一种浮雕装饰板材及其制作方法与流程
1.本发明涉及建筑装饰板材技术领域,尤其涉及一种浮雕装饰板材及其制作方法。
背景技术:
2.浮雕装饰板由于具有3d的装饰面,表面质感强,立体感强,能够增加家居装饰的美观效果,是建筑装修中常用的建材。现有浮雕装饰板的制作过程通常为:在基材的表面添加一层功能过渡层(功能过渡层一般具有防火防水等功能),然后在功能过渡层的表面添加浮雕层,浮雕层通常采用树脂、工业酒精、固化剂和木质粉末等材料混合制成,浮雕层的成型方法有两种:(1)将浮雕层的材料混合好后,涂覆在基材的表面,通过带有立体图案的模具进行滚压,形成浮雕效果,然后固化;(2)将浮雕层的材料混合好后,放进带有浮雕纹理的模具中固化,形成浮雕层,然后用胶粘剂将浮雕层与功能过渡层粘接在一起,最后在浮雕层的表面进行打底改色和喷涂油漆等表面处理。
3.现有浮雕装饰板的制作方法制得的浮雕装饰板表面涂层的硬度低,在搬运或者装修的过程中一旦出现轻微剐蹭,则容易在浮雕装饰板的表面留有明显的划痕,甚至会破坏表面的浮雕层,影响装饰效果,此外,现有浮雕装饰板表面的保护涂层耐人工老化性能较差,使用时间长后容易出现黄变,以及出现色差等不良现象,且浮雕的图案和色彩效果单一,只能通过改变模具或者辊压轴来调整浮雕图案造型,工作效率低下,转产困难,使用合成材料作为浮雕层的材料,会产生部分有害挥发性气体,使得浮雕装饰板的制作不环保。
技术实现要素:
4.针对背景技术提出的问题,本发明的目的在于提出一种浮雕装饰板的制作方法,浮雕图案多样且色彩丰富、制作效率高,制作过程绿色环保,浮雕装饰板的表面硬度高、保护层的附着力好、耐老化性能好,能够更好地保护浮雕图案,解决了现有浮雕装饰板制作转产困难、效率低下、制作不环保、制得的浮雕装饰板表面硬度低、保护层的附着力差、耐老化性能差的问题。
5.本发明的另一目的在于提出一种浮雕装饰板材,表面硬度高,保护层的附着力好,耐老化性能好,且浮雕图案色彩丰富,装饰效果好,解决了现有浮雕装饰板表面硬度低、保护层的附着力差、耐老化性能差、浮雕的图案和色彩效果单一的问题。
6.为达此目的,本发明采用以下技术方案:
7.一种浮雕装饰板材的制作方法,包括以下步骤:
8.步骤a、在基材的表面涂布uv光固化涂料并固化,得到uv封闭底层,在uv封闭底层的表面涂布uv光固化涂料并固化,得到uv底漆层,在uv底漆层的表面涂布白色的uv光固化涂料并固化,得到uv白底层;
9.步骤b、采用3d-uv打印机在uv白底层的表面打印浮雕图案,得到浮雕图案层;
10.步骤c、在浮雕图案层的表面喷涂有机硅清漆,得到表面保护层,干燥后制得一种浮雕装饰板材。
11.更进一步说明,所述步骤a中,在uv底漆层的表面涂布白色的uv光固化涂料并固化后,得到uv白底层,将uv白底层的表面打磨平整。
12.更进一步说明,所述步骤b中,采用3d-uv打印机在uv白底层的表面打印浮雕图案后,得到浮雕图案层,对所述浮雕图案层的表面进行打磨。
13.更进一步说明,所述步骤a中,使用能量范围为300~650mj/cm2的紫外灯照射uv光固化涂料,使uv光固化涂料固化,固化时所述基材移动的线速度为5~12m/min;
14.在基材的表面涂布uv光固化涂料、在uv封闭底层的表面涂布uv光固化涂料以及在uv底漆层的表面涂布白色的uv光固化涂料的涂布厚度分别为20~25μm。
15.更进一步说明,按照重量百分比计算,所述有机硅清漆的原料组分包括丙烯酸树脂40~60%、环氧树脂10~15%、有机硅低聚物14~20%、乙二醇乙醚醋酸酯13~19%、异丙醇2~5%、分散剂0.1~0.3%、消泡剂0.1~0.3%和润湿剂0.2~0.4%。
16.更进一步说明,所述步骤c中,喷涂有机硅清漆的喷涂厚度为20~30μm。
17.更进一步说明,所述步骤a中,使用滚涂的方式在基材的表面涂布uv光固化涂料并固化,得到uv封闭底层,使用滚涂的方式在uv封闭底层的表面涂布uv光固化涂料并固化,得到uv底漆层,使用滚涂的方式在uv底漆层的表面涂布白色的uv光固化涂料并固化,得到uv白底层。
18.一种浮雕装饰板材,使用所述的浮雕装饰板材的制作方法制作得到,包括由下至上依次设置的基材层、uv封闭底层、uv底漆层、uv白底层、浮雕图案层和表面保护层;
19.所述uv封闭底层的厚度为20~25μm,所述uv底漆层的厚度为20~25μm,所述uv白底层的厚度为20~25μm,所述表面保护层的厚度为20~30μm。
20.与现有技术相比,本发明的实施例具有以下有益效果:
21.通过涂布三层uv光固化涂料,使用uv光固化技术,使涂料快速固化,uv光固化涂料不产生有害挥发性气体,绿色环保,且固化效率高,uv封闭底层能够隔绝外界水分进入基材,保证后续涂布材料的附着力,uv底漆层可以加强封闭底层与uv白底层之间的结合力,uv白底层能够避免影响后续打印的浮雕图案的颜色效果,保证装饰的美观性,通过采用3d-uv打印机进行浮雕图案的打印,3d-uv打印机可以通过喷墨喷绘图案以形成浮雕效果,且打印机采用uv油墨以及uv光固化进行成型和上色,直接在uv白底层的表面进行浮雕图案的堆积,浮雕图案层本身即与uv白底层具有一定的粘结性,不需要额外用胶粘剂将浮雕图案层与uv白底层粘接在一起,直接进行浮雕图案的打印可以打印多种色彩丰富的图案,满足色彩的需求,最后通过在浮雕图案层的表面喷涂有机硅清漆,得到表面保护层,有机硅清漆的表面性能好,硬度高,附着力好,耐老化性能好,有利于保护表面图案。
附图说明
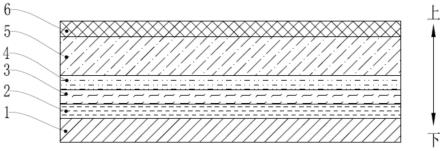
22.图1是本发明一个实施例的浮雕装饰板材的结构示意图;
23.其中:基材层1、uv封闭底层2、uv底漆层3、uv白底层4、浮雕图案层5、表面保护层6。
具体实施方式
24.一种浮雕装饰板材的制作方法,包括以下步骤:
25.步骤a、在基材的表面涂布uv光固化涂料并固化,得到uv封闭底层,在uv封闭底层
的表面涂布uv光固化涂料并固化,得到uv底漆层,在uv底漆层的表面涂布白色的uv光固化涂料并固化,得到uv白底层;
26.步骤b、采用3d-uv打印机在uv白底层的表面打印浮雕图案,得到浮雕图案层;
27.步骤c、在浮雕图案层的表面喷涂有机硅清漆,得到表面保护层,干燥后制得一种浮雕装饰板材。
28.通过涂布三层uv光固化涂料,使用uv光固化技术,使涂料快速固化,uv光固化涂料不产生有害挥发性气体,绿色环保,且固化效率高,所述uv封闭底层能够隔绝外界水分进入基材,保证后续涂布材料的附着力,所述uv底漆层可以加强所述封闭底层与所述uv白底层之间的结合力,所述uv白底层能够避免影响后续打印的浮雕图案的颜色效果,保证装饰的美观性,通过采用3d-uv打印机进行浮雕图案的打印,3d-uv打印机可以通过喷墨喷绘图案以形成浮雕效果,且打印机采用uv油墨以及uv光固化进行成型和上色,直接在uv白底层的表面进行浮雕图案的堆积,浮雕图案层本身即与uv白底层具有一定的粘结性,不需要额外用胶粘剂将浮雕图案层与uv白底层粘接在一起,直接进行浮雕图案的打印可以打印多种色彩丰富的图案,满足色彩的需求,最后通过在浮雕图案层的表面喷涂有机硅清漆,得到表面保护层,有机硅清漆的表面性能好,硬度高,附着力好,耐老化性能好,有利于保护表面图案。
29.所述浮雕装饰板的制作方法,得到的浮雕图案多样且色彩丰富、制作效率高,制作过程绿色环保,浮雕装饰板的表面硬度高、保护层的附着力好、耐老化性能好,能够更好地保护浮雕图案,解决了现有浮雕装饰板制作转产困难、效率低下、制作不环保、制得的浮雕装饰板表面硬度低、保护层的附着力差、耐老化性能差的问题。
30.具体地,所述3d-uv打印机为现有市面的打印机,比如可以采用广州凯昀实业有限公司型号为yj2513-gs的打印机,3d-uv打印的原理为在油墨中添加了树脂和光敏剂,进行打印,并用紫外线灯促使树脂快速固化,附在基材表面并堆叠形成浮雕效果。
31.更进一步说明,所述步骤c中的干燥可以为自然晾干24h,干燥后即制得所述浮雕装饰板材,所述基材可以为纤维硅酸钙板或者纤维水泥板。
32.更进一步说明,所述步骤a中,在uv底漆层的表面涂布白色的uv光固化涂料并固化后,得到uv白底层,将uv白底层的表面打磨平整。
33.具体地,使用800~1200目的砂纸将所述uv白底层的表面打磨平整,保证所述uv白底层的平整度,从而提高所述浮雕图案层在所述uv白底层表面的附着力,保证所述浮雕图案层的附着稳定性,如果使用的砂纸的目数过低,则所述uv白底层的表面较粗糙,容易影响浮雕图案的纹理,如果使用的砂纸的目数过高,则容易降低所述浮雕图案层在所述uv白底层表面的附着力,影响浮雕图案的附着稳定性。
34.更进一步说明,所述步骤b中,采用3d-uv打印机在uv白底层的表面打印浮雕图案后,得到浮雕图案层,对所述浮雕图案层的表面进行打磨。
35.具体地,采用3d-uv打印机在uv白底层的表面打印浮雕图案后,使用1200目的砂纸对所述浮雕图案层的表面进行轻微打磨,然后在所述浮雕图案层的表面喷涂有机硅清漆,经过打磨处理,有利于提高所述表面保护层在所述浮雕图案层表面的附着力,保证所述表面保护层对所述浮雕装饰板材的保护效果。
36.具体地,所述步骤a中,使用能量范围为300~650mj/cm2的紫外灯照射uv光固化涂
料,使uv光固化涂料固化,固化时所述基材移动的线速度为5~12m/min;
37.在基材的表面涂布uv光固化涂料、在uv封闭底层的表面涂布uv光固化涂料以及在uv底漆层的表面涂布白色的uv光固化涂料的涂布厚度分别为20~25μm。
38.需要说明的是,所述步骤a中,在基材的表面涂布的uv光固化涂料,在uv封闭底层的表面涂布的uv光固化涂料,以及在uv底漆层的表面涂布的白色的uv光固化涂料均直接使用紫外灯照射固化即可,如果涂层的厚度越厚,所述基材移动的线速度越慢,则所需的照射能量越高,涂层的附着力会降低,耐磨性能提高。
39.更进一步说明,按照重量百分比计算,所述有机硅清漆的原料组分包括丙烯酸树脂40~60%、环氧树脂10~15%、有机硅低聚物14~20%、乙二醇乙醚醋酸酯13~19%、异丙醇2~5%、分散剂0.1~0.3%、消泡剂0.1~0.3%和润湿剂0.2~0.4%。
40.所述有机硅清漆的原料中添加丙烯酸树脂和环氧树脂,树脂与有机硅低聚物反应合成改性有机硅清漆,其中乙二醇乙醚醋酸酯和异丙醇均为稀释剂,树脂主要起到反应成膜的作用,使有机硅清漆具有较高的硬度,附着力和耐人工老化性能好。
41.优选地,所述步骤c中,喷涂有机硅清漆的喷涂厚度为20~30μm。
42.通过限定所述步骤c中喷涂有机硅清漆的喷涂厚度,如果有机硅清漆的喷涂厚度过厚,则韧性不足,使得表面保护层的附着力下降,如果有机硅清漆的喷涂厚度过薄,则表面保护层的硬度不足,使得浮雕装饰板材表面的硬度不足,容易因磨损而出现划痕。
43.优选地,所述步骤a中,使用滚涂的方式在基材的表面涂布uv光固化涂料并固化,得到uv封闭底层,使用滚涂的方式在uv封闭底层的表面涂布uv光固化涂料并固化,得到uv底漆层,使用滚涂的方式在uv底漆层的表面涂布白色的uv光固化涂料并固化,得到uv白底层。
44.具体地,使用橡胶做的滚轮进行uv光固化涂料的滚涂,滚涂的方式使得涂布更均匀,且滚涂的uv光固化涂料的附着力更强,涂布三层uv光固化涂料,使用uv光固化技术,使涂料可以快速固化,uv光固化涂料不产生有害挥发性气体,绿色环保,且固化效率高。
45.如图1所示,一种浮雕装饰板材,使用所述的浮雕装饰板材的制作方法制作得到,包括由下至上依次设置的基材层1、uv封闭底层2、uv底漆层3、uv白底层4、浮雕图案层5和表面保护层6;
46.所述uv封闭底层2的厚度为20~25μm,所述uv底漆层3的厚度为20~25μm,所述uv白底层4的厚度为20~25μm,所述表面保护层6的厚度为20~30μm。
47.通过所述浮雕装饰板材的制作方法制得的浮雕装饰板材,表面硬度高,保护层的附着力好,耐老化性能好,且浮雕图案色彩丰富,装饰效果好,解决了现有浮雕装饰板表面硬度低、保护层的附着力差、耐老化性能差、浮雕的图案和色彩效果单一的问题。
48.下面通过具体实施方式来进一步说明本发明的技术方案。
49.为了便于理解本发明,下面对本发明进行更全面的描述。本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
50.实施例中未注明具体技术或条件的,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。
51.实施例1
52.一种浮雕装饰板材的制作方法,包括以下步骤:
53.步骤a、在基材(具体为纤维硅酸钙板)的表面滚涂uv光固化涂料并固化,得到uv封闭底层,在uv封闭底层的表面滚涂uv光固化涂料并固化,得到uv底漆层,在uv底漆层的表面滚涂白色的uv光固化涂料并固化,得到uv白底层,其中,使用能量为500mj/cm2的紫外灯照射uv光固化涂料,使uv光固化涂料固化,固化时基材移动的线速度为9m/min;
54.在基材的表面涂布uv光固化涂料、在uv封闭底层的表面涂布uv光固化涂料以及在uv底漆层的表面涂布白色的uv光固化涂料的涂布厚度均为25μm;
55.步骤b、采用3d-uv打印机在uv白底层的表面打印浮雕图案,得到浮雕图案层;
56.步骤c、在浮雕图案层的表面喷涂有机硅清漆,其中按照重量百分比计算,有机硅清漆的原料组分为丙烯酸树脂50%、环氧树脂12%、有机硅低聚物16%、乙二醇乙醚醋酸酯18%、异丙醇3.5%、分散剂0.2%、消泡剂0.1%和润湿剂0.2%,喷涂有机硅清漆的喷涂厚度为25μm,得到表面保护层,自然晾干24h后制得一种浮雕装饰板材。
57.实施例2
58.一种浮雕装饰板材的制作方法,包括以下步骤:
59.步骤a、在基材(具体为纤维硅酸钙板)的表面滚涂uv光固化涂料并固化,得到uv封闭底层,在uv封闭底层的表面滚涂uv光固化涂料并固化,得到uv底漆层,在uv底漆层的表面滚涂白色的uv光固化涂料并固化,得到uv白底层,使用1200目的砂纸将uv白底层的表面打磨平整,其中,使用能量为500mj/cm2的紫外灯照射uv光固化涂料,使uv光固化涂料固化,固化时基材移动的线速度为9m/min;
60.在基材的表面涂布uv光固化涂料、在uv封闭底层的表面涂布uv光固化涂料以及在uv底漆层的表面涂布白色的uv光固化涂料的涂布厚度均为25μm;
61.步骤b、采用3d-uv打印机在uv白底层的表面打印浮雕图案,得到浮雕图案层,使用1200目的砂纸对所述浮雕图案层的表面进行轻微打磨;
62.步骤c、在浮雕图案层的表面喷涂有机硅清漆,其中按照重量百分比计算,有机硅清漆的原料组分为丙烯酸树脂50%、环氧树脂12%、有机硅低聚物16%、乙二醇乙醚醋酸酯18%、异丙醇3.5%、分散剂0.2%、消泡剂0.1%和润湿剂0.2%,喷涂有机硅清漆的喷涂厚度为25μm,得到表面保护层,自然晾干24h后制得一种浮雕装饰板材。
63.实施例3
64.与实施例2相比,喷涂有机硅清漆的喷涂厚度为35μm,其余原料和制备方法与实施例2一致,制得一种浮雕装饰板材。
65.实施例4
66.与实施例2相比,喷涂有机硅清漆的喷涂厚度为15μm,其余原料和制备方法与实施例2一致,制得一种浮雕装饰板材。
67.性能测试:
68.1、表面硬度测定:使用gb/t6739-2006《色漆和清漆铅笔法测定漆膜硬度》,进行板材表面硬度的测定。
69.2、附着力测定:使用gb/t9286-1998《色漆和清漆漆膜的划格试验》,进行板材表面保护层的附着力测定。
70.3、耐老化性能测试:使用gb/t16259-2008《建筑材料人工气候加速老化试验方法》,进行板材的耐老化性能测试,测试条件为黑标温度65℃
±
3℃,湿度65%
±
5%,辐照度:0.51w/(m2
·
nm)循环周期:连续光照,102min干燥,18min喷淋。
71.对实施例1~4制得的浮雕装饰板材分别进行表面硬度、附着力和耐老化性能的测试,测试结果如下表所示:
[0072][0073][0074]
由上述测试结果可知,本发明制得的浮雕装饰板材的表面硬度高,保护层的附着力好,耐老化性能好,表面硬度最高达到5h,附着力达到0级,且进行耐老化性能测试1000小时无异常(无涂层气泡和起皮等不良现象);
[0075]
实施例3由于喷涂有机硅清漆的喷涂厚度过厚,导致表面保护层的韧性不足,使得表面保护层的附着力下降,实施例4由于喷涂有机硅清漆的喷涂厚度过薄,导致表面保护层的表面硬度降低,浮雕装饰板材表面的硬度不足,容易因磨损而出现划痕。
[0076]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1