耐高温有色合金专用锻钢热轧辊的制作方法
1.本发明涉及热轧辊技术领域,更具体地说,本发明具体为耐高温有色合金专用锻钢热轧辊。
背景技术:
2.有色合金是以一种有色金属为基体,加入一种或几种其他元素而构成的合金,有色金属通常指除去铁(有时也除去锰和铬)和铁基合金以外的所有金属,有色金属可分为重金属(如铜、铅、锌)、轻金属(如铝、镁)、贵金属(如金、银、铂)及稀有金属(如钨、钼、锗、锂、镧、铀),有色合金的使用十分广泛,在有色合金的制造加工过程中,需要对有色合金进行各种锻钢热轧,加强合金件内部的范德瓦尔斯力,使其更加紧密结构硬度提高,结构钢性得到改善。
3.轧辊是轧钢厂轧钢机上的重要零件,是决定轧机效率和轧材质量的重要消耗部件。轧辊利用一对或一组轧辊滚动时产生的压力来轧碾轧件,使轧件产生塑性变形并获得理想的设计形状,因此,轧辊质量的好坏直接关系到轧制产品的表面质量和轧钢机的生产作业率。它主要承受轧制时的动静载荷,磨损和温度变化的影响。
4.按照工作状态的不同,轧辊通常分为冷轧辊和热轧辊,其中,热轧辊通常在开坯、厚板、型钢等加工中使用,在热轧过程中,轧辊承受了强大的轧制力、剧烈的磨损和热疲劳的影响,而且热轧辊在高温下工作,被轧材料的温度可能高达1000℃或1000℃以上,所以制造轧辊的材料必须具有足够的硬度以抗磨损,具有足够的强度以保持其尺寸形状,同时还必须具有足够的韧性以耐热冲击和防止热裂。
5.但传统耐高温有色合金专用锻钢热轧辊,其结构简单,在长时间使用中,表面磨损严重,轧辊变小,或爆裂开来,或者表面凹凸不平,从而无法正常使用,只能进行报废处理,这样既浪费了资源,又增加了废弃物处理的成本。
6.因此亟需提供一种易于修复并进行持续工作的耐高温有色合金专用锻钢热轧辊。
技术实现要素:
7.为了克服现有技术的上述缺陷,本发明的实施例提供耐高温有色合金专用锻钢热轧辊,通过在轧辊表面设置钨钢合金镶套,利用钨钢合金高硬度,耐磨无划痕、不变形的优点,在轧辊长时间使用中,表面不易产生磨损,其能承受高压的机械冲击,对轧辊结构起到优秀的保护性能,且其热膨胀系数较低在有色合金的热轧锻过程中,高温形变量较小,加工精度高;另外,本发明通过设置可快速拆换的镶套结构,在轧辊使用受损后或需更改轧辊直径大小的时候,可直接通过拆换钨钢合金镶套,从而实现轧辊的快速修复避免延误工期,提高生产效率,且通过更换不同规格镶套可快速实现轧锻设备的调校,提高该热轧辊结构实用性,以解决上述背景技术中提出的问题。
8.为实现上述目的,本发明提供如下技术方案:耐高温有色合金专用锻钢热轧辊,包括辊芯、辊套,所述辊套固定套接于辊芯的表面,所述辊芯表面的两端开设有花键,所述辊
套的表面固定套接有合金层,所述合金层的内外两侧侧分别开设有辊套防滑纹、镶套防滑纹,所述合金层的表面固定套接有钨钢合金镶套,所述辊芯的两端固定套接有端盖,所述钨钢合金镶套的两端开设有螺纹安装孔并设置有相适配的螺杆。
9.在一个优选地实施方式中,所述辊芯、花键、辊套为一体铣削成型结构,所述辊芯、辊套为球墨铸铁材质构件。
10.在一个优选地实施方式中,所述合金层的内侧和外侧分别与辊套的表面、钨钢合金镶套的内侧摩擦连接,所述合金层与辊套、钨钢合金镶套的内侧过盈配合。
11.在一个优选地实施方式中,所述合金层为镍基合金材质构件,所述镍基合金重量百分比为:铬25-40%、钨8-18%、硅0.4-1.0%、锰0.4-1.0%、碳0.40-0.60%、稀土0.05-0.25%或钙0.1%以下、铁6%以下、镍45-60%,其它为杂质。
12.在一个优选地实施方式中,所述端盖表面的中心开设有与辊芯相适配的通孔,所述端盖的表面开设有若干沿端盖周向分布的圆孔,所述端盖通过螺杆与钨钢合金镶套的两端固定连接。
13.在一个优选地实施方式中,所述钨钢合金镶套的表面为光面结构,所述钨钢合金镶套的表面做硬化处理。
14.本发明的技术效果和优点:1、本发明通过在轧辊表面设置钨钢合金镶套,利用钨钢合金高硬度,耐磨无划痕、不变形的优点,在轧辊长时间使用中,表面不易产生磨损,其能承受高压的机械冲击,对轧辊结构起到优秀的保护性能,且其热膨胀系数较低在有色合金的热轧锻过程中,高温形变量较小,加工精度高;2、本发明通过设置可快速拆换的镶套结构,在轧辊使用受损后或需更改轧辊直径大小的时候,可直接通过拆换钨钢合金镶套,从而实现轧辊的快速修复避免延误工期,提高生产效率,且通过更换不同规格镶套可快速实现轧锻设备的调校,提高该热轧辊结构实用性。
附图说明
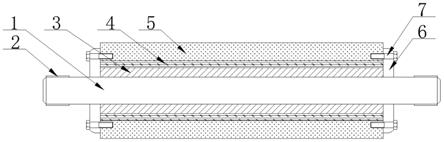
15.图1为本发明的整体结构示意图。
16.图2为本发明的侧视结构示意图。
17.图3为本发明的截面结构示意图。
18.图4为本发明的合金层结构示意图。
19.附图标记为:1、辊芯;2、花键;3、辊套;4、合金层;5、钨钢合金镶套;6、端盖;7、螺杆;41、辊套防滑纹;42、镶套防滑纹;51、螺纹安装孔。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.如附图1-4所示的耐高温有色合金专用锻钢热轧辊,包括辊芯1、辊套3,辊套3固定套接于辊芯1的表面,辊芯1表面的两端开设有花键2,辊套3的表面固定套接有合金层4,合
金层4的内外两侧侧分别开设有辊套防滑纹41、镶套防滑纹42,合金层4的表面固定套接有钨钢合金镶套5,辊芯1的两端固定套接有端盖6,钨钢合金镶套5的两端开设有螺纹安装孔51并设置有相适配的螺杆7。
22.实施方式具体为:通过在轧辊表面设置钨钢合金镶套5,利用钨钢合金高硬度,耐磨无划痕、不变形的优点,在轧辊长时间使用中,表面不易产生磨损,其能承受高压的机械冲击,对轧辊结构起到优秀的保护性能,且其热膨胀系数较低在有色合金的热轧锻过程中,高温形变量较小,加工精度高;另外,本发明通过设置可快速拆换的镶套结构,在轧辊使用受损后或需更改轧辊直径大小的时候,可直接通过拆换钨钢合金镶套5,从而实现轧辊的快速修复避免延误工期,提高生产效率,且通过更换不同规格镶套可快速实现轧锻设备的调校,提高该热轧辊结构实用性。
23.其中,辊芯1、花键2、辊套3为一体铣削成型结构,辊芯1、辊套3为球墨铸铁材质构件,提高辊芯1、辊套3的连接强度,并加强辊芯1、辊套3的结构强度。
24.其中,合金层4的内侧和外侧分别与辊套3的表面、钨钢合金镶套5的内侧摩擦连接,合金层4与辊套3、钨钢合金镶套5的内侧过盈配合,防止轧锻的过程中合金层4、辊套3与钨钢合金镶套5之间发生滚动。
25.其中,合金层4为镍基合金材质构件,镍基合金重量百分比为:铬25-40%、钨8-18%、硅0.4-1.0%、锰0.4-1.0%、碳0.40-0.60%、稀土0.05-0.25%或钙0.1%以下、铁6%以下、镍45-60%,其它为杂质,在长期超高温条件下内部碳化物只有聚集长大而不蜕变分解,从而实现优异的高温耐磨性能。
26.其中,端盖6表面的中心开设有与辊芯1相适配的通孔,端盖6的表面开设有若干沿端盖6周向分布的圆孔,端盖6通过螺杆7与钨钢合金镶套5的两端固定连接,防止钨钢合金镶套5的横向窜动。
27.其中,钨钢合金镶套5的表面为光面结构,钨钢合金镶套5的表面做硬化处理,提高钨钢合金镶套5的表面硬度,进一步加强其耐磨性能。
28.本发明工作原理:首先将整体的辊芯1、辊套3浸泡于液氮中进行冷却,利用热胀效应使其收缩后套装合金层4,并通过相同步骤套装钨钢合金镶套5,之后利用端盖6、螺杆7将钨钢合金镶套5固定于辊套3表面,防止钨钢合金镶套5的横向窜动,在轧辊长时间使用中,表面不易产生磨损,其能承受高压的机械冲击,对轧辊结构起到优秀的保护性能,且其热膨胀系数较低在有色合金的热轧锻过程中,高温形变量较小,加工精度高,在轧辊使用受损后或需更改轧辊直径大小的时候,可直接通过拆换钨钢合金镶套5,从而实现轧辊的快速修复避免延误工期,提高生产效率,且通过更换不同规格镶套可快速实现轧锻设备的调校。
29.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精
神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1