一种PSC自动换刀系统的制作方法
一种psc自动换刀系统
技术领域
[0001]
本发明属于机床换刀系统技术领域,尤其涉及一种psc自动换刀系统。
背景技术:
[0002]
随着人工成本的日渐攀升,企业都希望能够降低对工人的依赖,愈来愈倾向于实现生产的自动化,在机械制造业自动化进程中,刀柄系统的标准化和自动处于非常重要的位置,车削中心主宰着制造业,不论大小,它们往往会出现不必要的长时间停机,以便人工换刀,因此,对这些机床进行的开发工作正是为了减少计划内和计划外的停机时间,自动换刀在车削中心并非是标准的,部分原因是刀塔缺少可以自动换刀的通用刀柄接口,八十年代以前,大多数机床都是手动换刀,费时又费力,拆卸大型附件,刀具和方刀杆刀具或者在机床上更换可转位刀片,都需要耗费很长的停机时间,采用小而轻的切削单元,结合快换刀具接口的系统实现快速手动换刀,现代的主轴接口提供了自动换刀的可能性,同时刀具系统模块化的出现为自动换刀提供了前提条件,由此,自动换刀设备和标准刀柄接口的刀塔将在未来成为机床概念的一部分,因此,现有技术存在自动换刀在车削中心并非是标准的,部分原因是刀塔缺少可以自动换刀的通用刀柄接口,由于大多数机床都是手动换刀,从而导致费时又费力且耗费很长的停机时间的问题。
技术实现要素:
[0003]
本发明提供一种psc自动换刀系统,以解决上述背景技术中提出现有技术存在自动换刀在车削中心并非是标准的,部分原因是刀塔缺少可以自动换刀的通用刀柄接口,由于大多数机床都是手动换刀,从而导致费时又费力且耗费很长的停机时间的问题。
[0004]
本发明所解决的技术问题采用以下技术方案来实现:一种psc自动换刀系统,包括将psc刀具自动锁紧并松开的模块化的刀具夹持装置,所述刀具释锁装置一端连接于psc刀具,其另一端连接于刀塔。
[0005]
进一步,所述刀具夹持装置包括轴向拉紧装置,所述轴向拉紧装置包括拉钉,所述拉钉通过螺纹锁紧在psc刀具的刀柄后部。
[0006]
进一步,所述径向释锁装置包括拉钉外圆周表面设置的钢珠环,所述钢珠环外侧的环形凹槽内设置分布于拉钉外圆周表面的锁定钢珠,所述锁定钢珠通过钢珠驱动装置锁紧并松开拉钉。
[0007]
进一步,所述钢珠驱动装置包括钢珠环外侧的环形凹槽和底盘内侧相应的环形母槽,所述环形凹槽上下两端部分别形成向下斜坡,所述底盘内侧上表面形成环形挡台,其下表面形成环形母槽,所述环形母槽上下两端部分别形成相应的向上斜坡,所述环形凹槽和环形母槽形成使锁定钢珠径向外移的环形空间,通过锁定钢珠的径向外移锁紧并松开拉钉。
[0008]
进一步,所述环形凹槽内的锁定钢珠在底盘轴向运动下通过环形挡台与环形母槽的过渡相应的径向外移或径向内移的状态改变进而锁紧并松开拉钉。
[0009]
进一步,所述拉钉外环设置接纳器,所述拉钉与接纳器之间夹持psc刀具,所述接纳器与底盘之间设置复位碟簧。
[0010]
进一步,所述底盘底端连接于刀盘承接机构的内孔,所述底盘与刀盘承接机构的内孔之间通过密封圈连接。
[0011]
进一步,所述底盘底端通过6~10bar的气压轴向推动,所述气压从机床导入刀盘承接机构。
[0012]
进一步,所述接纳器通过其刀具接口的自定心结构将psc刀具轴向径向全定位锁紧。
[0013]
进一步,所述psc刀具在锁定钢珠松开拉钉状态下通过机械手抓走刀柄.。
[0014]
本发明的有益效果为:
[0015]
本专利采用将psc刀具自动锁紧并松开的模块化的刀具夹持装置,所述刀具释锁装置一端连接于psc刀具,其另一端连接于刀塔,由于自动换刀系统简称atc,是加工中心的重要部件,由它实现零件工序之间连续加工的换刀要求,即在每一工序完成后自动将下一工序所用的新刀具更到主轴上,从而保证了加工中心工艺集中的工艺特点,刀具的交换一般通过机械手、刀库(内刀库,外刀库)及机床主轴的协调动作共同完成,通过模块化的刀具夹持装置,由于利用气动压力的特性和psc刀柄系统自定心原理达到模块化刀具与刀塔之间的快速定位,夹紧,是刀具夹持的创新技术,psc刀柄系统具有重复高精度定位的特性,充分体现在本发明系统中,在机械手行动之前后实现定位,锁紧,松开的动作,装载到数控机床的刀塔上,为刀塔上的刀具与刀库中的刀具更换实现准备,再与机械手的参与实现无人工操作的生产自动化,节省停机时间,提高生产效率。
附图说明
[0016]
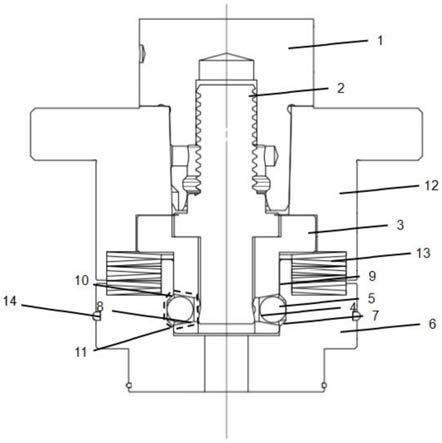
图1是本发明一种psc自动换刀系统的锁紧状态的结构示意图;
[0017]
图2是本发明一种psc自动换刀系统的松开状态的结构示意图;
具体实施方式
[0018]
以下结合附图对本发明做进一步描述:
[0019]
图中:
[0020]
1-psc刀具,2-拉钉,3-钢珠环,4-环形凹槽,5-锁定钢珠,6-底盘,7-环形母槽,8-向下斜坡,9-环形挡台,10-向上斜坡,11-环形空间,12-接纳器,13-复位碟簧,14-密封圈;
[0021]
实施例:
[0022]
如图1、2所示,一种psc自动换刀系统,包括将psc刀具1自动锁紧并松开的模块化的刀具夹持装置,所述刀具释锁装置一端连接于psc刀具1,其另一端连接于刀塔。
[0023]
由于采用将psc刀具自动锁紧并松开的模块化的刀具夹持装置,所述刀具释锁装置一端连接于psc刀具,其另一端连接于刀塔,由于自动换刀系统简称atc,是加工中心的重要部件,由它实现零件工序之间连续加工的换刀要求,即在每一工序完成后自动将下一工序所用的新刀具更到主轴上,从而保证了加工中心工艺集中的工艺特点,刀具的交换一般通过机械手、刀库(内刀库,外刀库)及机床主轴的协调动作共同完成,通过模块化的刀具夹持装置,由于利用气动压力的特性和psc刀柄系统自定心原理达到模块化刀具与刀塔之间
的快速定位,夹紧,是刀具夹持的创新技术,psc刀柄系统具有重复高精度定位的特性,充分体现在本发明系统中,在机械手行动之前后实现定位,锁紧,松开的动作,装载到数控机床的刀塔上,为刀塔上的刀具与刀库中的刀具更换实现准备,再与机械手的参与实现无人工操作的生产自动化,节省停机时间,提高生产效率。
[0024]
所述刀具夹持装置包括轴向拉紧装置,所述轴向拉紧装置包括拉钉2,所述拉钉2通过螺纹锁紧在psc刀具1的刀柄后部。
[0025]
所述径向释锁装置包括拉钉2外圆周表面设置的钢珠环3,所述钢珠环3外侧的环形凹槽4内设置分布于拉钉2外圆周表面的锁定钢珠5,所述锁定钢珠5通过钢珠驱动装置锁紧并松开拉钉2。
[0026]
所述钢珠驱动装置包括钢珠环3外侧的环形凹槽4和底盘6内侧相应的环形母槽7,所述环形凹槽4上下两端部分别形成向下斜坡8,所述底盘6内侧上表面形成环形挡台9,其下表面形成环形母槽7,所述环形母槽7上下两端部分别形成相应的向上斜坡10,所述环形凹槽4和环形母槽7形成使锁定钢珠5径向外移的环形空间11,通过锁定钢珠5的径向外移锁紧并松开拉钉2。
[0027]
所述环形凹槽4内的锁定钢珠5在底盘6轴向运动下通过环形挡台9与环形母槽7的过渡相应的径向外移或径向内移的状态改变进而锁紧并松开拉钉2。
[0028]
由于采用所述刀具夹持装置包括轴向拉紧装置,所述轴向拉紧装置包括拉钉,所述拉钉通过螺纹锁紧在psc刀具的刀柄后部,所述径向释锁装置包括拉钉外圆周表面设置的钢珠环,所述钢珠环外侧的环形凹槽内设置分布于拉钉外圆周表面的锁定钢珠,所述锁定钢珠通过钢珠驱动装置锁紧并松开拉钉,所述钢珠驱动装置包括钢珠环外侧的环形凹槽和底盘内侧相应的环形母槽,所述环形凹槽上下两端部分别形成向下斜坡,所述底盘内侧上表面形成环形挡台,其下表面形成环形母槽,所述环形母槽上下两端部分别形成相应的向上斜坡,所述环形凹槽和环形母槽形成使锁定钢珠径向外移的环形空间,通过锁定钢珠的径向外移锁紧并松开拉钉,所述环形凹槽内的锁定钢珠在底盘轴向运动下通过环形挡台与环形母槽的过渡相应的径向外移或径向内移的状态改变进而锁紧并松开拉钉,由于首先本机构会装配到机床刀塔的刀盘上,气压从机床内导入刀盘内,底盘部件与刀盘承接机构的内孔实现密闭空间,密闭空间依靠密封圈来实现,6~10bar的气压从底部进入,推动底盘向上运动,同时压缩碟簧,推动到一定距离时,钢珠会进入到底盘的a区内,拉钉失去钢珠的抱紧力处于自由向上的状态,这时本机构处于松开状态,机械手参与可以取走刀具部件和拉钉,(拉钉通过螺纹锁紧在刀具部件的刀柄后部),机械手插入刀库中新的刀具部件时,放掉气压,碟簧依靠自身回弹力涨开,推动底盘向下运动,挤压钢珠向拉钉靠近,退回到拉钉的斜面位置,实现轴向拉紧力和径向抱紧力,综上所述,5-10bar的气压从底部进入,推动蓝底盘向上运动压缩叠簧,钢珠进入底盘a区内,实现松开,机械手插入新的刀柄以后,卸掉气压,碟簧回弹压下底盘,钢珠上移抱紧拉丁实现锁紧,机械手抓走刀柄,通过锁紧钢珠的松动,解除了拉钉的锁定状态,从而解除了刀具的锁定,为实现无人工操作的生产自动化提供了前提条件。
[0029]
所述拉钉2外环设置接纳器12,所述拉钉2与接纳器12之间夹持psc刀具1,所述接纳器12与底盘6之间设置复位碟簧13。
[0030]
由于采用所述拉钉外环设置接纳器,所述拉钉与接纳器之间夹持psc刀具,所述接
纳器与底盘之间设置复位碟簧,由于机械手插入刀库中新的刀具部件时,放掉气压,碟簧依靠自身回弹力涨开,推动底盘向下运动,挤压钢珠向拉钉靠近,退回到拉钉的斜面位置,由于复位碟簧的复位作用,保证了底盘的自动恢复。
[0031]
所述底盘6底端连接于刀盘承接机构的内孔,所述底盘6与刀盘承接机构的内孔之间通过密封圈14连接。
[0032]
由于底盘与刀盘承接机构的内孔实现密闭空间,密闭空间依靠密封圈来实现,保证了机构的密封性。
[0033]
所述底盘6底端通过6~10bar的气压轴向推动,所述气压从机床导入刀盘承接机构。
[0034]
采用所述底盘底端通过6~10bar的气压轴向推动,所述气压从机床导入刀盘承接机构,由于装配到机床刀塔的刀盘上,气压从机床内导入刀盘,6~10bar的气压从底部进入,推动底盘向上运动压缩叠簧,钢珠进入底盘a区内,实现松开,机械手抓走刀柄。
[0035]
所述接纳器12通过其刀具接口的自定心结构将psc刀具1轴向径向全定位锁紧。
[0036]
由于采用所述接纳器通过其刀具接口的自定心结构将psc刀具轴向径向全定位锁紧,由于psc三棱锥的自定心原理,最终实现刀具部件的轴向径向全定位锁紧方式。
[0037]
所述psc刀具1在锁定钢珠5松开拉钉2状态下通过机械手抓走刀柄.。
[0038]
由于采用所述psc刀具在锁定钢珠松开拉钉状态下通过机械手抓走刀柄,由于主轴接口提供了自动换刀的可能性,同时刀具系统模块化的出现为自动换刀提供了前提条件,由此,自动换刀设备和标准刀柄接口的刀塔将在未来成为机床概念的一部分。
[0039]
工作原理:
[0040]
本专利通过将psc刀具自动锁紧并松开的模块化的刀具夹持装置,所述刀具释锁装置一端连接于psc刀具,其另一端连接于刀塔,由于自动换刀系统简称atc,是加工中心的重要部件,由它实现零件工序之间连续加工的换刀要求,即在每一工序完成后自动将下一工序所用的新刀具更到主轴上,从而保证了加工中心工艺集中的工艺特点,刀具的交换一般通过机械手、刀库(内刀库,外刀库)及机床主轴的协调动作共同完成,通过模块化的刀具夹持装置,由于利用气动压力的特性和psc刀柄系统自定心原理达到模块化刀具与刀塔之间的快速定位,夹紧,是刀具夹持的创新技术,psc刀柄系统具有重复高精度定位的特性,充分体现在本发明系统中,在机械手行动之前后实现定位,锁紧,松开的动作,装载到数控机床的刀塔上,为刀塔上的刀具与刀库中的刀具更换实现准备,本发明解决了现有技术存在自动换刀在车削中心并非是标准的,部分原因是刀塔缺少可以自动换刀的通用刀柄接口,由于大多数机床都是手动换刀,从而导致费时又费力且耗费很长的停机时间的问题,具有与机械手的参与实现无人工操作的生产自动化,节省停机时间,提高生产效率的有益技术效果。
[0041]
利用本发明的技术方案,或本领域的技术人员在本发明技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1