钢琴击弦机轴架自动组装装置的制作方法
1.本实用新型涉及加工技术领域,尤其是涉及一种钢琴击弦机轴架自动组装装置。
背景技术:
2.钢琴击弦机轴架为钢琴中转接的重要零件,其中,钢琴击弦机轴架包括轴架组件和插接固定于轴架组件的插针,插针需要垂直于轴架组件的插接面,以确保钢琴音质的稳定。插针为一端尖锐的轴状结构件,其插入轴架组件过程中极易受到轴架组件的材质及纹路影响,导致插针与插接面之间的垂直度超出误差范围。
3.现有的钢琴击弦机轴架采用人工操作组装,组装效率低,并且对插针装配于轴架组件的垂直度统配性差,因此需要改进。
技术实现要素:
4.本实用新型的目的是提供一种钢琴击弦机轴架自动加工设备。
5.本实用新型所采用的技术方案:一种钢琴击弦机轴架自动组装装置,用于将插针组装至轴架组件,自动组装装置包括:
6.安装座,配置为刚性平台;
7.安装于安装座的固定组件;
8.安装于所述安装座的机械手组件,所述机械手组件抓取所述轴架组件并推动所述轴架组件移动至所述固定组件的装配位置;
9.安装于所述安装座的推针组件,所述推针组件推动所述插针插入所述轴架组件。
10.在一实施例中,所述推针组件的移动方向和所述轴架组件的移动方向相互垂直。
11.在一实施例中,所述推针组件包括固连于所述固定组件的导料架、安装于所述安装座的推针伸缩件及固定于所述推针伸缩件的输出轴的推针杆,所述导料架配置有长槽状的导料孔及与所述导料孔连通的推针孔,所述导料孔用于堆叠平行设置的插针,所述插针的轴线平行所述推针杆的轴线,所述推针杆插接于所述推针孔,所述固定组件的装配位置位于所述推针孔的延伸方向。
12.在一实施例中,所述固定组件配置有加工导轨和位于所述加工导轨一侧的定位机构,所述定位机构与所述推针组件相对设置,所述机械手组件夹取并推动所述轴架组件沿所述加工导轨移动所述定位机构。
13.在一实施例中,所述加工导轨包括自表面凹陷形成的第一台阶槽,所述轴架组件滑动于所述第一台阶槽,且所述轴架组件连接所述插针的部位超出所述加工导轨的表面,所述定位机构抵接于所述轴架组件。
14.在一实施例中,所述定位机构包括安装于所述安装座并沿垂直于所述加工导轨延伸方向伸缩移动的横向抵接组件,所述横向抵接组件与所述推针组件相对设置并抵接限定所述加工导轨表面凸出的轴架组件。
15.在一实施例中,所述定位机构还包括安装于所述固定组件并沿垂直于所述加工导
轨延伸方向伸缩移动的纵向抵接组件,所述纵向抵接组件用于压接固定所述轴架组件,且所述纵向抵接组件的伸缩方向垂直于所述插针的插接方向。
16.在一实施例中,所述机械手组件合拢夹取一个轴架组件至所述固定组件,并同时推动所述固定组件上的另一个轴架组件移动至装配配置。
17.在一实施例中,所述机械手组件包括安装于所述安装座的直线往复机构和安装于所述直线往复机构的夹持机构及安装于所述夹持机构的第一卡爪和第二卡爪,所述夹持机构驱动所述第一卡爪和第二卡爪合拢或展开,所述直线往复机构带动所述夹持机构直线往复移动。
18.在一实施例中,所述第一卡爪和第二卡爪在合拢时形成有夹持槽和推动凸块,所述夹持槽和推动凸块背对设置,所述夹持槽用于夹持轴架组件的外周壁,所述推动凸块抵推所述固定组件上的轴架组件移动。
19.采用上述结构后,本实用新型和现有技术相比所具有的优点是:自动组装装置整体设置于安装座,以构成模块化组装,安装至设备便捷,调试方便。机械手组件将轴架组件自动抓取并推送至装配位置,装配效率及精度高。推针组件推动插针插入轴架组件,插接精度高,稳定性好。
附图说明
20.下面结合附图和实施例对本实用新型进一步说明:
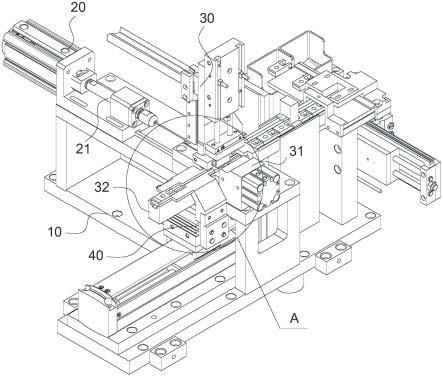
21.图1是本实用新型的钢琴击弦机轴架自动组装装置的结构示意图。
22.图2是图1中a处的放大的结构示意图。
23.图3是本实用新型的自动组装装置的俯视结构示意图。
24.图4是本实用新型的自动组装装置的主视结构示意图。
25.图中:安装座10;推针组件20;推针伸缩件21;推针杆22;导料架23;固定组件30;定位机构31;横向抵接组件311;纵向抵接组件312;加工导轨32;第一台阶槽321;机械手组件40;直线往复机构41;夹持机构42;第一卡爪43;第二卡爪44;夹持槽45;推动凸块46;钢琴击弦机轴架50;插针51;轴架组件52。
具体实施方式
26.以下所述仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
27.钢琴击弦机轴架50包括轴架组件52和插接于轴架组件52的插针51,插针51为柱状结构,插针51的一端为平端,另一端的末端配置为锥形的尖端。轴架组件52设置有两个近似呈“u”字形的叉脚,插针51同时插接两个插接。
28.如图1至图4所示,本实用新型公开了一种钢琴击弦机轴架自动组装装置,用于将插针51组装至轴架组件52。自动组装装置包括配置为刚性平台的安装座10、安装于安装座10的固定组件30、机械手组件40及推针组件20,自动组装装置构成模块化布局结构,可整体装配至其他设备或者连接其它模块,从而构成自动加工设备的一部分,装配和调试方便。
29.固定组件30用于限定轴架组件52,并引导轴架组件52定向移动。其中,机械手组件40抓取轴架组件52并推动轴架组件52移动至固定组件30的装配位置。机械手组件40可将轴
架组件52逐一抓取至固定组件30,以使轴架组件52在固定组件30上排列移动。并且,机械手组件40配合固定组件30将轴架组件52限定于装配位置,该装配配置适配插针51的插入位置,推针组件20推动插针51插入位于装配位置的轴架组件52,从而使轴架组件52与插针51固定成一体。
30.可选地,推针组件20的移动方向和轴架组件52的移动方向相互垂直,以使插针51能够垂直插入轴架组件52,以符合插针51与轴架组件52的插接垂直度要求。可选地,推针组件20包括固连于固定组件30的导料架23、安装于安装座10的推针伸缩件21及固定于推针伸缩件21的输出轴的推针杆22,导料架23配置有长槽状的导料孔及与导料孔连通的推针孔,导料孔用于堆叠平行设置的插针51。插针51的轴线平行推针杆22的轴线,推针杆22插接于推针孔,固定组件30的装配位置位于推针孔的延伸方向。
31.导料架23设置有扁平的导料孔,推针孔位于导料孔的底部。插针51输入导料架23的长孔内并逐一叠加,其中一根插针51位于推针孔内。推针杆22至少部位位于推针孔内,并沿推针孔的轴线方向往复移动,插针51的轴线平行于推针杆22的轴线,以使推针杆22推抵于插针51的平端,插针51的尖端朝向轴架组件52方向。
32.可选地,导料架23自上而下排布,以构成连续的插针51供料结构,能实现插针51连续输送,供料效果好。推针伸缩件21带动推针杆22直线往复移动,可选地,推针伸缩件21配置为气缸或直线电机等伸缩配件。
33.轴架组件52用于活动限定轴架组件52,其中,在固定组件30上可同时滑动一个或多个轴架组件52。可选地,固定组件30配置有加工导轨32和位于加工导轨32一侧的定位机构31,定位机构31与推针组件20相对设置,机械手组件40夹取并推动轴架组件52沿加工导轨32移动定位机构31。
34.加工导轨32配置为长条的刚性结构件,其上表面配置有下凹的凹槽结构。一个或多个轴架组件52滑动限定于加工导轨32的凹槽结构内,以限定轴架组件52的下部结构,轴架组件52用于插接固定插针51的部位位于加工导轨32外或者加工导轨32设置对应的导套或孔洞结构,以使插针51越过加工导轨32并插入轴架组件52。
35.定位机构31和推针组件20分别分布于轴架组件52的两侧,定位机构31对轴架组件52进行定位并对插针51插入轴架组件52过程中的推力提供支撑,以保持轴架组件52的插接位置准确且形状稳定性高。
36.在一可选地实施例中,加工导轨32包括自表面凹陷形成的第一台阶槽321,轴架组件52滑动于第一台阶槽321,且轴架组件52连接插针51的部位超出加工导轨32的表面,定位机构31抵接于轴架组件52。在本实施例中,第一台阶槽321配置为凹槽结构,其宽度适配轴架组件52的宽度,第一台阶槽321的深度小于轴架组件52的厚度的二分之一。定位机构31对轴架组件52进行定位支撑,以保持轴架组件52与插针51的插接过程稳定。
37.在一可选地实施例中,定位机构31包括安装于安装座10并沿垂直于加工导轨32延伸方向伸缩移动的横向抵接组件311,横向抵接组件311与推针组件20相对设置并抵接限定加工导轨32表面凸出的轴架组件52。横向抵接组件311与推针组件20相对设置,并分别位于加工导轨32的两侧,从而在轴架组件52上形成相反方向的作用力,抵接稳定性好。
38.进一步地,定位机构31还包括安装于固定组件30并沿垂直于加工导轨32延伸方向伸缩移动的纵向抵接组件312,纵向抵接组件312用于压接固定轴架组件52,且纵向抵接组
件312的伸缩方向垂直于插针51的插接方向。纵向抵接组件312与加工导轨32相对设置,并将轴架组件52压紧于加工导轨32上,从而避免轴架组件52跳动,进一步提高轴架组件52的插接精度。纵向抵接组件312和横向抵接组件311的抵接方向相互相交,两者均包括伸缩机构和连接于伸缩机构的抵接块,抵接块的形状适配轴架组件52的抵接面并限定轴架组件52在相互垂直方向的自由度,定位精度高。
39.机械手组件40可通过合拢夹取、吸盘吸取等方式抓取轴架组件52,并将轴架组件52移动。在一实施例中,机械手组件40合拢夹取一个轴架组件52至固定组件30,并同时推动固定组件30上的另一个轴架组件52移动至装配配置。机械手组件40展开并夹取其它送料机构所输送的轴架组件52后合拢移动至加工导轨32,以将夹取轴架组件52摆放于加工导轨32,同时机械手组件40的另一端抵推前一个摆放于加工导轨32的轴架组件52移动至装配位置。即,在机械手组件40抓取下一个轴架组件52摆放至加工导轨32时即可推动并定位前一个加工导轨32上的轴架组件52,从而实现连续加工,且同时实现推动和定位,加工效率高。
40.在一可选地实施例中,机械手组件40包括安装于安装座10的直线往复机构41和安装于直线往复机构41的夹持机构42及安装于夹持机构42的第一卡爪43和第二卡爪44,夹持机构42驱动第一卡爪43和第二卡爪44合拢或展开,直线往复机构41带动夹持机构42直线往复移动。
41.直线往复机构41安装于底座,以带动夹持机构42直线往复移动,从而将夹持架构在直线往复机构41的移动范围内运动。可选地,直线往复机构41配置为气缸机构、液压缸机构、丝杠螺母机构等。
42.夹持机构42用于控制第一卡爪43和第二卡爪44的合拢或展开,例如,夹持机构42配置为电磁阀、伸缩气缸、液压机构等。夹持机构42包括主体架、滑动于主体架的第一伸缩杆和第二伸缩杆,第一伸缩杆和第二伸缩杆背对设置并相对于主体架伸缩移动,从而构成第一卡爪43和第二卡爪44的合拢或展开移动。
43.第一卡爪43和第二卡爪44在合拢时形成有夹持槽45和推动凸块46,夹持槽45和推动凸块46背对设置,夹持槽45用于夹持轴架组件52的外周壁,推动凸块46抵推固定组件30上的轴架组件52移动。第一卡爪43和第二卡爪44在合拢状态下夹持轴架组件52,对应地,第一卡爪43和第二卡爪44配合形成缺口状的夹持槽45,以夹持轴架组件52。推动凸块46与第一台阶槽321的形状相匹配,以构成凸起结构。夹持槽45夹持一个轴架组件52,推动凸块46推动及定位另一个轴架组件52。
44.上述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型保护的范围之内。其它结构和原理与现有技术相同,这里不再赘述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1