一种流水摆件及制作工艺的制作方法
1.本发明属于陶瓷工艺品技术领域,具体涉及一种流水摆件及制作工艺。
背景技术:
2.陶瓷是陶器和瓷器的总称。人们早在约8000年前的新石器时代就发明了陶器。常见的陶瓷材料有粘土、氧化铝、高岭土等。陶瓷材料一般硬度较高,但可塑性较差。目前有一些陶瓷制品上形成有空洞,这些空洞如果在烧制前先设置,在烧制后会出现大小不一的孔洞,如果在烧制后进行打孔,由于陶瓷制品比较硬脆,在打孔的过程中陶瓷制品容易出现开裂现象,有鉴于此遂有了本方案的产生。
技术实现要素:
3.鉴于现有技术的不足,本发明所要解决的技术问题是提供一种流水摆件及制作工艺,该流水摆件运作时,外观精美,水流大小一致,该工艺制作出的流水件第一出水孔大小 一致且流水件不会出现开裂现象。
4.为解决上述技术问题,本发明采用的技术方案是:一种流水摆件,包括摆件主体和流水件,所述摆件主体上表面形成有连接体,所述流水件形成有上下贯穿的第一进水孔,所述流水件下表面形成有环形的卡台,所述卡台与连接体上端相适配且可拆卸连接,所述流水件表面形成有多个上下贯穿的第一出水孔。
5.所述流水件呈圆柱形,多个所述第一出水孔沿流水件的轴线圆周阵列设置。
6.所述第一出水孔呈圆柱形或者呈上开口大下开口小的圆台形。
7.所述第一出水孔、卡台和流水件同轴设置。
8.所述流水件周面形成有环形向上凸起的围框。
9.一种流水摆件制作工艺,包括以下步骤:(a)制作摆件主体胚体;(b1)往母模中填充陶土,再母模的陶土与其多个第一出水孔位置相对应处放置高熔点的填充块,填充块形状与第一出水孔形状一致;(b2)盖设公模,进行压制;(c)烧制摆件主体胚体和流水件胚体;(d)取出流水件上的填充块;(e)装配摆件主体和流水件。
10.所述步骤(b1)和(b2)中采用了一种流水件压制机,所述一种流水件压制机包括公模、母模和填充块,所述母模上表面形成有圆形的第一凹槽,所述第一凹槽的槽底形成有环形的第二凹槽;所述公模下表面形成有第一圆台,所述第一圆台下表面的中心处形成有第二圆台,所述第一圆台的下表面形成有多个第三凹槽,所述第三凹槽的槽底形成有第一通孔,所述公模内形成有气腔,多个所述第三凹槽上的第一通孔孔与气腔相连通,所述公模上表面形成有第二通孔,所述第二通孔与气腔相连通,所述填充块包括伸入部和成型部,所述
伸入部位于第三凹槽内且相适配;步骤(b1)的具体操作如下:往母模的第一凹槽和第二凹槽内填充满陶瓷并压实,将公模的第二通孔连通气泵并启动,将多个填充块分别放入多个第三凹槽内,多个填充块被气泵吸附在第三凹槽中;步骤(b2)的具体操作如下:将公模与母模对准后压实,气泵停止工作,打开公模,得到嵌设有填充物的流水件胚体。
11.所述填充物为金属钨。
12.与现有技术相比,本发明具有以下有益效果:1.本发明设置的流水摆件在工作时,水流从摆件主体内往流水件输送,从流水件第一进水孔流到流水件表面,再从多个第一出水孔流出形成帘状水流,视觉效果好;本发明在压制流水件过程中,在母模中填充压紧好陶土后,在对应多个第一出水孔的位置处放入填充块,在盖合公模,初步压紧后的陶土在公模合模后,再一次受到压实,填充块旁的陶瓷会紧紧贴合填充块的表面,取出嵌设有填充块的流水件进行烧制,再烧制后取下填充块,这时流水件上的多个第一出水孔大小一致,保证了整个流水摆件再正常运作时,各个第一出水孔流出的水流大小一致,观赏性十足。
13.2.设置第一出水孔呈上开口大下开口下的圆台形,当流水件上第一进水孔水流大时,水流流入多个第一出水孔,能够形成多道细长水流柱,当流水件上第一进水孔水流小时,水流流入多个第一出水孔,多个第一出水孔内的水会慢慢从第一出水孔的下端滴出,模拟如下雨一样的景色。
附图说明
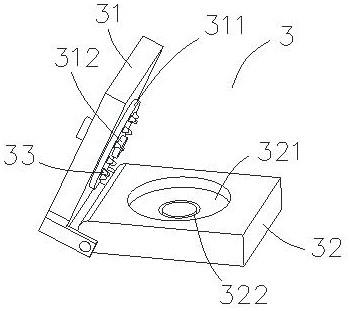
14.图1为本发明一种流水摆件的立体结构示意图;图2为本发明中流水件的俯视结构示意图;图3为本发明中流水件的剖视结构示意图;图4为本发明中一种流水件压制机的立体结构示意图;图5为本发明中一种流水件压制机的公模和填充块的分体结构示意图;图6为本发明中一种流水件压制机中公模的剖视结构示意图。
15.图中标记:1、摆件主体;11、连接体;2、流水件;21、第一进水孔;22、卡台;23、第一出水孔;24、围框;3、流水件压制机;31、公模;311、第一圆台;312、第二圆台;313、第三凹槽;3131、第一通孔;314、气腔;315、第二通孔;32、母模;321、第一凹槽;322、第二凹槽;33、填充块;331、伸入部;332、成型部。
具体实施方式
16.为了让本发明的上述特征和优点更明显易懂,下面特举实施例,并配合附图,作详细说明如下。
17.如图1-3所示,本实施例提供一种流水摆件,包括摆件主体1和流水件2。
18.摆件主体1形成有容水腔,摆件主体1上表面形成有连接体11,连接体11呈圆柱状,连接体11形成有上下贯穿的过水通道,过水通道与容水腔相连通,容水腔内设置有水泵,水泵的出水端与过水通道的进水端相连通,水泵的进水端连接有水管,且水管的进水端位于
容水腔的底部,摆件主体1的上表面形成有4个入水孔,入水孔与容水腔相连通,通过水泵工作将容水腔内的水抽到连接体11上开口,然后再流入到摆件主体1上表面,最后从入水孔流入容水腔形成循环。
19.流水件2呈圆柱形,流水件2周面形成有环形向上凸起的围框24,流水件2形成有上下贯穿的第一进水孔21,流水件2下表面形成有环形的卡台22,卡台22与连接体11上端相适配且可拆卸连接,具体地,第一出水孔23、卡台22和流水件2同轴设置,第一进水孔21的孔径小于卡台22的内径,装配时,流水件2直接套设再连接体11上即可。流水件2表面形成有多个上下贯穿的第一出水孔23,12个第一出水孔23沿流水件2的轴线圆周阵列设置,具体地,第一出水孔23呈圆柱形或者呈上开口大下开口小的圆台形,优选地,第一出水孔23呈上开口大下开口小的圆台形,设置第一出水孔23呈上开口大下开口下的圆台形,当流水件2上第一进水孔21水流大时,水流流入12个第一出水孔23,能够形成多道细长水流柱,当流水件2上第一进水孔21水流小时,水流流入12个第一出水孔23,多个第一出水孔23内的水会慢慢从第一出水孔23的下端滴出,模拟如下雨一样的景色。
20.本发明中还提供了一种流水摆件制作工艺,包括以下步骤:首先制作摆件主体1胚体;然后往母模32中填充陶土,再母模32的陶土与其12个第一出水孔23位置相对应处放置高熔点的填充块33,具体地,填充块33为金属钨;填充块33形状与第一出水孔23形状一致;然后再盖设公模31,进行压制;然后在烧制摆件主体1胚体和流水件2胚体;然后在取出流水件2上的填充块33;最后装配摆件主体1、流水件2和其他部件。
21.本发明在压制流水件2过程中,在母模32中填充压紧好陶土后,在对应12个第一出水孔23的位置处放入填充块33,在盖合公模31,初步压紧后的陶土在公模31合模后,再一次受到压实,填充块33旁的陶瓷会紧紧贴合填充块33的表面,取出嵌设有填充块33的流水件2进行烧制,再烧制后取下填充块33,这时流水件2上的多个第一出水孔23大小一致,保证了整个流水摆件再正常运作时,各个第一出水孔23流出的水流大小一致,观赏性十足。
22.其中在制作流水件2时,采用了一种流水件压制机3,如图3-6所示,一种流水件压制机3包括公模31、母模32和12个填充块33。
23.母模32上表面形成有圆形的第一凹槽321,第一凹槽321直径与流水件2大径相同;第一凹槽321的槽底形成有环形的第二凹槽322,第二凹槽322形状与卡台22形状相同;公模31下表面形成有第一圆台311,第一圆台311直径和深度与流水件2围框24的内径和深度相同;第一圆台311下表面的中心处形成有第二圆台312,第二圆台312与第一进水孔21直径相同且深度也相同;第一圆台311的下表面形成有12个第三凹槽313;第三凹槽313的槽底形成有第一通孔3131,公模31内形成有气腔314,12个第三凹槽313上的第一通孔3131孔与气腔314相连通,公模31上表面形成有第二通孔315,第二通孔315与气腔314相连通,如图5所示,填充块33包括伸入部331和成型部332,伸入部331位于第三凹槽313内且相适配,成型部332与第一出水孔23形状相同。
24.流水件2的具体制作步骤如下:首先往母模32的第一凹槽321和第二凹槽322内填充满陶瓷并压实,将公模31的第二通孔315连通气泵并启动,将12个填充块33分别放入多个第三凹槽313内,多个填充块33被气泵吸附在第三凹槽313中;然后将公模31与母模32对准后压实,气泵停止工作,打开公模31,得到嵌设有填充物的流水件2胚体。通过该流水件压制机3压制出的流水件2,12个第一出水孔23大小一致,且流水件2不会出现开裂等现象。
25.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明创造精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1