精度高、速度快,从而提高了压花的调节精度和效率。
[0011]
所述压花机架的两侧均设有所述压花升降伺服电机和所述压花升降滑座,所述上压花辊的两端分别设置在压花机架两侧的压花升降滑座上,所述压花升降伺服电机驱动各
自对应的压花升降滑座上下滑动,从而使得上压花辊升降精度高、压花调节精度高。
[0012]
所述压花机架的两侧对应压花升降滑座设有第一升降滑轨,所述压花升降滑座上下滑动设置在第一升降滑轨上,所述压花机架的两侧对应调厚升降滑座设有第二升降滑轨,所述调厚升降滑座上下滑动设置在第二升降滑轨上,从而使得上压花辊升降稳定。
[0013]
所述板材调厚机构包括调厚升降伺服电机、调厚驱动电机、调厚升降滑座、调厚上辊以及调厚下辊,所述调厚升降滑座上下滑动设于压花机架上,所述调厚升降伺服电机设于压花机架上,并驱动调厚升降滑座上下滑动,所述调厚上辊水平转动设置在调厚升降滑座上,并位于调厚下辊的上方,所述调厚下辊水平转动设置在压花机架上,所述调厚驱动电机设于压花机架上,并驱动调厚下辊转动,调厚上辊和调厚下辊上下压平板材,使得板材各处的厚度一致。
[0014]
本实用新型的有益效果如下:
[0015]
本实用新型通过控制伺服电机的正转或反转来驱动上压花辊升降,以控制上压花辊与下压花辊的间隙,从而实现伺服调节板材的压花深度,因此,相对人工调节,本实用新型的调节精度高、速度快,效率高,从而提高了生产线的生产效率。
附图说明
[0016]
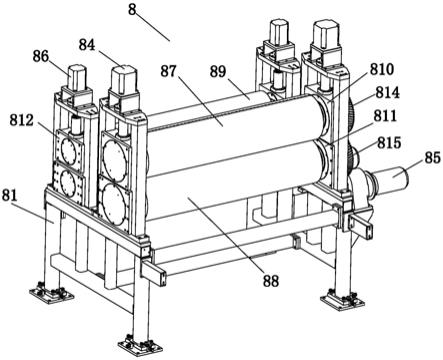
图1是本实用新型复合板生产线的板材压花伺服调节装置的结构示意图。
[0017]
图2是本实用新型板材压花伺服调节装置的另一角度的结构示意图。
[0018]
图3是本实用新型板材压花伺服调节装置的右视图。
[0019]
图4是本实用新型板材压花伺服调节装置的主视图。
[0020]
图5是本实用新型板材压花伺服调节装置的俯视图。
[0021]
图6是本实用新型板材压花伺服调节装置的后视图。
具体实施方式
[0022]
下面结合附图及实施例对本实用新型作进一步描述。
[0023]
实施例一,如图1至图6所示,一种复合板生产线的板材压花伺服调节装置8,包括压花机架81、板材压花机构82以及板材调厚机构83,所述板材压花机构82和板材调厚机构83一前一后设置在压花机架81上,所述板材压花机构82包括压花驱动电机85、两个压花升降伺服电机84、两个压花升降滑座810、上压花辊87以及下压花辊88,所述两个压花升降滑座810分别上下滑动设于压花机架81的左、右两侧,所述两个压花升降伺服电机84分别设于压花机架81的左、右两侧,两个压花升降伺服电机84分别驱动对应的压花升降滑座810上下滑动,所述上压花辊87的两端水平转动设置在两个压花升降滑座810上,并位于下压花辊88的上方,所述下压花辊88水平转动设置在压花机架81上,所述压花驱动电机85设于压花机架81上,并驱动下压花辊88转动。
[0024]
所述板材调厚机构83包括两个调厚升降伺服电机86、调厚驱动电机830、两个调厚升降滑座812、调厚上辊89以及调厚下辊818,所述两个调厚升降滑座812分别上下滑动设于压花机架81的左、右两侧,所述两个调厚升降伺服电机86分别设于压花机架81的左、右两侧,所述两个调厚升降伺服电机86分别驱动各自对应的调厚升降滑座812上下滑动,所述调厚上辊89的两端水平转动设置在两个调厚升降滑座812上,并位于调厚下辊818的上方,所
述调厚下辊818水平转动设置在压花机架81上,所述调厚驱动电机830设于压花机架81上,并驱动调厚下辊818转动。
[0025]
作为本实用新型更具体的技术方案。
[0026]
所述上压花辊87的表面设有多个压花凸起(图中未示出),下压花辊88的表面对应压花凸起的位置设有多个压花凹槽(图中未示出)。
[0027]
所述下压花辊88的一端设有压花主动齿轮815,所述上压花辊87的一端对应压花主动齿轮815设有压花从动齿轮814,所述压花主动齿轮815与压花从动齿轮814啮合,所述压花驱动电机85的电机轴上设有压花驱动齿轮817,所述压花驱动齿轮817与压花主动齿轮815啮合。
[0028]
所述调厚下辊818的一端设有调厚从动齿轮816,所述调厚驱动电机830的电机轴上设有调厚驱动齿轮820,所述调厚驱动齿轮820与调厚从动齿轮816啮合。
[0029]
所述压花主动齿轮的直径与压花从动齿轮814的直径大小相同。
[0030]
所述压花升降伺服电机84与压花升降滑座810丝杆传动连接。
[0031]
所述调厚升降伺服电机86与调厚升降滑座812丝杆传动连接。
[0032]
所述压花机架81的两侧对应压花升降滑座810设有第一升降滑轨,所述压花升降滑座810上下滑动设置在第一升降滑轨上,所述压花机架81的两侧对应调厚升降滑座812设有第二升降滑轨,所述调厚升降滑座812上下滑动设置在第二升降滑轨上。
[0033]
本实用新型的工作原理是:
[0034]
本实用新型工作前,工人预先设定好板材的压花深度,压花升降伺服电机84和调厚升降伺服电机86分别驱动压花升降滑座810和调厚升降滑座812上升,以使上压花辊87与下压花辊88上下分离和使调厚上辊89和调厚下辊818上下分离。然后板材依次穿过上压花辊87与下压花辊88之间的间隙、调厚上辊89和调厚下辊818之间的间隙,之后,压花升降伺服电机84和调厚升降伺服电机86正向旋转,以驱动两个压花升降滑座810和两个调厚升降滑座812下降,上压花辊87和调厚上辊89向下滑动,当上压花辊87下降到设定的位置时,压花升降伺服电机84停止正向旋转,上压花辊87和下压花辊88上下夹住板材,调厚上辊89和调厚下辊818上下夹住板材,从而实现伺服调节压花深度。跟着,压花驱动电机85和调厚驱动电机830分别驱动下压花辊88和调厚下辊818转动,上压花辊87与下压花辊88同步转动,上压花辊87上的压花凸起与下压花辊88上的压花凹槽配合在板材上压出凸起,上压花辊87与下压花辊88压花的同时,也实现往前牵引着板材,压好花之后的板材被牵引给调厚辊组,调厚下辊818带动调厚上辊89一起转动,调厚上辊89和调厚下辊818上下压平板材,进而使得压好的凸起被压平,最终使得板材各处的厚度均一致。压平后,调厚上辊89和调厚下辊818继续夹着板材往前输送。
[0035]
当工人想要再调高或调低压花的深度时,工人通过控制压花升降伺服电机84正向转动或反向转动,以驱动两个压花升降滑座810升降,进而带动上压花辊87上升或下降,最终实现调节板材的压花深度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1