一种磁力打标模的制作方法
1.本发明涉及打标技术领域,特别是一种磁力打标模。
背景技术:
2.目前,随着科学技术的飞速发展,工业打标技术及其装备的重要性及实用性日益彰显,其中的气动打标机可在各种金属、非金属等材质的零(部)件、标牌上打印出规范、清晰、永不磨灭的独特标记,广泛应用于冶金、石化、汽车、机械电子、食品加工等各行业。
3.打标模是气动打标机的重要组成部分,根据产品编号的要求,打标模可通过装上标有各种字母、数字符号的钢印进行组合应用,以达到标识和识别不同产品规格和系列的要求,便于对产品进行分类和追溯。
4.施瓦茨热冲压成型产线目前使用的打标机为气动打标机,兼有打标和测厚的功能。打标作业过程中,当产品规格更换时需要相应地更换打标模的钢印。钢印安装固定于打标模腔内,根据产品的编号规则由各种字母、数学符号排列组合而成,并由模腔侧边的螺丝压紧固定。由于生产的每片料片均需打标,在多次打标撞击的情况下(每天约4000次),紧固螺丝容易松动,进而钢印脱落,导致打标无法进行,成为质量工艺难于控制的环节。打标钢印的松动问题已经困扰多年,是当前亟待解决的设备工艺问题。
技术实现要素:
5.为了解决上述技术问题,本发明提供了一种磁力打标模,可有效地确保钢印不松脱的问题。
6.根据本发明的一个方面,涉及了一种磁力打标模,包括气缸、打标平台、打标模,所述打标模连接安装在气缸下方,打标模与打标平台适配,所述打标模包括夹头杆、打标钢印、紧固螺丝、磁力机构,所述夹头杆连接固定在打标模顶部,夹头杆与气缸配合连接,所述打标钢印通过紧固螺丝连接安装在打标模的底部,所述磁力机构连接安装在打标模内部。
7.根据本发明的至少一个实施方式,所述打标模还包括主体,主体材质为铸铁;所述磁力机构包括电工软铁、黄铜、条形永磁体;
8.所述主体内部设有空心圆柱体,所述电工软铁为半圆形,电工软铁与空心圆柱体接触连接;
9.所述两个半圆形电工软铁组成圆环状,两个半圆形电工软铁中间以黄铜阻隔;
10.所述条形永磁体与两个半圆形电工软铁接触连接,条形永磁体通过转动改变磁性方向:条形永磁体n、s两极分别接通一个电工软铁,主体被磁化;永磁体n、s两极同时接触同一块电工软铁,主体退磁。
11.根据本发明的至少一个实施方式,磁力机构还包括旋转手柄,所述旋转手柄连接安装在条形永磁体的端部。
12.本发明的实质性特点和进步是:
13.1、通过创造性地将打标模的本体安装永久磁铁,在强磁力的吸附作用下,可牢牢
吸住打标模腔内的钢印,确保其不会松动脱落,很好地解决了单纯靠螺丝紧固无法保证钢印不松脱的设备工艺问题。
14.2、当需要更换钢印时,只需转动手柄将磁力打标模退磁,再松动紧固的螺丝,便可轻易取出钢印进行重新组合或更换,过程方便快捷,省时省力。
附图说明
15.图1是根据本发明一个实施方式的打标机结构示意图。
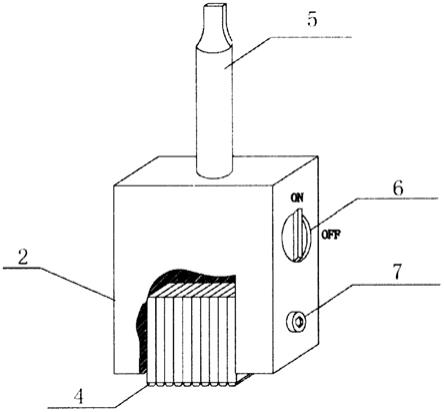
16.图2是根据本发明一个实施方式的打标模结构示意图。
17.图3是根据本发明一个实施方式的磁力机构退磁的结构示意图。
18.图4是根据本发明一个实施方式的磁力机构磁化的结构示意图。
19.图中零部件序号及名称:
20.气缸1、打标模2、打标平台3、打标钢印4、夹头杆5、旋转手柄6、紧固螺丝7、条形永磁体8、黄铜9、电工软铁10、主体11。
具体实施方式
21.下面结合附图和实施方式对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施方式仅用于解释相关内容,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分。
22.需要说明的是,在不冲突的情况下,本发明中的实施方式及实施方式中的特征可以相互组合。下面将参考附图并结合实施方式来详细说明本发明。
23.在本发明的至少一个实施例中,如图1-4所示,本发明提供了一种磁力打标模,包括气缸1、打标平台3、打标模2,所述打标模2连接安装在气缸1下方,打标模2与打标平台3适配,所述打标模2包括夹头杆5、打标钢印4、紧固螺丝7、磁力机构,所述夹头杆5连接固定在打标模2顶部,夹头杆5与气缸1配合连接,所述打标钢印4通过紧固螺丝7连接安装在打标模2的底部,所述磁力机构连接安装在打标模2内部。
24.夹头杆5用于将打标模2安装到气缸1上,紧固螺丝7用于对打标模2腔内的打标钢印4进行紧固,打标钢印4用于对产品工件进行打标。
25.根据本发明的又一个实施方式,所述打标模2还包括主体11,主体11材质为铸铁;所述磁力机构包括电工软铁10、黄铜9、条形永磁体8;
26.所述主体11内部设有空心圆柱体,所述电工软铁10为半圆形,电工软铁10与空心圆柱体接触连接;
27.所述两个半圆形电工软铁10组成圆环状,两个半圆形电工软铁10中间以黄铜9阻隔;
28.所述条形永磁体8与两个半圆形电工软铁10接触连接,条形永磁体8通过转动改变磁性方向:条形永磁体8n、s两极分别接通一个电工软铁10,主体11被磁化;永磁体n、s两极同时接触同一块电工软铁10,主体11退磁。
29.根据本发明的又一个实施方式,磁力机构还包括旋转手柄6,所述旋转手柄6连接安装在条形永磁体8的端部。
30.本发明的工作原理及过程:
31.设计原理:本体由铸铁制作,里面的空心圆柱体放置条形永磁体8,条形永磁体8外圈为由黄铜9分隔开的电工软铁10,通过转动手柄,来改变磁体的磁性方向。当旋转手柄6使条形永磁体8的两极呈水平方向时,内部永磁n、s两极分别接通一个电工软铁10,打标模2被磁化,具有强磁性,所以能够牢牢吸住打标模2腔内的打标钢印4,确保其不会松动脱落;而当旋转手柄6使磁铁的两极呈竖直方向时,内部永磁n、s两极同时接触同一块电工软铁10,形成闭合的磁回路,打标模2退磁,松开紧固螺丝7后钢印可轻易从打标模2腔内取下进行重新组合或更换。
32.生产过程中,当更换产品规格时,相应地需要更换打标模2的打标钢印4。此时,只需将旋转手柄6旋转90度(打到off档)消除打标模2的磁性,再将打标钢印4的紧固螺丝7松动,即可轻易取出打标钢印4进行重新组合或更换。打标钢印4更换回装后,将旋转手柄6回位(打到on档),打开打标模2的磁性,再紧固紧固螺丝7,完成打标钢印4更换作业。打标时,气缸1在气阀的控制下对打标平台3上的工件(产品)进行打标,再通过机械手或人工将工件传入下一道工序,完成打标作业。
33.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书所限定的保护范围为准。
技术特征:
1.一种磁力打标模,包括气缸、打标平台、打标模,所述打标模连接安装在气缸下方,打标模与打标平台适配,其特征在于:所述打标模包括夹头杆、打标钢印、紧固螺丝、磁力机构,所述夹头杆连接固定在打标模顶部,夹头杆与气缸配合连接,所述打标钢印通过紧固螺丝连接安装在打标模的底部,所述磁力机构连接安装在打标模内部。2.根据权利要求1所述的磁力打标模,其特征在于:所述打标模还包括主体,主体材质为铸铁;所述磁力机构包括电工软铁、黄铜、条形永磁体;所述主体内部设有空心圆柱体,所述电工软铁为半圆形,电工软铁与空心圆柱体接触连接;所述两个半圆形电工软铁组成圆环状,两个半圆形电工软铁中间以黄铜阻隔;所述条形永磁体与两个半圆形电工软铁接触连接,条形永磁体通过转动改变磁性方向:条形永磁体n、s两极分别接通一个电工软铁,主体被磁化;永磁体n、s两极同时接触同一块电工软铁,主体退磁。3.根据权利要求1所述的磁力打标模,其特征在于:磁力机构还包括旋转手柄,所述旋转手柄连接安装在条形永磁体的端部。
技术总结
本发明公开了一种磁力打标模,包括气缸、打标平台、打标模,所述打标模连接安装在气缸下方,打标模与打标平台适配,所述打标模包括夹头杆、打标钢印、紧固螺丝、磁力机构,所述夹头杆连接固定在打标模顶部,夹头杆与气缸配合连接,所述打标钢印通过紧固螺丝连接安装在打标模的底部,所述磁力机构连接安装在打标模内部。本发明将打标模的本体安装永久磁铁,在强磁力的吸附作用下,可牢牢吸住打标模腔内的钢印,确保其不会松动脱落,很好地解决了单纯靠螺丝紧固无法保证钢印不松脱的设备工艺问题。螺丝紧固无法保证钢印不松脱的设备工艺问题。螺丝紧固无法保证钢印不松脱的设备工艺问题。
技术研发人员:何志荣 王承刚 叶祖君
受保护的技术使用者:柳州宝钢汽车零部件有限公司
技术研发日:2021.09.22
技术公布日:2022/1/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1