一种小型手动与电动钻孔、攻丝、铣床的制作方法
1.本发明涉及一种小型钻孔、攻螺丝孔、铣槽铣面的手动与电动相结合的台式机床,特别涉及机床的支架、挑梁、主轴总成、连接架、托板及压板。
背景技术:
2.在很多个人、店铺及小型作坊的机械加工中,经常要在铁、铝、铜等材料上钻眼、攻丝、铣面铣槽,有时钻眼、攻丝的批量不大,同时购买铣床、台式攻丝机太占工作场地,经济上也不合算,最便宜的台式攻丝机价格都在800多元以上,加上铣床合计就要2000多元了。市面上有一种400元左右的手持式气动攻丝机,配上空气压缩机和空气滤清器及气管接头、电钻后,也要花费1000多元,手持式钻眼、攻丝,垂直度都较差,致使拧紧的螺丝常常是歪的,影响紧固质量,同时劳动强度较大。目前有一种可以正反转的调速大功率的手电钻,功率在600w以上,达到了攻直径6mm以下螺丝孔所需要的扭力,但因为大功率手电钻比手持式气动攻丝机重很多,工作扭力也较大,导致手持钻眼、攻丝的劳动强度很大,尤其是攻丝时,垂直度和同心度很难控制,使攻出的螺丝孔大都是歪斜的,因手无法有效控制攻丝时出现高频率摆动,使丝锥频繁卡丝,卡丝导致扭力巨增,因手电钻没有攻丝机所具有的过载保护,巨增的扭力导致丝锥很易折断,攻8mm以上直径的螺丝孔有很大的扭力,容易出现因掌控不好摔坏电钻或伤人的事件,所以人们常用这种大功率手电钻钻眼,一般不会用于攻丝。目前市场上还没有一种即好钻眼、攻丝又好铣槽、铣面的电动台式机来满足上述的市场需求。
技术实现要素:
3.本发明目的在于提供一种便于在金属材料上面钻眼、攻螺丝、铣槽、铣面的手动与电动相结合的台式机,这种机床体积小、重量轻、成本低,适合个人、店铺及小型作坊的机械加工,也适合流动维修工作。
4.本发明的目的是这样实现的,该台式钻眼、攻丝、铣面机床包括台板、支架、挑梁,主轴总成、连接架、托板及操作杆。机床支架有2种不同结构,一种是l型支架结构,其结构特征是支架部分的台板被焊接在l型立柱的底梁上,支架的挑梁焊接在l型立柱的顶端,为加强立柱的牢固度,将螺丝杆立柱连接、紧固于l型立柱的底梁和挑梁之间,这种l型立柱支架结构简单、稳定性好。另外一种是用螺丝杆作为支架部分的立柱:几根螺杆的最低端固定在底梁上,挑梁固在螺丝杆的上端位置,这种结构的优点是可根据加工工件的高度尺寸升降挑梁的高度位置,具有较好的加工适用性。主轴总成由主轴、主轴定位套、轴承、轴承座、弹簧及钻夹头构成,2个轴承座将主轴总成固定在支架的挑梁的前端位置上,主轴最下端处连接一个钻夹头,用于夹钻花和丝锥,主轴最上端是一个六角头。操作杆的压板尾端被栅在立柱螺杆的上端,压板的前端和手柄杆连接,压板通过由一大小半圆孔组成的施压孔,压在主轴最上端的一个锥形推力轴承上,压板的铰链孔、大小半圆孔及手柄杆使压板形成一种杠杆结构,压板上的压力通过大小半圆孔压向推力轴承,轴承压在抱紧在主轴上的定位套上,
又被定位套传导到主轴,所以,钻眼、攻丝时,通过手柄杆用较小的下压力就可使钻花、丝锥产生较大的钻力,通过杠杆结构能够减轻劳动强度,实现轻松、快捷钻眼攻丝的效果。用手电钻的夹头夹紧在主轴最上端的六角头上,可以对加工件进行钻眼、攻丝。因为手电钻的功率不大,攻8mm以上的丝孔可改用手动攻丝,用六角套筒扳手套在主轴的六角头上,旋转套筒扳手,同时下踩系在手柄杆上的脚踏板,可以对金属件进行手动攻丝。根据加工件的形状,将主轴或铣刀调整到适当的高度后,用托板托住主轴上的一个轴套,再旋紧螺母压住压板,使主轴处在一个固定的加工高度上,便可以对工件进行铣槽、铣面,因为手电钻的功率有限,机床只方便对铜、铝、塑料进行铣槽。
5.本发明结构简单,轻便、造价低,钻眼、攻丝、铣面都有很好的垂直度,将手电钻成本低、效率高和手动攻丝力矩大的优点相结合,即提高了工作效率和加工质量,又降低了劳动强度,使用户可以用较低的成本达到高效、优质的工作效果,尤其适合携带出门维修作业、工作场地紧张的店面使用。
附图说明
6.图1 l型支撑架非动力部分侧视图。
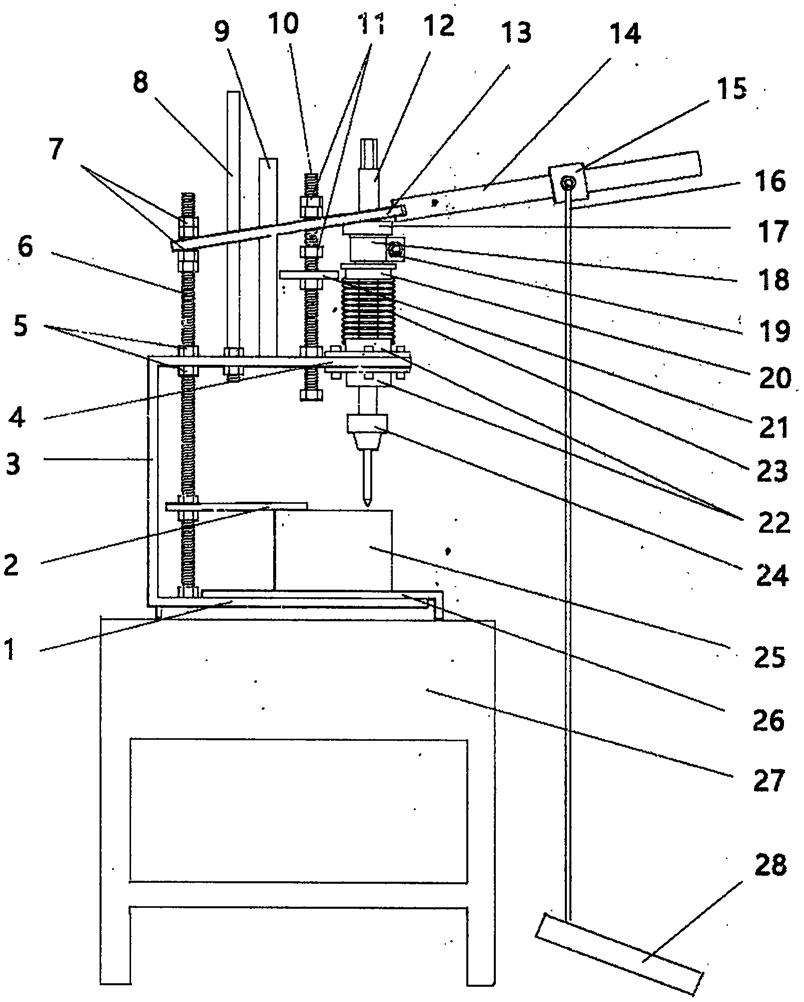
7.图2多螺杆支撑架结构铣床立体图。
8.图3葫芦型开口定位套。
9.图4环型开口定位套。
10.图5主轴总成零件及装配图。
11.图6压板结构及施压原理示意图。
12.图7安装有轴套的连接架立体图。
13.图8托板立体图。
14.图9装有开口锁紧套的连接架。
15.图10调控机床的转速示意图。
16.图11机床以手电钻为动力的工作原理示意图。
17.图12机床铣槽铣面功能运用的示意图。
18.图13双层挑梁结构的铣床侧视图。
19.图14双层挑梁结构的铣床立体图。
20.图15 l型支架立体图。
具体实施方式
21.本发明的目的是这样实现的,该台式手动与电动攻丝、钻眼、铣面机床,包括台板、支架、主轴总成、压板和托板。机床支架有2种不同结构,图15是机床的l 型支架,将一块钢板折弯成l型钢板,形成底梁面1和立柱面3。图1台板25焊接在l 型支架的底梁1上,挑梁4焊接在l型立柱3的顶端,为加强立柱的牢固度,将螺杆立柱6连接于底梁1和挑梁13之间,这种l型立柱支架结构简单、稳定性好。另外一种是全部用螺丝杆作为支架部分的立柱:图2前端一根小点的螺杆立柱2,后端二根粗螺杆立柱3,螺杆的底端固定在底梁1上,挑梁4固定在三根螺丝杆的上端位置处,这种结构的优点是可根据加工工件的高度尺寸升降挑梁的高度位置,具有较好的加工适用性。图3铝合金材料的定位套18套在主轴12上,螺丝3穿过孔1,拧进
螺丝孔2里,拧紧螺丝3可以使定位套抱紧主轴12,这种定位套容易加工,成本低,缺点是耐磨性不足。图4碳钢圆型定位套18套在主轴12上,螺丝的螺杆3穿过圆孔1,拧进螺丝孔2 里,拧紧螺丝3可以使定位套抱紧主轴12,为了减少拧螺丝所需的力气,在钢圈上开了一个槽4,碳钢定位套加工成本比铝台金的高,优点是耐磨,可以用于档次高一点的机床中。图5位于右边的是主轴,主轴是一根直径相等、表面光滑的圆钢,圆钢的上头是一段与外六角扳手结构相同的六面钢体,其作用是便于六角套筒扳手套在上面,圆钢的下头是一小段螺丝杆,螺丝杆用于连接一个钻夹头,螺丝杆的直径比主轴圆钢的直径小一点,二者的交接处形成了一个台阶,台阶的作用是顶紧旋进螺丝杆上的钻夹头,使钻夹头在工作中难以松动,中间的图是主轴总成,它由它的左右边的零配件组装而成,主轴总成在机床中的安装次序是:轴承套件22分别由二个轴承和二个轴承座组成,轴承塞进轴承座里,再将它们套在主轴12上,图1用螺丝将轴承套件22固定在挑梁4的上方与下方,回到图5弹簧21套在轴承座22上,轴承套件20由圆锥推力轴承和轴承套组成,将轴承套件20套在主轴12上且落在弹簧21上,定位套18套在主轴12上,将定位套调整到合适的位置时拧紧螺丝19,使定位套18锁定在主轴12上。再将圆锥推力轴承17套在主轴上,且落在定位套18上,最后将主轴12最下端的螺丝头旋进钻夹头23 的螺丝孔,主轴总成安装完毕。图1、图6压板13尾端的腰圆孔30穿过螺丝杆6的上端,且被几颗螺母7定位在中间,腰圆孔30的作用是以螺丝杆为圆心支点,压板在此支点作一定角度的上下摆动,即:此支点成为压板的铰链点。压板上面的长孔32穿过焊在挑梁4上的扁钢9,使压板13作上下运行时不会左右摆动,手柄杆14当头的内壁螺母36和焊接在压力板当头的螺杆拧紧在一起,孔33由一个大腰圆孔的一半和一个小腰圆孔的一半拼接构成,拼接处的二条台阶线34压在轴承20的直径线上,而且仅压在轴承20的外钢圈上,不会碰到轴承内钢圈(因为内钢圈钻眼时会旋转)。这样,压板以孔30为支点、以孔33的二条台阶线34为向下施压的压力点、以手柄14作施力点,使压板形成杠杆,杠杆能有效减轻钻眼、攻丝的劳动强度。图11机床在图1的基础上加装了手电钻,手电钻的钻夹头夹住主轴12最上端的六角头(图1),主轴采用六角头一方面是避免手电钻夹圆头容易打滑,手电钻的功率有限,在铁上面攻8mm以上的丝孔需要改用手动攻丝,可以用六角套筒扳手套住六角头进行手动攻丝。为增加手电钻工作的稳定性,螺丝32穿过连接架29上的腰圆孔,拧进手电钻31侧面的手柄孔里,连接架的另一端装有一直线轴承30,将直线轴承套在安装在挑梁上面的滑杆8上,通常手电钻的手柄孔是铝质,又因手电钻要经常反复安装、取出,故螺丝32每次不宜拧太紧,为了使手电钻始终不会与连接架相互扭动,用二颗调节螺丝33来调节手电钻的垂直度,同时这二颗螺丝也使手电钻在工作中不会扭动,机床工作时,套在滑杆上面的直线轴承 30随手电钻一起上下移动,时刻维护着手电钻的稳定性。图2、图7因为直线轴承的精度较高,要求支撑柱和主轴完全平行,稍有误差就会运行不畅,为了降低生产成本,提高产品合格率,可以用耐磨轴套替代直线轴承,将连接架29的一端安装一个带圆孔的金属座30,用螺丝38锁紧圆孔里面的耐磨套37,耐磨套和滑杆8之间留出一定间隙,这一间隙允许使机床主轴12与滑杆8之间平行度有稍大的偏差,能够保证在这种稍大的偏差的情况下机床也能正常工作,缺点是因滑杆与耐磨套之间的间隙较大,滑杆控制手电钻工作的稳定性比直线轴承低,这就要求手电钻的钻夹头必须非常牢固地夹紧主轴上端的六角头。图9有的手电钻外壳没有手柄螺丝孔,手柄是通过一个圆套锁住手电钻头部的圆形外壳。图中连接架1的一端用几颗螺丝安装了一个开口锁紧套2,用于安装圆形头外壳手电钻,图中手电钻6的圆形头被
套进开口锁紧套2的圆孔里,拧紧螺丝9 可以锁紧手电钻,这种安装方法比较牢固。
22.图10以手电钻为动力对物件进行攻丝是机床的三个功能之一,手电钻上有一个调速开关34,开关越向手柄里面按得多,手电钻的转速就越快,攻丝所需要的速度远比钻孔所需要的速度低,而且对不同材质、不同大小的孔进行攻丝,所需转速也不同,连接架29上的螺丝35专用于调节手电钻的转速,向上旋转螺丝35,调速开关34被渐渐顶向手柄里面,转速渐渐加快,当转速调节到适合攻丝时,用螺母36将螺丝35锁定,使手电钻的转速停留在这一适合攻丝的速度上,攻丝攻到合适的深度后,断开电源,拨动反转开关,再接通电源让丝锥反转,同时轻轻上提手柄,退出丝锥完成攻丝。因为手电钻的功率不大,机床攻8mm以上的螺丝孔宜采用手动攻丝,机床手动攻丝的操作过程:图1用六角手柄套筒扳手套在主轴12最上端的六角头上,下采脚踏板28,踏板的压力通过压板13压在锥形推力轴承17上,因为推力轴承压在定位套18上面,故通过定位套将压力传导到主轴12上,最终传导到丝锥上,同时用手旋转套筒扳手,即可完成对铁件攻丝图11机床钻孔是以手电钻为动力,操作简单:打开手电钻电源开关,下压手柄杆14,受压下行的主轴12带动钻夹头上的钻花下移,对物件25钻孔,孔钻到位后,手松开手柄14,弹簧23的弹力将主轴推回到起始的高度位置,如果钻孔深度有尺寸要求,则可调整微调螺丝杆10上的螺母11的位置,压板下压移动碰到下面的螺母11便停止下行,主轴上面的钻头便停止下钻。图12机床对物件铣槽、铣面时,要在机床台板上安装一个有十字行程的拖板,将被加工的物件固定在拖板上,旋转的铣刀不动,依靠十字行程拖板带动材料移动,完成铣槽铣面。根据材料被加工部位的高度,可以通过调节铣刀在钻夹头上的进深长度初步实现调节铣刀的加工高度,而后旋转微调螺母11 对主轴的高度位置进行微调,向下旋转微调螺母11,压板13则将主轴12往下压,向上旋转微调螺母,弹簧33将主轴推向上,如果需要调节的距离较大,这二种调节方法都无法满足时,可拧松定位套18上的螺丝19,将主轴12基本调节到适合铣槽铣面的高度后,拧紧螺丝19,定位套重新锁紧主轴,再用微调螺母11对铣刀的位置进行微调,高度调整好后再调节铣刀的加工转速,请看图10,用连接架上的调速螺丝35将电钻转速调到适合铣槽铣面的速度,再用螺母36固紧螺丝杆35,使转速恒定,这和攻丝时调节丝锥的转速是一样的方法。请看图8、图12,将托板21的半圆口推至能托住轴套20的位置,拧紧托板上、下的二颗螺母2将托板定位,再拧紧螺丝11让压板压住主轴,这样使主轴、铣刀的高度得到精准控制。只要启动手电钻,摇动十字行程拖板上面的手柄 30,就可对被加工件铣槽铣面。图13、图14是有上下二层挑梁的机床,这种双挑梁机床的加工精度比单挑梁结构的要高一点点,不足之处是增加了产品成本。上面的挑梁2、下面的挑梁5都被螺母固定在螺杆立柱上,轴承套1和轴承套6分别将轴承固定在挑梁 2和挑梁5上面,弹簧4落在挑梁5上,支撑着推力轴承3,滑杆7安装在挑梁2上面,图15用折弯机将钢板折弯出l型支撑架,立柱面1,底梁2。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1