一种侧入式压花机的制作方法
1.本实用新型涉及领域,尤其是一种侧入式压花机。
背景技术:
2.目前打包带生产工艺中,为了增加产品拉力、使用性能及美观效果,压花(表面压纹)成为必不可少的一项工序;而在压花过程中,如果不能准确确定上辊和下辊之间的距离或者在压花过程中上辊和下辊之间不稳定,则容易出现压花的花纹不均衡的问题,因此需要一种压花机可以稳定工作。
3.在现有技术中,有在压花机上增加调节结构和可视化显示结构来增加上辊和下辊之间的间距调整的精确性,但不能有效使上辊和下辊在工作时间距不会发生细微变化。
技术实现要素:
4.本实用新型的目的在于:针对上述存在的问题,提供一种侧入式压花机;本实用新型解决了压花机上辊和下辊间距调节不便的问题;解决了压花机工作过程中上辊下辊间隙会变化的问题。
5.本实用新型采用的技术方案如下:
6.一种侧入式压花机,包括:机架、调节组件和压花组件;调节组件和压花组件相互连接,压花组件固定在机架内,调节组件固定在机架上;所述机架上设有定位调节块;压花组件包括上辊组件、下辊组件,上辊组件和下辊组件竖直连接,上辊组件还与定位调节块连接,用于在机架上移动;调节组件包括:调节部、紧固部和数显表;调节部固定在机架上且与压花组件连接,用于调整上辊组件和下辊组件之间的距离;紧固部与调节部连接,用于使调节部锁紧;数显表固定在机架上,且与调节部连接,用于显示调节数据。
7.由于采用上述结构,调节组件通过调节部可以调节压花组件中上辊组件和下辊组件之间的间隙,使其和打包带尺寸匹配,通过数显表可以直观的看到调节的具体数据,使调节更加精准;而通过紧固部可以将调节部锁死,使调节部不会在压花机工作过程中发生变化,导致上辊组件和下辊组件之间的间隙出现变化。
8.进一步的,所述上辊组件包括:第一压花辊、第一辊轴、第一轴承座和第一传动齿轮,第一轴承座位于第一辊轴两端,第一压花辊固定在第一辊轴上,第一传动齿轮位于第一辊轴一端;下辊组件包括:第二压花辊、第二辊轴、第二轴承座和第二传动齿轮;第二轴承座位于第二辊轴两端,第二压花辊固定在第二辊轴上,第二传动齿轮位于第二辊轴一端。
9.由于采用上述结构,第一传动齿轮会带动第一辊轴和第一压花辊转动;第二传动齿轮会带动第二辊轴和第二压花辊转动;上辊组件和下辊组件为相向转动。
10.进一步的,所述第一传动齿轮和第二传动齿轮相互啮合。
11.由于采用上述结构,当第一传动齿轮或第二传动齿轮之一收到动力开始转动后,会带动另一个传动齿轮进行转动。
12.进一步的,所述第一轴承座上设有凹槽,所述凹槽数量和大小与定位调节块匹配,
用于使上辊轴组件在定位调节块上移动。
13.由于采用上述结构,上辊组件在调节组件的控制下可以在定位调节块上进行上下移动,所述凹槽设于第一轴承座竖直方向的侧边,定位调节块为4个,分别位于第一轴承座的竖直方向的侧边且与凹槽匹配。
14.进一步的,所述调节组件包括:第一手轮、调节轴、第一伞齿、第二伞齿、第三伞齿、第四伞齿、调节丝杆轴承座和调节板;第一手轮固定在调节轴一端,第一伞齿和第三伞固定在调节轴两端;第二伞齿和第四伞齿分别固定在两个调节丝杆轴承座上,调节丝杆轴承座分别固定在机架上且与第一伞齿和第三伞齿位置对应,使第一伞齿和第二伞齿相互垂直啮合,第三伞齿和第四伞齿相互垂直啮合;所述调节板分别与调节丝杆轴承座和压花组件连接。
15.由于采用上述结构,转动第一手轮可以带动调节轴进行转动,调节轴再带动第一伞齿和第三伞齿转动,第一伞齿和第三伞齿再分别带动第二伞齿和第四伞齿进行转动,从而控制调节板的移动,由调节板带动压花组件进行调节。
16.进一步的,调节丝杆轴承座和调节板之间为螺纹连接,调节板数量和位置与调节丝杆轴承座对应。
17.由于采用上述结构,调节板数量为2个,分别固定在两个第一轴承座处。
18.进一步的,所述紧固部包括:第二手轮、固定轴和压紧座;压紧座横跨于调节轴上,固定轴一端穿过压紧座一侧且与调节轴接触,另一端与第二手轮连接。
19.由于采用上述结构,固定轴和压紧座呈螺纹连接,当转动第二手轮时,固定轴会向压紧座中心方向移动,知道固定轴一端接触到调节轴,并将调节轴锁死。
20.进一步的,所述机架上设有第一通孔和第二通孔,第一通孔和第二通孔对称设置在机架上,用于打包带通过压花组件。
21.进一步的,所述第一通孔和第二通孔位于与辊轴平行的机架所在面上。
22.由于采用上述结构,打包带从第一通孔进入到压花组件中,在压花结束后从第二通孔中送出。
23.进一步的,所述调节组件外设有箱体,箱体将调节组件包裹,数显表位于箱体上。
24.由于采用上述结构,第一手轮和第二手轮位于箱体外。
25.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
26.1、本实用新型通过调节组件的紧固部使调节组件在压花机工作时可以有效地被固定,不会在压花构成中造成压花组件的位移,保证了压花质量。
27.2、本实用新型通过调节组件的手轮和数显表的配合,使调节部可以根据打包带尺寸进行精确的调整,减小了压花误差。
附图说明
28.本实用新型将通过例子并参照附图的方式说明,其中:
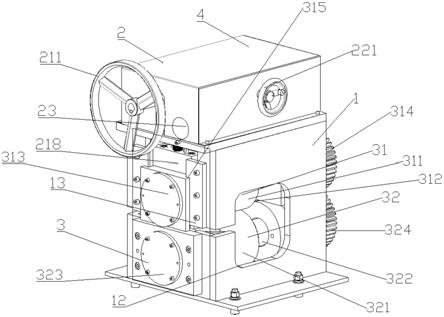
29.图1是侧入式压花机整体结构图。
30.图2是调节组件结构图。
31.其中,1-机架;2-调节组件;3-压花组件;4-箱体;11-第一通孔;12-第二通孔;13-定位调节块;21-调节部;22-紧固部;23-数显表;31-上辊组件;32-下辊组件;211-第一手
轮;212-调节轴;213-第一伞齿;214-第二伞齿;215-第三伞齿;216-第四伞齿;217-调节丝杆轴承座;218-调节板;221-第二手轮;222-固定轴;223-压紧座;311-第一压花辊;312-第一辊轴;313-第一轴承座;314-第一传动齿轮;315-凹槽;321-第二压花辊;322-第二辊轴;323-第二轴承座;324-第二传动齿轮。
具体实施方式
32.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
33.本说明书(包括任何附加权利要求、摘要)中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
34.实施例1
35.一种侧入式压花机,如图1所示,包括:机架1、调节组件2和压花组件3;调节组件2和压花组件3相互连接,压花组件3固定在机架1内,调节组件2固定在机架1上;所述机架1上设有定位调节块13,用于使压花组件3在机架1上移动。调节组件2可以对压花组件3进行精准调节,使压花组件3可以根据不同尺寸的打包带进行压花工作。
36.所述压花组件3包括上辊组件31、下辊组件32,上辊组件31和下辊组件32竖直连接;所述上辊组件31包括:第一压花辊311、第一辊轴312、第一轴承座313和第一传动齿轮314,第一轴承座313位于第一辊轴312两端,第一压花辊311固定在第一辊轴312上,第一传动齿轮314位于第一辊轴312一端;下辊组件32包括:第二压花辊321、第二辊轴322、第二轴承座323和第二传动齿轮324;第二轴承座323位于第二辊轴322两端,第二压花辊321固定在第二辊轴322上,第二传动齿轮324位于第二辊轴322一端;本实施例中第一轴承座313和第一滚轴,第二轴承座323和第二辊轴322均通过螺栓连接;第一压花辊311可随第一辊轴312进行同步转动,第二压花辊321和可随第二辊轴322进行同步转动;第一传动齿轮314和第二传动齿轮324相互啮合,当第二传动齿轮324开始运动后,会带动第一传动齿轮314开始运动(或反之),并使第一辊轴312和第二辊轴322开始转动,同时带动第一压花辊311和第二压花辊321转动;其上辊组件31和下辊组件32相向转动。
37.所述第一轴承座313上还设有凹槽315,所述凹槽315数量和大小与定位调节块13匹配,用于使上辊轴组件在定位调节块13上移动;即具体的,凹槽315设在轴承座竖直对称的两边,其两个轴承座上均设有两个凹槽315,因此调节块数量为四个,与凹槽315相匹配;在上辊组件31收到调节组件2的调整后,第一轴承座313会带动上辊组件31在调节块上滑动,以达到调整上辊组件31位置的效果。
38.调节组件2,如图2所示,包括:调节部21、紧固部22和数显表23,本实施例中,调节组件2在压花组件3上方,其他实施例中,调节组件2可以在其他位置;调节部21固定在机架1上且与压花组件3连接,用于调整上辊组件31和下辊组件32之间的距离,即通过调节部21可以根据不同的打包带尺寸对压花组件3进行调整,使压花组件3能与不同尺寸打包带匹配;紧固部22与调节部21连接,用于使调节部21锁紧,即在压花机工作时,通过锁紧部可以使调节部21在压花机工作时不会发生变化,导致压花组件3中上辊组件31和下辊组件32之间的间隙发生变化,使压花的打包带出现问题;数显表23固定在机架1上,且与调节部21连接,用
于显示调节数据,即通过数显表23可以直观的看到上辊组件31和下辊组件32之间的间距数据,根据显示的数据就可以通过调节部21进行调整,知道达到最优间距。
39.所述调节部21包括:第一手轮211、调节轴212、第一伞齿213、第二伞齿214、第三伞齿215、第四伞齿216、调节丝杆轴承座217和调节板218;第一手轮211固定在调节轴212一端,第一伞齿213和第三伞固定在调节轴212两端,其中,第二伞齿214固定在第一手轮211后方;第二伞齿214和第四伞齿216分别固定在两个调节丝杆轴承座217上,调节丝杆轴承座217分别固定在机架1上且与第一伞齿213和第三伞齿215位置对应,使第一伞齿213和第二伞齿214相互垂直啮合,第三伞齿215和第四伞齿216相互垂直啮合;所述调节板218分别与调节丝杆轴承座217和压花组件3连接,本实施例中,调节板218和调节丝杆轴承座217为螺栓连接;当需要调节压花组件3时,若要减小上辊组件31和下辊组件32之间的间隙,可以顺时针转动第一手轮211,第一手轮211转动带动调节轴212转动,调节轴212带动第一伞齿213和第三伞齿215同步转动,第一伞齿213和第三伞齿215在转动时会分别带动第二伞齿214和第四伞齿216,第二伞齿214和第四伞齿216在带动下进行旋转,此时调节丝杆轴承座217上的螺栓会带动调节板218进行运动,调节板218会把上辊组件31向下压用以实现减小上辊组件31和下辊组件32之间的间隙;若要增大上辊组件31和下辊组件32之间的间隙,可以逆时针转动第一手轮211,此时调节板218会在带动下向上运动,并将上辊组件31向上提,用以实现增大上辊组件31和下辊组件32之间的间隙。
40.所述紧固部22包括:第二手轮221、固定轴222和压紧座223;压紧座223横跨于调节轴212上,固定轴222一端穿过压紧座223一侧且与调节轴212接触,另一端与第二手轮221连接;当调节部21完成调节工作后,可以顺时针转动第二手轮221,第二手轮221会将固定轴222向调节轴212方向推进,直到固定轴222接触到调节轴212,并将调节轴212锁死,使调节轴212不能转动;压紧座223和固定轴222之间为螺纹连接。
41.本实施例中,调节组件2外设有箱体4,箱体4将调节组件2包裹,其中第一手轮211和第二手轮221位于箱体4外,数显表23位于箱体4上。
42.所述机架1上设有第一通孔11和第二通孔12,第一通孔11和第二通孔12对称设置在机架1上,用于打包带通过压花组件3;具体的,第一通孔11和第二通孔12位于与辊轴平行的机架1所在面上,即在上辊组件31和下辊组件32两侧;打包带从第一通孔11进入到压花组件3处,由压花组件3进行压花作业,在完成压花后,打包带从另一侧的第二通孔12中被送出。
43.在使用中时,可先根据需要压花的打包带尺寸,通过第一手轮211调节上辊组件31和下辊组件32之间的距离,使上辊组件31和下辊组件32间距与打包带尺寸匹配;调整好之后再转动第二手轮221,将第二手轮221的固定轴222向调节轴212移动,并将调节轴212顶住达到锁死效果,此时第一手轮211无法转动,保证了在压花机工作使,不会因为震动等问题导致手轮移动,造成上辊组件31和下辊组件32之间的间隙出现变化。再给第一传动齿轮314或第二传动齿轮324一个动力,使其转动,同时会带动另一个传动齿轮进行同步运动,使第一压花辊311和第二压花辊321开始相向转动;将打包带从机架1上的第一通孔11中放入,由第一通孔11到达压花组件3处,由压花组件3进行压花作业,在完成后打包带从第二通孔12中被送出并完成压花。
44.本实用新型通过调节组件2的紧固部22使调节组件2在压花机工作时可以有效地
被固定,不会在压花构成中造成压花组件3的位移,保证了压花质量;通过调节组件2的手轮和数显表23的配合,使调节部21可以根据打包带尺寸进行精确的调整,减小了压花误差。
45.本实用新型并不局限于前述的具体实施方式。本实用新型扩展到任何在本说明书中披露的新特征或任何新的组合,以及披露的任一新的方法或过程的步骤或任何新的组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1