一种涨紧芯轴的制作方法
1.本发明用于机械零件的定位与夹紧,具体涉及一种内孔定位与夹紧的涨紧芯轴。
背景技术:
2.一些机械零件由于功能的需要往往在零件中心制作有圆孔,这些零件在加工某些部位时需要用中心圆孔无间隙定位或夹紧。现有中心轴定位时有的不易装卸,有的涨紧力大小不能准确调节,使用时总有局限。本发明较好的解决了中心圆孔无间隙定位、涨紧力大小在一定范围内可按需要调节的问题,具有广泛的使用价值。
技术实现要素:
3.本发明的目的在于针对现有定位芯轴的不足而提供的一种定位准确、夹紧可靠、涨紧力可调、制作简单的涨紧芯轴。
4.本发明的技术方案在于:包括滑块座、导向套、装于导向套内的推杆,用于带动推杆沿导向套轴向伸缩气缸,导向套一端与气缸缸筒连接,导向套另一端与滑块座连接;所述滑块座为圆柱环形,滑块座侧壁沿径向环布有两个以上滑块槽,两个以上滑块经伸缩杆活动装于滑块槽处;所述伸缩杆包括球头杆、套于球头杆上的弹性件,球头杆端部的球头杆球头伸入滑块座中部的内腔,弹性件一端与球头杆球头相抵,弹性件另一端与滑块座中部的内腔壁相抵;推杆端部有用于与球头杆球头配合的圆台轴,当推杆伸出至圆台轴的大头部与球头杆球头接触时各滑块沿滑块座径向扩张,当推杆缩回至圆台轴的小头部与球头杆球头接触时各滑块沿滑块座径向收缩。
5.所述滑块座中部的内腔壁处开有滑块座径向孔,滑块槽经滑块座径向孔与滑块座中部的内腔相连通。
6.所述球头杆沿滑块座径向设置,球头杆由与滑块配合装配的球头杆螺纹轴、球头杆圆柱轴、球头杆球头组成的台阶形结构,弹性件套于球头杆圆柱轴处,球头杆圆柱轴置于滑块座径向孔处。
7.所述滑块包括与滑块槽相适配的装配部、连于装配部侧面的圆弧部,各滑块的圆弧部围成一圆柱环。
8.当推杆缩回至圆台轴的小头部与球头接触时圆柱环位于滑块槽外。
9.所述推杆螺纹连接于气缸活塞杆端部的螺纹孔处,推杆装于导向套中部的导向套导向孔处。
10.所述滑块座侧壁沿径向均环布有三个以上滑块槽,滑块座端部开有两个以上轴向设置的滑块座螺纹孔,滑块槽与滑块座螺纹孔交错设置。
11.所述导向套的导向孔一端有盆状部,气缸活塞杆置于盆状部内腔中,盆状部开口侧壁环布有导向套螺纹孔,导向套的盆状部经装于导向套螺纹孔处的内六角螺钉与气缸缸筒连接;导向套的导向套导向孔另一端端面处有与滑块座中部的内腔配合装配的止口,止口侧边处有导向套过钉孔,用于连接导向套、滑块座的螺钉经导向套过钉孔装于滑块座螺
纹孔处。
12.所述弹性件为橡皮块。
13.所述弹性件为圆柱环,弹性件中部有内孔,弹性件一端为平面,弹性件另一端为与滑块座内腔壁相适配的弧面,弧面所在圆柱与滑块座内腔大小相同,内孔沿弧面所在圆柱的径向设置。
14.本发明既是一种定位装置,也是一种夹紧装置;若与提升机构配合使用还可用于零件的抓取,应用非常广泛。
附图说明
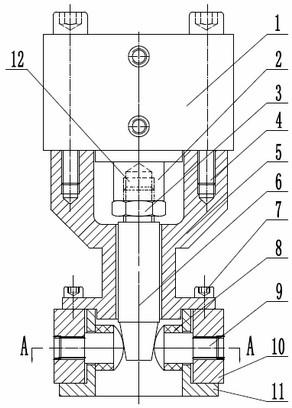
15.图1为本发明的结构示意图;图2为图1的a-a剖视图;图3为滑块座的结构示意图图;图4为图3的b-b旋转剖视图;图5为球头杆的结构示意图;图6为导向套的结构示意图;图7为推杆的结构示意图;图8为橡皮块的主视图;图9为橡皮块的侧视图;图10为图8的c-c剖视图;图11为滑块的结构示意图;图12为图11的d-d剖视图;图中,1、气缸,2、气缸活塞杆,3、螺母,4、内六角螺钉,5、导向套,6、推杆,7、螺钉,8、橡皮块,9、球头杆,10、滑块,11、滑块座,12、螺纹孔,13、滑块槽,14、滑块槽侧面,15、滑块座径向孔,16、滑块槽底面,17、滑块座螺纹孔,18、球头杆螺纹轴,19、球头杆圆柱轴,20、球头杆球头,21、导向套螺纹孔,22、导向套导向孔,23、导向套过钉孔,24、推杆螺纹轴,25、推杆圆柱轴,26、推杆圆台轴,27、内孔,28、滑块螺纹孔,29、滑块侧面,30、滑块底面。
具体实施方式
16.图1、2中,本发明包括气缸1、导向套5、推杆6、橡皮块8、球头杆9、滑块10、滑块座11。滑块10装在滑块座11的滑块槽13里,球头杆9套上橡皮块8后穿过滑块座径向孔15与滑块10连接;推杆6与气缸活塞杆2连接;推杆6穿过导向套导向孔23,与球头杆球头20相抵,再将导向套5两端分别与气缸1、滑块座11用内六角螺钉4和内六角螺钉7连接。
17.图3、4中,滑块座11制有四个均布的滑块槽13、四个均布的滑块座径向孔15、四个轴向滑块座螺纹孔17和一个轴向内圆孔,每个滑块槽13制有两个平行滑块槽侧面14和一个滑块槽底面16。滑块槽13用于安装滑块10,滑块10可在滑块槽13里沿滑块槽侧面14和滑块槽底面16滑动。
18.图5中,球头杆9制有球头杆球头20、球头杆圆柱轴19和球头杆螺纹轴18三部分。球头杆9的球头杆圆柱轴19用于套入橡皮块的内孔27,并与滑块座径向孔15配合,球头杆螺纹轴18用于与滑块10连接,球头杆球头20与推杆6的圆台轴锥面相抵。球头杆球头20为半球
头。
19.图6中,导向套5中心制有导向套导向孔22,两端分别制有四个与滑块座11连接的导向套过钉孔23和四个与气缸连接的导向套螺纹孔21。
20.图7中,推杆6制有推杆圆台轴26、推杆圆柱轴25、推杆螺纹轴24三部分,其推杆螺纹轴24与气缸活塞杆2的螺纹孔12连接,推杆圆柱轴25与导向套导向孔22滑动配合,推杆圆台轴26的锥面与球头杆9的球头面相抵。
21.图8、9、10中,橡皮块8与滑块座11内圆孔相抵的一侧制成外圆弧,其直径与滑块座内圆孔的直径相等;橡皮块8沿外圆弧径向制有一个内孔27。
22.图11、12中,四个滑块10是由一个整体芯轴四等分而成,芯轴直径比机械零件定位孔直径略小,每个滑块10径向制有一个螺纹孔28、两平行滑块侧面29、两平行滑块底面30。
23.装配时,滑块10装在滑块座11的滑块槽13里,球头杆螺纹轴18穿进橡皮块8的通孔27,再穿过滑块座径向孔15与滑块螺纹孔28连接,橡皮块8的外圆弧与滑块座内圆孔相抵并压缩紧橡皮块8;推杆螺纹轴24与气缸活塞杆的螺纹孔12连接,调整好推杆6的装配深度后再用螺母3锁紧;推杆圆台轴26穿过导向套导向孔22,其推杆圆柱轴25与导向套导向孔22滑动配合,推杆圆台轴26与球头杆球头20相抵;最后再将导向套5两端分别与气缸1、滑块座11用内六角螺钉4和螺钉7连接。
24.涨紧芯轴装配好后,将气缸活塞杆2缩回,气缸活塞杆2带动推杆6一起缩回,推杆圆台轴26的锥面不再与球头杆球头20相抵,橡皮块8弹性回弹而推动球头杆9,球头杆9再带动滑块10回缩,此时涨紧芯轴处于直径最小状态。工序开始时,把机械零件内孔装进涨紧芯轴的四个滑块10组成的外圆,将气缸1通气,气缸活塞杆2带动推杆6一起伸出,推杆圆台轴26锥面抵住球头杆球头20,推杆6轴向推力通过球头杆9转化为径向推力,橡皮块8被压缩,球头杆9推着滑块10沿着滑块槽13向外滑动,涨紧零件内孔,起到定位与夹紧作用。工序结束后,将气缸1反通气,气缸活塞杆2带动推杆6一起缩回,推杆圆台轴26锥面脱开球头杆球头20,橡皮块8弹性回弹而推动球头杆9,球头杆9再带动滑块10回缩,涨紧芯轴缩回至直径最小状态,取下零件,整个工序结束。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1