一种中音轧筝的制作方法
1.本实用新型涉及民族乐器技术领域,特别是涉及一种中音轧筝。
背景技术:
2.轧筝是中国古代弓弦乐器的先驱,最早在唐朝初年就在民间出现了,它是在弹弦乐器的基础上改制而成的,演奏时用竹杆、高粱杆削皮后擦上松香与弦摩擦而发音,属于擦奏弦鸣乐器,也属于弓弦乐器。轧筝多用于演奏歌唱性的乐曲,到了南宋已广泛应用于宫廷宴乐中。到了清代已发展成为地方戏曲的伴奏乐器。轧筝曾流行于河北、河南、福建、广西、吉林等地区后逐渐失传。
3.该乐器在演奏艺术的保护和传承,对中国民族乐器的发展及音乐史的研究,对传承和弘扬民族音乐文化有极高的艺术价值和学术价值。在近代文艺团体民族乐团仍将轧筝列为主奏乐器,或出现《轧筝协奏曲》。
4.但是,现有轧筝仍存在一些不足,例如:授权公告号为cn 207397679 u的中国专利,公开了一种改良式轧琴,该轧琴包括:琴箱,琴箱包括琴面、琴底和琴梆,琴面向上拱起呈弧形,琴箱的左端为琴头,右端为琴尾,琴头的顶面上设有两道岳山,琴尾上设有一道岳山,琴头的左侧面开设有亮窗,琴头上的两道岳山之间开设有9个弦孔,琴尾上的岳山的右侧设有9个弦轴,从弦孔到弦轴之间设有琴弦,琴梆包括前后两侧的长琴梆和左右两侧的短琴梆,该方案虽能实现轧筝的演奏,但是并没有对琴弦的设计进行说明,无法利用轧筝发出合适的中音,无法担任中音声部的演奏。
5.授权公告号为cn 201556406 u的中国专利,公开了一种新型轧筝,包括一个共鸣箱及多条连接在共鸣箱之上的提琴弦,该共鸣箱内形成有一个共鸣腔体,该共鸣腔体顶、底面都为弧面,因此能够增加反射次数,能够增加共鸣度,能够发出纯美音色,能够扩大音量,能够将其与轧筝之拉式发声结合在一起,使轧筝长度不受限制,使轧筝音量增加,使轧筝能够推广应用,然而,该轧筝只是对于共鸣箱的改进,没有对于琴弦进行改进,不能发出合适的中音,无法担任中音声部的演奏。
技术实现要素:
6.本实用新型的目的是提供一种中音轧筝,以解决上述现有技术存在的问题,琴弦采用中音琴弦,音位是能够利用中音轧筝发出合适的中音,从而能够担任中音声部的演奏。
7.为实现上述目的,本实用新型提供了如下方案:
8.本实用新型提供一种中音轧筝,包括筝箱、设置在所述筝箱上的前岳山和后岳山以及设置在所述前岳山和所述后岳山之间的琴弦,所述琴弦采用中音琴弦,音位是所述筝箱包括面板、侧板和底板,所述面板与所述琴弦之间设置有琴码,所述底板上由首侧到尾侧顺次设置有龙池、凤沼和穿弦孔。
9.优选地,所述侧板总长为118cm、宽度为5.5cm,所述筝箱的首侧宽度为25cm,尾侧宽度为21cm。
10.优选地,所述面板呈弧形设置,弧高为3.8cm。
11.优选地,所述前岳山中段高2.5cm,两端高1.5cm;所述后岳山中段高2.3cm,两端高1.5cm。
12.优选地,所述琴弦的数量为9,所述琴弦的弦距为2.5cm。
13.优选地,所述琴码由两侧向中部逐渐增高,最低5cm、最高7.5cm。
14.优选地,所述筝箱内在长度方向上分布有三道音梁,所述音梁沿所述筝箱的宽度方向延伸,中部的所述音梁不设音柱。
15.优选地,所述龙池呈斧头型朝向所述尾侧,所述凤沼呈长条形沿所述筝箱长度方向延伸。
16.优选地,包括用于拉弦的马尾弓。
17.本实用新型相对于现有技术取得了以下技术效果:
18.(1)本实用新型琴弦采用中音琴弦,音位是能够利用中音轧筝发出合适的中音,从而能够担任中音声部的演奏;
19.(2)本实用新型面板呈弧形设置,前岳山和后岳山成中间高两端低的设计,并且,琴码由面板宽度方向的两侧向中部逐渐增高,能够扩大相邻琴弦的高度差,避免拉奏时触碰邻弦发出杂音;
20.(3)本实用新型筝箱内在长度方向上分布有三道音梁,音梁沿筝箱的宽度方向延伸,中部的音梁不设音柱,形成圈梁更有利于共振;
21.(4)本实用新型采用马尾弓进行拉弦,能够提高琴弦擦奏的方便性,便于演奏。
附图说明
22.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
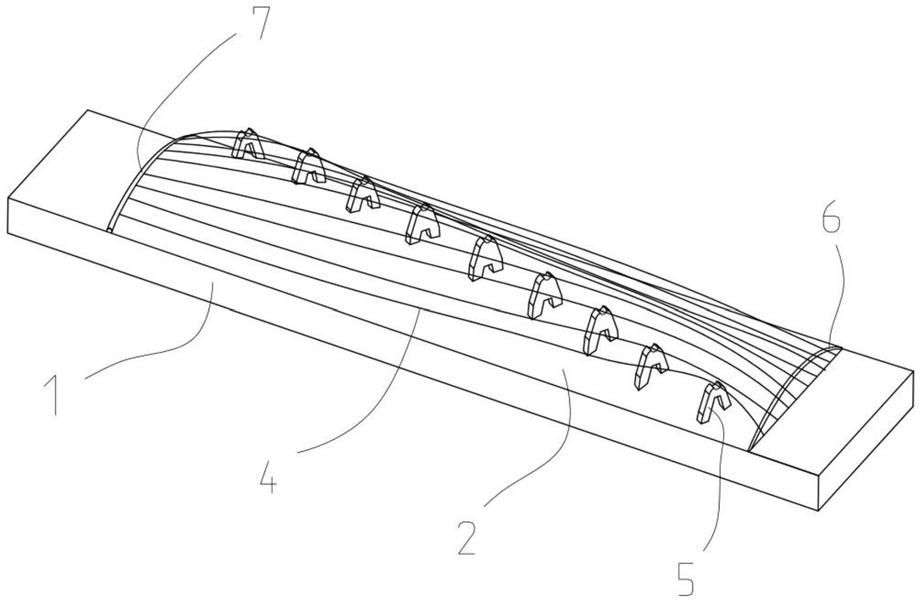
23.图1为本实用新型中音轧筝的正面结构示意图;
24.图2为本实用新型中音轧筝的底面结构示意图;
25.其中,1、侧板;2、面板;3、底板;31、龙池;32、凤沼;33、穿弦孔;4、琴弦;5、琴码;6、前岳山;7、后岳山。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.本实用新型的目的是提供一种中音轧筝,以解决上述现有技术存在的问题,琴弦
采用中音琴弦,音位是能够利用中音轧筝发出合适的中音,从而能够担任中音声部的演奏。
28.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
29.如图1~2所示,本实用新型提供一种中音轧筝,包括筝箱、设置在筝箱上的前岳山6和后岳山7以及架设在前岳山6和后岳山7上的琴弦4,前岳山6和后岳山7固定安装在筝箱上用于支撑琴弦4,一般用木条制作而成,岳山底部弧度可以遵照筝箱的面板2的弧度设置,胶合后安装固定,顶部弧度可以大于面板2的弧度,以能够扩大相邻琴弦4之间的高度差,从而能够避免拉奏时触碰邻弦发出杂音。琴弦4采用中音琴弦4,中音轧筝要能发出比较合适的中音的目的,其一是增长弦长和有效弦长,有效弦长是指每根琴弦4从琴码5到前岳山6的长度,具体的可以根据实际调音结果适当调整;其二是制作中音琴弦4九根,弦径参照普通古筝中音弦径,安装调试后以达到中音轧筝的音位是从而能够利用中音轧筝发出较为合适的中音,能够担任中音声部的演奏。筝箱包括面板2、侧板1和底板3,其中,面板2用于安装前岳山6和后岳山7,面板2与琴弦4之间设置有琴码5,琴码5可以根据调音情况在琴弦4的下方移动位置,也就是说,琴码5的位置并不唯一固定;底板3上由首侧到尾侧顺次设置有龙池31、凤沼32和穿弦孔33,龙池31和凤沼32一般用作出音孔,形状可为长方形或长椭圆形,也可以为圆形或其他形状,龙池31和凤沼32的形状可以一致也可以不相同,根据实际出音情况可以进行调整;侧板1包括前后侧的长度较长的侧板1和左右侧的长度相对较短的侧板1,共同围成筝箱的四面结构。
30.侧板1的总长可以设置为118cm、宽度(筝箱放置时高度方向)可以为5.5cm,面板2的首侧宽度可以为25cm,尾侧宽度可以为21cm。根据上述尺寸设置情况,面板2的长度可以为118cm,而前岳山6和后岳山7设置在面板2上,其之间的间距应小于面板2的长度,也就是说,琴弦4的长度(指的是前岳山6和后岳山7之间的间距)小于118cm,具体的可以为92cm等尺寸,根据调音情况也可以做出相应调整。
31.面板2可以呈弧形设置,弧高为3.8cm,摆放在面板2上的琴码5也会依照面板2的弧形相应的朝向不同的方向,从而能够扩大琴弦4的间距,而避免琴弦4之间相互干扰,便于拉奏。
32.前岳山6可以设置为中段高2.5cm,两端高1.5cm;后岳山7可以设置为中段高2.3cm,两端高1.5cm。
33.琴弦4的数量可以设置为9根,弦距大概为2.5cm,如果筝箱是大小头设置,那么大头侧的弦距可以确定为2.5cm,应稍大于小头侧的弦距,以能够使得琴弦4均匀分布。
34.琴码5由面板2宽度方向的两侧向中部逐渐增高,在其中一个实施例中,最低5cm、最高7.5cm,琴码5与琴弦4的数量一一对应,在配码时,逐步扩大相邻码的高度,例如,第一、九号码高度为5cm,第二、八号,三、七号,四、六号依次增高,五号码最高达7.5cm,需要说明的是,琴码5的编号是从宽度方向的一侧向另一侧逐个进行编号的。本实用新型面板2呈弧形设置,前岳山6和后岳山7成中间高两端低的设计,并且,琴码5由面板2宽度方向的两侧向中部逐渐增高,能够扩大相邻琴弦4的高度差,避免拉奏时触碰邻弦发出杂音。
35.筝箱内可以在长度方向上分布有三道音梁,音梁沿筝箱的宽度方向延伸,中部的
音梁不设音柱,形成圈梁更有利于共振。
36.如图2所示,对于龙池31和凤沼32的形状,本实用新型在设计时,龙池31可以呈斧头型朝向尾侧,凤沼32呈长条形沿筝箱长度方向延伸。
37.本实用新型还包括用于拉弦的马尾弓,能够提高琴弦4擦奏的方便性,便于演奏,用马尾弓演奏时,左手吟按,主要担任乐团中音声部的演奏。
38.本实用新型一具体实施例的制作方法如下:
39.制作流程为:框架
→
安装弦钉板、三道音樑
→
胶合底板3
→
加工成坯后装前岳山6和后岳山7、贴面条
→
打眼、开弦盒、开底板3音孔、贴嵌边条、装脚
→
砂磨批腻油漆
→
装琴弦4调音总质检后进库。
40.具体的,制作9弦中音轧筝的框架,总长118cm、宽5.5cm,首侧宽度25cm、尾侧宽度21cm,面板2弧高为3.8cm,前岳山6中段高2.5cm、两端高1.5cm,后岳山7中段高2.3cm两端高1.5cm。三道音梁,第二道音梁中间不设音柱,弦钉板用多层板打眼9个,弦距为2.5cm,大头、尾板用白松外贴黑檀,前岳山6和后岳山7均是中间高,两端渐低,目的是增大面板2弯曲程度、配码时增大相邻琴码5的高度差扩大邻弦高度差以防拉弦时触碰邻弦,方便演奏。
41.前岳山6底部加宽至1.8cm,并内外贴条,上端弦枕处嵌竹条,打眼时确保弦眼之间中心距离2.5cm;后岳山7有外贴面条,内不贴条,上不嵌竹条,前岳山6和后岳山7两端打凹处理,不嵌骨片;轧筝两侧外贴、配件面贴条及前岳山6和后岳山7用材全部用黑檀;轧筝底面开音孔,龙池31、凤沼32外加筝尾穿弦孔33;嵌边条,筝尾面板可不装饰,作为素筝。
42.底板3制作完工后底面胶合。
43.对轧筝筝坯进行一整套的工艺加工,如刨面、外贴黑檀侧板1、制作安装前岳山6和后岳山7、装面贴条、按弦距尺寸打眼、底板3装脚开音孔、面板2开弦盒,经精细砂磨后交油漆工序。
44.油漆工序对筝坯进行磨砂、披腻子,干后砂磨、喷底漆砂磨、喷色、喷面漆再砂磨后喷光漆,交装配车间。
45.装配车间安装琴弦4调音后总质检验收入库。
46.本实用新型中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1