泡沫工艺品雕刻用自动转台式夹具及夹紧方法与流程
1.本发明属于泡沫雕刻技术领域,具体涉及一种适用于加工不同体积和形状、便于找准中心、降低工人劳动强度和利于智能自动化生产加工的泡沫工艺品雕刻用自动转台式夹具及夹紧方法。
背景技术:
2.二十世纪九十年代,伴随着经济的飞速发展,酒店;商业的繁荣,泡沫雕塑被大量的应用在节庆装饰造型上,快捷的造型工序,使它能在短时间内塑造出一个个生动活泼,或卡通或写实的鲜明形象.合理的价格便可营造出一幕幕缤纷的场景,在节庆氛围的渲染上起到画龙点睛的作用.每每使客人纷纷驻足,流连忘返,很大程度的聚集了人气。
3.经过多年的发展,泡沫雕塑已从原来单一的节庆装饰造型跨入多元发展.以其可操做性强,便捷的特点,逐步在影视道具;展览展示;广告;模型等领域展现出独特魅力。
4.泡沫雕塑产品具有重量轻,价格低,制作周期短等优点。广泛应用于展览场所,户外广告,商业空间布置,婚庆布置,商场大型购物中心,文化广场,节庆装饰,品牌推广视觉形象,圣诞场所布景,娱乐场所布景,影视模型道具,庭院景观以及室内外浮雕壁画等。也可以根据要求定制大型工艺品,主题公园餐厅建筑,小区景观以及原有建筑物的装饰。
5.泡沫雕刻的制作也广泛应用于雕塑、艺术品、工艺品等非标个性化定制品制作的前期造型环节,该造型环节之前主要通过艺术家、雕塑匠人,用泥塑(粘土)的形式来制作雕塑、艺术品、工艺品的造型,虽然细节、纹理表现效果比较好,但是造型制作时间较长,人工成本很高,所以近年来我们逐步开始用自动泡沫雕刻造型替代人工的泥塑来制作。
6.泡沫雕塑产品是根据实际需要,在工厂内通过泡沫雕刻生产设备通过厂家各自生产工艺生产而成。泡沫雕刻生产设备主要使用泡沫雕铣机,也称泡沫雕刻机。现有泡沫雕铣机一般包括床身,工作台,立柱,横梁,滑板以及数控单元,数控单元与各部件分别连接。使用时配合刀架以及夹具一起形夹具使用。而现在市面上的工装夹具,大多数都是根据生产工艺需求定制,从而无法大批量生产,且结构复杂,同一夹具无法适用不同产品加工需求;在加工过程中,一旦因为故障停工,同一夹具需要工人重新调试泡沫雕铣机进行找基准中心处理,这就降低了生产效率,增加了工人的劳动强度,增加了企业的使用成本。
7.现有的泡沫工艺品雕刻用夹紧装置存在的技术问题是:工人劳动强度大、生产效率低、企业加工成本高,夹具成本高和夹具通用性差,企业使用成本高。中国专利号为2020113131001公开的技术方案解决了上述技术问题。但是在使用过程中,存在的问题是:夹紧过程中,待加工件夹紧时容易翘起和损坏,需要工人外力辅助才能实现有效夹紧,增加了工人的劳动强度,不利于智能自动化生产加工。
技术实现要素:
8.针对现有技术中存在的上述不足之处,本发明提供了一种适用于加工不同体积和形状、便于找准中心、降低工人劳动强度、降低了因夹具损坏的耗材率和利于智能自动化生
产加工的泡沫工艺品雕刻用自动转台式夹具。
9.为了解决上述技术问题,本发明采用了如下技术方案:一种泡沫工艺品雕刻用自动转台式夹具,包括顶板,伸出顶板的两块x向夹紧板和两块y向夹紧板,位于顶板下方的x向夹紧板运行机构和y向夹紧板运行机构,所述两块x向夹紧板在x向夹紧板运行机构驱动下在x向上同步运行,所述两块y向夹紧板在y向夹紧板运行机构驱动下在y向上同步运行;其特征在于:在顶板的下方设置有与顶板的形状和尺寸相同的底板,该底板与顶板通过固定框连接为一体,该固定框的形状和尺寸与顶板的形状和尺寸相同;所述底板与顶板和固定框一体围合形成安装腔;在底板的底板面上固定有与底板一体的自动旋转机构;所述x向夹紧板运行机构与y向夹紧板运行机构的结构相同,所述x向夹紧板运行机构又包括x向驱动电机,该x向驱动电机与x向控制操作盒和/或位于中控室的具有plc控制片的控制器电性连接,所述x向控制操作盒上设置有x向正转控制按钮和x向反转控制按钮,所述x向正转控制按钮和x向反转控制按钮分别控制x向驱动电机的输出轴正转和反转;所述x向驱动电机的输出轴上连接有一根x向双向螺旋丝杆,在x向双向螺旋丝杆上设置有两块x向丝杆座,该两块x向丝杆座分别与两块x向夹紧板连接为一体,所述x向双向螺旋丝杆的两侧对称设置有两根x向滑轨,该两根x向滑轨均同时位于所述两块x向丝杆座的下部的滑槽中;在x向丝杆座的两个行程极限位置处各设置有一个x向位置传感器,在每一块x向夹紧板的外板面上设置有对应的两个x向感应气缸,该两个x向感应气缸用于所述两个x向位置传感器一一对应的检测x向丝杆座的两个行程极限位置,所述x向位置传感器与具有plc控制片的控制器电性连接;所述y向夹紧板运行机构又包括y向驱动电机,该y向驱动电机与y向控制操作盒和/或位于中控室的具有plc控制片的控制器电性连接,所述y向控制操作盒上设置有y向正转控制按钮和y向反转控制按钮,所述y向正转控制按钮和y向反转控制按钮分别控制y向驱动电机的输出轴正转和反转;所述y向驱动电机的输出轴上连接有一根y向双向螺旋丝杆,在y向双向螺旋丝杆上设置有两块y向丝杆座,该两块y向丝杆座分别与两块y向夹紧板连接为一体,所述y向双向螺旋丝杆的两侧对称设置有两根y向滑轨,该两根y向滑轨均同时位于所述两块y向丝杆座的下部的滑槽中;在y向丝杆座的两个行程极限位置处各设置有一个y向位置传感器,在每一块y向夹紧板的外板面上设置有对应的两个y向感应气缸,该两个y向感应气缸用于所述两个y向位置传感器一一对应的检测y向丝杆座的两个行程极限位置,所述y向位置传感器与具有plc控制片的控制器电性连接;所述x向双向螺旋丝杆与y向双向螺旋丝杆纵横上下设置形成“十”字状;所述自动旋转机构又包括基座,与基座固定为一体的伺服电机安装筒,固定在伺服电机安装筒中的伺服电机,与伺服电机的输出轴连接的转动盘,套装在转动盘外壁上的六通道滑环,该六通道滑环与转动盘之间设置有滚珠,所述六通道滑环的外壁与伺服电机安装筒的内壁固定为一体,所述转动盘的顶端与底板的底板面固定为一体,所述伺服电机与位于中控室的具有plc控制片的控制器电性连接。
10.由于上述结构,适用于加工不同体积和形状、便于找准中心、降低了因夹具损坏的耗材率、降低了工人劳动强度和利于智能自动化生产加工。
11.针对现有技术中存在的上述不足之处,本发明提供了一种适用于加工不同体积和
形状、便于找准中心、降低工人劳动强度、降低了因夹具损坏的耗材率的泡沫工艺品雕刻用自动转台式夹具夹紧方法。
12.一种泡沫工艺品雕刻用自动转台式夹具夹紧方法,其特征在于:包括如下步骤,第一步,完全打开x向夹紧板和y向夹紧板,
①
、完全打开x向夹紧板,工人持续外力压紧x向正转控制按钮,x向驱动电机启动驱动x向双向螺旋丝杆正旋转,x向双向螺旋丝杆带动两块x向丝杆座在x向上向外同步移动,两块x向夹紧板随两块x向丝杆座在x向上向外同步移动;当x向丝杆座向外移动至外极限位时,位于外极限位处的x向位置传感器将对应感应到的x向感应气缸信号传递给x向控制操作盒,x向控制操作盒控制x向驱动电机停止正旋转,此时两块x向夹紧板完全打开;
②
、完全打开y向夹紧板,工人持续外力压紧y向正转控制按钮,y向驱动电机启动驱动y向双向螺旋丝杆正旋转,y向双向螺旋丝杆带动两块y向丝杆座在y向上向外同步移动,两块y向夹紧板随两块y向丝杆座在y向上向外同步移动;当y向丝杆座向外移动至外极限位时,位于外极限位处的y向位置传感器将对应感应到的y向感应气缸信号传递给y向控制操作盒,y向控制操作盒控制y向驱动电机停止正旋转,此时两块y向夹紧板完全打开;第二步,工人放置待加工泡沫件;第三步,完全将待加工泡沫件夹紧,工人根据待加工泡沫件工艺要求,先后或同时持续外力压紧x向反转控制按钮和y向反转控制按钮,x向反转控制按钮控制x向驱动电机启动驱动x向双向螺旋丝杆反旋转,x向双向螺旋丝杆带动两块x向丝杆座在x向上向内同步移动,两块x向夹紧板随两块x向丝杆座在x向上向内同步移动;当x向丝杆座向内移动至内极限位时,位于内极限位处的x向位置传感器将对应感应到的x向感应气缸信号传递给x向控制操作盒,x向控制操作盒控制x向驱动电机停止反旋转,此时两块x向夹紧板完全将待加工泡沫件在x向上夹紧;y向反转控制按钮控制y向驱动电机启动驱动y向双向螺旋丝杆反旋转,y向双向螺旋丝杆带动两块y向丝杆座在y向上向内同步移动,两块y向夹紧板随两块y向丝杆座在y向上向内同步移动;当y向丝杆座向内移动至内极限位时,位于内极限位处的y向位置传感器将对应感应到的y向感应气缸信号传递给y向控制操作盒,y向控制操作盒控制y向驱动电机停止反旋转,此时两块y向夹紧板完全将待加工泡沫件在y向上夹紧;在对待加工泡沫件夹紧过程中,在x向上的两块x向夹紧板和y向上的y向夹紧板中先靠近待加工泡沫件的两块夹板首先对待加工泡沫件一个预夹紧,后靠近待加工泡沫件的两块夹板最后对待加工泡沫件完全夹紧。
13.由于上述方法,适用于加工不同体积和形状、便于找准中心、降低了因夹具损坏的耗材率、降低了工人劳动强度。
14.针对现有技术中存在的上述不足之处,本发明还提供了一种适用于加工不同体积和形状、便于找准中心、降低工人劳动强度、降低了因夹具损坏的耗材率和利于智能自动化生产加工的泡沫工艺品雕刻用自动转台式夹具夹紧方法。
15.一种泡沫工艺品雕刻用自动转台式夹具夹紧方法,其特征在于:包括如下步骤,
第一步,完全打开x向夹紧板和y向夹紧板,
①
、完全打开x向夹紧板,工人启动位于中控室的启动按钮,位于中控室的具有plc控制片的控制器控制x向驱动电机启动后驱动x向双向螺旋丝杆正旋转,x向双向螺旋丝杆带动两块x向丝杆座在x向上向外同步移动,两块x向夹紧板随两块x向丝杆座在x向上向外同步移动;当x向丝杆座向外移动至外极限位时,位于外极限位处的x向位置传感器将对应感应到的x向感应气缸信号传递给具有plc控制片的控制器,具有plc控制片的控制器控制x向驱动电机停止正旋转,此时两块x向夹紧板完全打开;
②
、完全打开y向夹紧板,位于中控室的具有plc控制片的控制器控制y向驱动电机启动驱动y向双向螺旋丝杆正旋转,y向双向螺旋丝杆带动两块y向丝杆座在y向上向外同步移动,两块y向夹紧板随两块y向丝杆座在y向上向外同步移动;当y向丝杆座向外移动至外极限位时,位于外极限位处的y向位置传感器将对应感应到的y向感应气缸信号传递给具有plc控制片的控制器,具有plc控制片的控制器控制y向驱动电机停止正旋转,此时两块y向夹紧板完全打开;第二步,工人放置待加工泡沫件;第三步,完全将待加工泡沫件夹紧,具有plc控制片的控制器根据待加工泡沫件工艺要求输入的程序,先后或同时控制x向驱动电机反旋转和y向驱动电机反旋转,具有plc控制片的控制器控制x向驱动电机启动后驱动x向双向螺旋丝杆反旋转,x向双向螺旋丝杆带动两块x向丝杆座在x向上向内同步移动,两块x向夹紧板随两块x向丝杆座在x向上向内同步移动;当x向丝杆座向内移动至内极限位时,位于内极限位处的x向位置传感器将对应感应到的x向感应气缸信号传递给具有plc控制片的控制器,具有plc控制片的控制器控制x向驱动电机停止反旋转,此时两块x向夹紧板完全将待加工泡沫件在x向上夹紧;具有plc控制片的控制器控制y向驱动电机启动后驱动y向双向螺旋丝杆反旋转,y向双向螺旋丝杆带动两块y向丝杆座在y向上向内同步移动,两块y向夹紧板随两块y向丝杆座在y向上向内同步移动;当y向丝杆座向内移动至内极限位时,位于内极限位处的y向位置传感器将对应感应到的y向感应气缸信号传递给具有plc控制片的控制器,具有plc控制片的控制器控制y向驱动电机停止反旋转,此时两块y向夹紧板完全将待加工泡沫件在y向上夹紧;在对待加工泡沫件夹紧过程中,在x向上的两块x向夹紧板和y向上的y向夹紧板中先靠近待加工泡沫件的两块夹板首先对待加工泡沫件一个预夹紧,后靠近待加工泡沫件的两块夹板最后对待加工泡沫件完全夹紧。
16.由于上述方法,适用于加工不同体积和形状、便于找准中心、降低了因夹具损坏的耗材率、降低了工人劳动强度和利于智能自动化生产加工。
附图说明
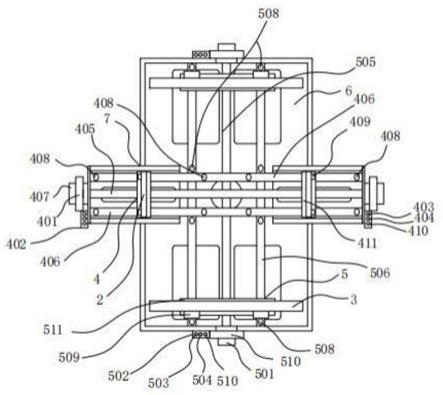
17.图1为本发明的主视方向取下x向控制操作盒、x向驱动电机和x向变速箱后的结构示意图;
图2为本发明的取下顶板、x向控制操作盒、x向驱动电机、x向变速箱、x向夹紧板运行机构、y向夹紧板运行机构、y向控制操作盒、y向驱动电机、y向变速箱、x向夹紧板和y向夹紧板后的立体结构示意图;图3为本发明x向夹紧板运行机构与y向夹紧板运行机构处的立体结构示意图;图4为本发明取下顶板后的俯视方向结构示意图;图5为本发明夹底板的立体结构示意图;图6为本发明伺服电机处的立体结构示意图;图7为本发明转动盘的立体结构示意图;图8为本发明的控制框图;说明书附图中的附图标记包括:1、顶板;2、x向夹紧板;3、y向夹紧板;4、x向夹紧板运行机构;5、y向夹紧板运行机构;6、底板;7、固定框;8、安装腔;9、自动旋转机构;10、具有plc控制片的控制器;401、x向驱动电机;402、x向控制操作盒;403、x向正转控制按钮;404、x向反转控制按钮;405、x向双向螺旋丝杆;406、x向滑轨;407、x向变速箱;408、x向位置传感器;409、x向感应气缸;410、x向急停控制按钮;411、x向丝杆座;501、y向驱动电机;502、y向控制操作盒;503、y向正转控制按钮;504、y向反转控制按钮;505、y向双向螺旋丝杆;506、y向滑轨;507、y向变速箱;508、y向位置传感器;509、y向感应气缸;510、y向急停控制按钮;511、y向丝杆座;901、基座;902、伺服电机安装筒;903、伺服电机;904、转动盘;905、六通道滑环。
具体实施方式
18.为了使本领域的技术人员可以更好地理解本发明,下面结合附图和实施例对本发明技术方案进一步说明:参见附图1至8,一种一种泡沫工艺品雕刻用自动转台式夹具,包括顶板1,伸出顶板1的两块x向夹紧板2和两块y向夹紧板3,位于顶板1下方的x向夹紧板运行机构4和y向夹紧板运行机构5,所述两块x向夹紧板2在x向夹紧板运行机构4驱动下在x向上同步运行,所述两块y向夹紧板3在y向夹紧板运行机构5驱动下在y向上同步运行;其特征在于:在顶板1的下方设置有与顶板1的形状和尺寸相同的底板6,该底板6与顶板1通过固定框7连接为一体,该固定框7的形状和尺寸与顶板1的形状和尺寸相同;所述底板6与顶板1和固定框7一体围合形成安装腔8;在底板6的底板面上固定有与底板6一体的自动旋转机构9;所述x向夹紧板运行机构4与y向夹紧板运行机构5的结构相同,所述x向夹紧板运行机构4又包括x向驱动电机401,该x向驱动电机401与x向控制操作盒402和/或位于中控室的具有plc控制片的控制器10电性连接,所述x向控制操作盒402上设置有x向正转控制按钮403和x向反转控制按钮404,所述x向正转控制按钮403和x向反转控制按钮404分别控制x向驱动电机401的输出轴正转和反转;所述x向驱动电机401的输出轴上连接有一根x向双向螺旋丝杆405,在x向双向螺旋丝杆405上设置有两块x向丝杆座411,该两块x向丝杆座411分别与两块x向夹紧板2连接为一体,所述x向双向螺旋丝杆405的两侧对称设置有两根x向滑轨406,该两根x向滑轨406均同时位于所述两块x向丝杆座411的下部的滑槽中;在x向丝杆座411的两个行程极限位置处各设置有一个x向位置传感器408,在每一块x向夹紧板2的外板面上设置有对应的两个x向感应气缸409,该两个x向感应气缸409用于所述两个x向位置传
感器408一一对应的检测x向丝杆座411的两个行程极限位置,所述x向位置传感器408与具有plc控制片的控制器10电性连接;所述y向夹紧板运行机构5又包括y向驱动电机501,该y向驱动电机501与y向控制操作盒502和/或位于中控室的具有plc控制片的控制器10电性连接,所述y向控制操作盒502上设置有y向正转控制按钮503和y向反转控制按钮504,所述y向正转控制按钮503和y向反转控制按钮504分别控制y向驱动电机501的输出轴正转和反转;所述y向驱动电机501的输出轴上连接有一根y向双向螺旋丝杆505,在y向双向螺旋丝杆505上设置有两块y向丝杆座511,该两块y向丝杆座511分别与两块y向夹紧板2连接为一体,所述y向双向螺旋丝杆505的两侧对称设置有两根y向滑轨506,该两根y向滑轨506均同时位于所述两块y向丝杆座511的下部的滑槽中;在y向丝杆座511的两个行程极限位置处各设置有一个y向位置传感器508,在每一块y向夹紧板3的外板面上设置有对应的两个y向感应气缸509,该两个y向感应气缸509用于所述两个y向位置传感器508一一对应的检测y向丝杆座511的两个行程极限位置,所述y向位置传感器508与具有plc控制片的控制器10电性连接;所述x向双向螺旋丝杆405与y向双向螺旋丝杆505纵横上下设置形成“十”字状;所述自动旋转机构9又包括基座901,与基座901固定为一体的伺服电机安装筒902,固定在伺服电机安装筒902中的伺服电机903,与伺服电机903的输出轴连接的转动盘904,套装在转动盘904外壁上的六通道滑环905,该六通道滑环905与转动盘904之间设置有滚珠,所述六通道滑环905的外壁与伺服电机安装筒902的内壁固定为一体,所述转动盘904的顶端与底板6的底板面固定为一体,所述伺服电机903与位于中控室的具有plc控制片的控制器10电性连接。在该实施例中,在对待加工泡沫件夹紧过程中,在x向上的两块x向夹紧板2和y向上的y向夹紧板3中先靠近待加工泡沫件的两块夹板首先对待加工泡沫件一个预夹紧,后靠近待加工泡沫件的两块夹板最后对待加工泡沫件完全夹紧。x向上的两块x向夹紧板2和y向上的y向夹紧板3可以根据需要同步或先后打开,在雕刻过程中,自动旋转机构9可以配合泡沫雕刻机进行多维度的雕刻,减少泡沫雕刻机的行程即轨迹。适用于加工不同体积和形状、便于找准中心、降低了因夹具损坏的耗材率、降低了工人劳动强度和利于智能自动化生产加工。
19.为便于装卸上述实施例中,优选地:所述x向驱动电机401和x向控制操作盒402均固定在固定框7上;所述y向驱动电机501和y向控制操作盒502均固定在固定框7上。
20.为保证动力充足,上述实施例中,优选地:所述x向驱动电机401与x向双向螺旋丝杆405之间设置有x向变速箱407,该x向变速箱407的动力输入端和动力输出端分别与x向驱动电机401和x向双向螺旋丝杆405连接;所述y向驱动电机501与y向双向螺旋丝杆505之间设置有y向变速箱507,该y向变速箱507的动力输入端和动力输出端分别与y向驱动电机501和y向双向螺旋丝杆505连接。
21.为便于顶板1上的开孔尽可能的小,避免过多的泡沫碎屑掉入安装腔8中,上述实施例中,优选地:所述x向丝杆座411通过连接杆a与x向夹紧板2连接为一体;所述y向丝杆座511通过连接杆b与y向夹紧板2连接为一体。
22.为保夹具证运行的稳定性,上述实施例中,优选地:所述x向双向螺旋丝杆405位于两根x向滑轨406上方,所述x向双向螺旋丝杆405与两根x向滑轨406一体形成等腰三角形;
所述y向双向螺旋丝杆505位于两根y向滑轨506上方,所述y向双向螺旋丝杆505与两根y向滑轨506一体形成等腰三角形。
23.为便于应对突发事故以及后续维护,上述实施例中,优选地:所述x向控制操作盒402上设置有x向急停控制按钮410,所述y向控制操作盒502上设置有y向急停控制按钮510。
24.一种泡沫工艺品雕刻用自动转台式夹具夹紧方法,其特征在于:包括如下步骤,第一步,完全打开x向夹紧板2和y向夹紧板3,
③
、完全打开x向夹紧板2,工人持续外力压紧x向正转控制按钮403,x向驱动电机401启动驱动x向双向螺旋丝杆405正旋转,x向双向螺旋丝杆405带动两块x向丝杆座411在x向上向外同步移动,两块x向夹紧板2随两块x向丝杆座411在x向上向外同步移动;当x向丝杆座411向外移动至外极限位时,位于外极限位处的x向位置传感器408将对应感应到的x向感应气缸409信号传递给x向控制操作盒402,x向控制操作盒402控制x向驱动电机401停止正旋转,此时两块x向夹紧板2完全打开;
④
、完全打开y向夹紧板3,工人持续外力压紧y向正转控制按钮503,y向驱动电机501启动驱动y向双向螺旋丝杆505正旋转,y向双向螺旋丝杆505带动两块y向丝杆座511在y向上向外同步移动,两块y向夹紧板3随两块y向丝杆座511在y向上向外同步移动;当y向丝杆座511向外移动至外极限位时,位于外极限位处的y向位置传感器508将对应感应到的y向感应气缸509信号传递给y向控制操作盒502,y向控制操作盒502控制y向驱动电机501停止正旋转,此时两块y向夹紧板3完全打开;第二步,工人放置待加工泡沫件;第三步,完全将待加工泡沫件夹紧,工人根据待加工泡沫件工艺要求,先后或同时持续外力压紧x向反转控制按钮404和y向反转控制按钮504,x向反转控制按钮404控制x向驱动电机401启动驱动x向双向螺旋丝杆405反旋转,x向双向螺旋丝杆405带动两块x向丝杆座411在x向上向内同步移动,两块x向夹紧板2随两块x向丝杆座411在x向上向内同步移动;当x向丝杆座411向内移动至内极限位时,位于内极限位处的x向位置传感器408将对应感应到的x向感应气缸409信号传递给x向控制操作盒402,x向控制操作盒402控制x向驱动电机401停止反旋转,此时两块x向夹紧板2完全将待加工泡沫件在x向上夹紧;y向反转控制按钮505控制y向驱动电机501启动驱动y向双向螺旋丝杆505反旋转,y向双向螺旋丝杆505带动两块y向丝杆座511在y向上向内同步移动,两块y向夹紧板3随两块y向丝杆座511在y向上向内同步移动;当y向丝杆座511向内移动至内极限位时,位于内极限位处的y向位置传感器508将对应感应到的y向感应气缸509信号传递给y向控制操作盒502,y向控制操作盒502控制y向驱动电机501停止反旋转,此时两块y向夹紧板3完全将待加工泡沫件在y向上夹紧;在对待加工泡沫件夹紧过程中,在x向上的两块x向夹紧板2和y向上的y向夹紧板3中先靠近待加工泡沫件的两块夹板首先对待加工泡沫件一个预夹紧,后靠近待加工泡沫件的两块夹板最后对待加工泡沫件完全夹紧。在该实施例中,在对待加工泡沫件夹紧过程中,在x向上的两块x向夹紧板2和y向上的y向夹紧板3中先靠近待加工泡沫件的两块夹板首先对待加工泡沫件一个预夹紧,后靠近待加工泡沫件的两块夹板最后对待加工泡沫件完全夹
紧。x向上的两块x向夹紧板2和y向上的y向夹紧板3可以根据需要同步或先后打开,在雕刻过程中,自动旋转机构9可以配合泡沫雕刻机进行多维度的雕刻,减少泡沫雕刻机的行程即轨迹。适用于加工不同体积和形状、便于找准中心、降低了因夹具损坏的耗材率、降低了工人劳动强度。
25.一种泡沫工艺品雕刻用自动转台式夹具夹紧方法,其特征在于:包括如下步骤,第一步,完全打开x向夹紧板2和y向夹紧板3,
①
、完全打开x向夹紧板2,工人启动位于中控室的启动按钮,位于中控室的具有plc控制片的控制器10控制x向驱动电机401启动后驱动x向双向螺旋丝杆405正旋转,x向双向螺旋丝杆405带动两块x向丝杆座411在x向上向外同步移动,两块x向夹紧板2随两块x向丝杆座411在x向上向外同步移动;当x向丝杆座411向外移动至外极限位时,位于外极限位处的x向位置传感器408将对应感应到的x向感应气缸409信号传递给具有plc控制片的控制器10,具有plc控制片的控制器10控制x向驱动电机401停止正旋转,此时两块x向夹紧板2完全打开;
②
、完全打开y向夹紧板3,位于中控室的具有plc控制片的控制器10控制y向驱动电机501启动驱动y向双向螺旋丝杆505正旋转,y向双向螺旋丝杆505带动两块y向丝杆座511在y向上向外同步移动,两块y向夹紧板3随两块y向丝杆座511在y向上向外同步移动;当y向丝杆座511向外移动至外极限位时,位于外极限位处的y向位置传感器508将对应感应到的y向感应气缸509信号传递给具有plc控制片的控制器10,具有plc控制片的控制器10控制y向驱动电机501停止正旋转,此时两块y向夹紧板3完全打开;第二步,工人放置待加工泡沫件;第三步,完全将待加工泡沫件夹紧,具有plc控制片的控制器10根据待加工泡沫件工艺要求输入的程序,先后或同时控制x向驱动电机401反旋转和y向驱动电机501反旋转,具有plc控制片的控制器10控制x向驱动电机401启动后驱动x向双向螺旋丝杆405反旋转,x向双向螺旋丝杆405带动两块x向丝杆座411在x向上向内同步移动,两块x向夹紧板2随两块x向丝杆座411在x向上向内同步移动;当x向丝杆座411向内移动至内极限位时,位于内极限位处的x向位置传感器408将对应感应到的x向感应气缸409信号传递给具有plc控制片的控制器10,具有plc控制片的控制器10控制x向驱动电机401停止反旋转,此时两块x向夹紧板2完全将待加工泡沫件在x向上夹紧;具有plc控制片的控制器10控制y向驱动电机501启动后驱动y向双向螺旋丝杆505反旋转,y向双向螺旋丝杆505带动两块y向丝杆座511在y向上向内同步移动,两块y向夹紧板3随两块y向丝杆座511在y向上向内同步移动;当y向丝杆座511向内移动至内极限位时,位于内极限位处的y向位置传感器508将对应感应到的y向感应气缸509信号传递给具有plc控制片的控制器10,具有plc控制片的控制器10控制y向驱动电机501停止反旋转,此时两块y向夹紧板3完全将待加工泡沫件在y向上夹紧;在对待加工泡沫件夹紧过程中,在x向上的两块x向夹紧板2和y向上的y向夹紧板3中先靠近待加工泡沫件的两块夹板首先对待加工泡沫件一个预夹紧,后靠近待加工泡沫件的两块夹板最后对待加工泡沫件完全夹紧。在该实施例中,在对待加工泡沫件夹紧过程中,在x向上的两块x向夹紧板2和y向上的y向夹紧板3中先靠近待加工泡沫件的两块夹板首先
对待加工泡沫件一个预夹紧,后靠近待加工泡沫件的两块夹板最后对待加工泡沫件完全夹紧。x向上的两块x向夹紧板2和y向上的y向夹紧板3可以根据需要同步或先后打开,在雕刻过程中,自动旋转机构9可以配合泡沫雕刻机进行多维度的雕刻,减少泡沫雕刻机的行程即轨迹。适用于加工不同体积和形状、便于找准中心、降低了因夹具损坏的耗材率、降低了工人劳动强度和利于智能自动化生产加工。
26.上述所有部件均为市场销售产品,有关给具有plc控制片的控制器10控制的描述是便于本领域技术人员理解本方案,不是本发明欲要保护的发明点。
27.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1