一种不锈钢门板自动生产设备及其生产工艺的制作方法
[0001]
本发明属于不锈钢门板生产技术领域,尤其涉及一种不锈钢门板自动生产设备及其生产工艺。
背景技术:
[0002]
目前不锈钢门板在生产过程中,需要将不锈钢门板顶面和底面的门轴安装板上安装门轴,通过门轴将门板进行安装,从而实现不锈钢门板的打开和关闭。
[0003]
目前的不锈钢门板在生产过程中例如公开号为cn106514173a公告日为(20170322)的中国实用新型专利公开的一种汽车门板卡扣全自动组装机,包括机台,所述机台的一侧设置有卡扣上料机构,所述机台的上面横向设置有载台移动机构,所述载台移动机构的上面设置有产品组装载台,所述载台移动机构的末端上方设置有卡扣上料组装机构;所述载台移动机构设置有至少二个,所述产品组装载台设置有至少二个;每一个所述产品组装载台设置有至少十个产品压紧机构;所述卡扣机械手设置有至少一个。本发明对汽车门板采用轮换上料、轮换卡扣组装和成品轮换下料的操作方式,大大节省了组装时间,提高了组装效率,降低了生产成本,其全程自动化操作,无须人手参与组装,解决了目前采用人手组装汽车门板卡扣的操作模式和成本高等问题,其组装效果好。
[0004]
目前的不锈钢门板在生产过程中存在以下几点问题:(一)现有的设备在都是通过人工将门板安装在指定组装位置,通过人工手动将门板夹紧固定,通过手动进行摆放不仅无法保证每次摆放的位置一致,容易产生摆放误差导致门板倾斜或门板摆放位置不够精准,从而影响门轴组装精度,导致门轴无法精准的安装至门板;(二)有些设备无需通过手动摆放需要通过多个传动机构和旋转机构进行配合才能将门板摆放至准确位置,这样门板需要经过多个步骤,在转移过程中容易产生误差,从而导致门板无法精确摆放,并且现有的机构的夹爪没有门板完全匹配,仅仅只是简单的将门板抓取,抓取过程中容易使门板倾斜或无法有效的将门板抓取,进而无法进行转移或无法精确的保证门板最后摆放位置的精度;(三)目前门轴与门板安装过程中,都是逐个将门轴一个个转移组装至门板上,这样需要进行两次转移组装,大大降低了门轴组装效率,并且在门轴组装过程中也容易出现门轴组装定位不精确的问题,容易使门轴无法安装至门轴安装板上从而导致安装失败;(四)现在的门板固定组件与门板没有良好的匹配,长时间使用无法将门板稳定的固定住,在安装过程中容易使门板发生移动,从而导致门轴无法安装至门板上;(五)在安装完成后,现有的装置都是将门板一块块进行输送下料,这样还需要后续对一块块门板进行规整,这样大大影响后续的加工效率,影响整体加工节奏。
技术实现要素:
[0005]
本发明的目的是为了解决上述现有不锈钢门板生产效率低的问题,提供一种不锈钢门板自动生产设备,该设备通过门板进料装置自动将门板输送进料,提升输送效率和输送稳定性;通过门轴门板组装装置实现门轴与门板的自动组装,提升组装效率;通过门板转
移装置将组装后的门板转移至下料输送装置上,通过下料输送装置堆叠有序的输送下料;提升不锈钢门板生产整体的流畅性和整体生产效率。
[0006]
为本发明之目的,采用以下技术方案:一种不锈钢门板自动生产设备,该设备包括机架及其上的门板进料装置、门轴门板组装装置、门板转移装置和下料输送装置;门板进料装置位于门轴门板组装装置的前侧,门板进料装置用于将门板转移至门轴门板组装装置上,门轴门板组装装置用于将门轴输送进料,并将门轴组装至门板上;门板转移装置位于门轴门板组装装置的出料端侧,门板转移装置用于将组装完成的门板门轴组合件转移至下料输送装置上,下料输送装置位于门板转移装置的出料端侧,下料输送装置用于将门板门轴组合件输送下料。
[0007]
作为优选,门板进料装置包括门板进料机械手、进料抓取支架、第一门板抓取板和第二门板抓取板;门板进料机械手设置在机架上,进料抓取支架连接在门板进料机械手顶端;第一门板抓取板和第二门板抓取板分别设置在进料抓取支架底部的前后两侧;第一门板抓取板和第二门板抓取板平行对称设置,且第一门板抓取板和第二门板抓取板之间通过两块加强连接板固定连接;第一门板抓取板截面呈工字型;第一门板抓取板顶部的两端和中端均设置有第一进料吸嘴;第一门板抓取板底部的两端和中端均设置有第二进料吸嘴;第一门板抓取板的底部且位于中间第二进料吸嘴的两侧均设置有l型支撑架;每个l型托架的横板上设置有支撑垫。
[0008]
作为优选,门轴门板组装装置包括门轴进料组件、转移组装组件和门板固定组件;门轴进料组件用于将第一门轴和第二门轴输送进料;转移组装组件位于门轴进料组件的上方,转移组装组件用于将第一门轴和第二门轴转移并组装至门板固定组件的门板上,门板固定组件用于将门板进行固定;门轴进料组件包括门轴进料支架、第一门轴直线进料器、第二门轴直线进料器、进料衔接架、移动衔接板和驱动气缸;门轴进料支架设置在机架上,第一门轴直线进料器和第二门轴直线进料器前后方向设置在门轴进料支架上,且第一门轴直线进料器和第二门轴直线进料器左右平行设置;进料衔接架设置在机架上且位于第一门轴直线进料器和第二门轴直线进料器的出料端侧;移动衔接板通过移动衔接滑轨水平设置在进料衔接架上,移动衔接板左右两侧均设置有第一衔接块和第二衔接块;第一衔接块和第二衔接块上均设置有两个u型门轴配合口;u型门轴配合口与第一门轴直线进料器上的门轴输送道相配合;驱动气缸水平设置在进料衔接架上,驱动气缸的驱动部与移动衔接板连接。
[0009]
作为优选,转移组装组件包括转移组装支架、前后移动电缸、水平移动电缸、第一升降气缸和第二升降气缸;转移组装支架前后方向设置在机架上,前后移动电缸设置在转移组装支架的顶部,水平移动电缸设置在前后移动电缸的移动部上,第一升降气缸和第二升降气缸通过气缸连接板设置在水平移动电缸的移动部,且第一升降气缸和第二升降气缸前后对齐设置,第一升降气缸和第二升降气缸的移动部上均设置有门轴夹取气缸;每个门轴夹取气缸上均设置有第一l型夹板和第二l型夹板,第一l型夹板和第二l型夹板结构相同且对称设置,第一l型夹板的底部设置有v型夹取配合口。
[0010]
作为优选,门板固定组件包括门板固定支架、门板升降气缸和门板固定升降架;门板固定支架纵向设置在机架上;门板升降气缸纵向设置在门板固定支架的中间;门板升降气缸的移动部与门板固定升降架的后部连接,门板固定升降架通过两条纵向滑轨设置在门板固定支架上,门板固定升降架呈矩形状;门板固定升降架的四个角处均设置有旋转固定
气缸;每个旋转固定气缸的移动部连接有旋转固定杆;旋转固定杆呈折线形;门板固定升降架顶部和底部的中左侧和中右侧均设置有门板定位块;门板固定升降架上部的左侧、中间和右侧均设置第一门板限位配合块;门板固定升降架下部的左侧、中间和右侧均设置第二门板限位配合块。
[0011]
作为优选,位于左侧和右侧的第一门板限位配合块位于上侧的旋转固定气缸下方;且第一门板限位配合块低于顶部的门板定位块;位于左侧和右侧的第二门板限位配合块位于下侧的旋转固定气缸上方;且第二门板限位配合块高于底部的门板定位块;位于门板固定升降架左端的上下两侧均设置有侧方定位块。
[0012]
作为优选,位于门板固定支架的上部左右两个设置有第一升降限位杆;门板固定升降架后部上方左右两侧设置有第一升降限位块;第一升降限位块与第一升降限位杆相配合;位于门板固定支架的下部左右两个设置有第二升降限位杆; 门板固定升降架后部下方左右两侧还设置有第二升降限位块;第二升降限位块与第二升降限位杆相配合。
[0013]
作为优选,门板转移装置结构与门板进料装置相同,门板转移装置上的第一门板抓取板和第二门板抓取板设置在进料抓取支架的左右两侧,且第一门板抓取板和第二门板抓取板倾斜设置。
[0014]
作为优选,下料输送装置包括下料支架、下料限位电机和下料传送带组件;下料支架的进料端的左侧和前侧均设置有门板限位架;下料支架的后侧设置有门板规整定位气缸;门板规整定位气缸的前部设置有门板规整定位板;下料限位电机通过电机支架设置在下料支架的后侧,下料限位电机的转轴连接有限位转轴;限位转轴通过转轴支架前后方向设置在下料支架上方;限位转轴上设置有两块限位通行门板;下料传送带组件设置在下料支架上,通过限位通行门板旋转打开使下料传送带组件将一组堆叠的门板输送下料;位于下料支架出料端部的后侧和右侧均设置有出料挡板。
[0015]
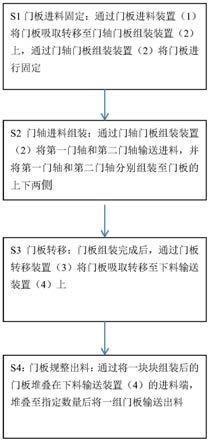
一种不锈钢门板自动生产方法,依次通过以下步骤:s1门板进料固定:通过门板进料装置将门板吸取转移至门轴门板组装装置上,通过门轴门板组装装置将门板进行固定;s2门轴进料组装:通过门轴门板组装装置将第一门轴和第二门轴输送进料,并将第一门轴和第二门轴分别组装至门板的上下两侧;s3门板转移:门板组装完成后,通过门板转移装置将门板吸取转移至下料输送装置上;s4:门板规整出料:通过将一块块组装后的门板堆叠在下料输送装置的进料端,堆叠至指定数量后将一组门板输送出料。
[0016]
采用上述技术方案的一种电话听筒线自动打卷设备,该设备通过门板进料装置实现了自动将门板输送进料,并且通过第一门板抓取板与门板相匹配,提升门板在进料过程中的稳定性;通过两块抓取板便于更好的进行使用,无论转到哪一面都可以进行抓取。通过第一门板抓取板呈工字型便于更好的实现对称性,便于更好的与矩形的门板相匹配。通过第一进料吸嘴便于更好的将门板顶部的左、中、右进行吸取,提升对门板吸取的牢固性和稳定性。通过第二进料吸嘴便于更好的将门板低部的左、中、右进行吸取,提升对门板吸取的牢固性和稳定性。通过l型支撑架便于更好的对门板底部进行更好的支撑,提升在转移过程中的稳定性,防止门板脱离第一门板抓取板。通过支撑垫对门板进行更好的保护,防止在吸取过程中造成门板损坏。
[0017]
通过门轴进料组件上的第一门轴直线进料器和第二门轴直线进料器实现将两个门轴同时输送进料,提升门轴输送效率,便于将门轴同时进行转移抓取安装至门板上。通过u型门轴配合口与第一门轴直线进料器上的门轴输送道相配合,第一门轴直线进料器上的门轴输送至u型门轴配合口通过第一l型夹板和第二l型夹板便于更好的与门轴的第二圆柱体相配合,从而更好的将门轴进行抓取,提升抓取的便捷性和稳定性。通过v型夹取配合口便于更好的架门轴夹住,提升与门轴的配合度以及提升夹紧牢固度。
[0018]
通过门板固定组件上的门板固定升降架呈矩形状便于更好的与矩形的门板相配合,提升固定配合度。通过四个旋转固定气缸便于将驱动四根旋转固定杆将矩形的门板的四个角部进行固定,从而使门板更好的固定在门板固定升降架上。通过折线形提升四个角部的固定面积,从而更好的将门板进行固定。通过三块第一门板限位配合块和三块第二门板限位配合块与矩形凸面的后侧相配合,使三块第一门板限位配合块和三块第二门板限位配合块插入至矩形凸面后侧的上下两侧,便于更好的将门板进行限位的同时也更好的将门板进行固定,使门板摆放端正,不会出现倾斜或摆放位置不准确的情况,进而更好的将门轴精准的安装至门板的顶部和底部。通过侧方定位块便于更好的将门板的侧壁进行限位,从而进一步防止门板左右摆放倾斜。
[0019]
通过下料输送装置便于将组装完后的门板直接在下料传送带组件进料端处进行限位,能够使组装完后的门板摆放整齐,并且能够实现将多块组装完后的门板整齐堆叠,堆叠至指定数量后进行输送,提升下料输送效率的同时也便于后续转移和加工。
[0020]
综上所述,本专利的优点是提升门板输送和转移效率,提升门轴与门板组装效率和组装质量,提升下料的有序性,提升整体加工的流畅性。
附图说明
[0021]
图1为本发明一种不锈钢门板自动生产方法的流程图。
[0022]
图2为本发明门轴的结构示意图。
[0023]
图3为本发明门板的结构示意图。
[0024]
图4为本发明门板门轴组合件的局部放大示意图。
[0025]
图5为本发明一种不锈钢门板自动生产设备的结构示意图。
[0026]
图6为本发明门板进料装置的结构示意图。
[0027]
图7为本发明门轴进料组件的结构示意图。
[0028]
图8为本发明转移组装组件的结构示意图。
[0029]
图9为本发明门板固定组件的结构示意图。
[0030]
图10为本发明门板转移装置的结构示意图。
[0031]
图11为本发明下料输送装置的结构示意图。
具体实施方式
[0032]
下面结合附图对本发明的具体实施方式做一个详细的说明。
[0033]
如图1-11所示,一种不锈钢门板自动生产设备,该设备包括机架及其上的门板进料装置1、门轴门板组装装置2、门板转移装置3和下料输送装置4;门板进料装置1位于门轴门板组装装置2的前侧,门板进料装置1用于将门板转移至门轴门板组装装置2上,门轴门板
组装装置2用于将门轴输送进料,并将门轴组装至门板上;门板转移装置3位于门轴门板组装装置2的出料端侧,门板转移装置3用于将组装完成的门板门轴组合件转移至下料输送装置4上,下料输送装置4位于门板转移装置3的出料端侧,下料输送装置4用于将门板门轴组合件输送下料。
[0034]
如图2至图4所示,图中为本发明所要生产加工的门轴6和门板5;门轴6包括上部的第一圆柱体61、中部的第二圆柱体62和下部的第三圆柱体63;第一圆柱体61的直径小于第二圆柱体62和第三圆柱体63;第二圆柱体62直径大于第三圆柱体63;门板5呈矩形状,门板5的正面外侧部设置有矩形凸面52,从而使门板5的背面形成矩形凹面;位于门板5左端的顶面和底面上设置均设置有门轴安装板51;门轴安装板51上设置有门轴安装孔,门轴6的第三圆柱体63插入至门轴安装孔内。通过门板进料装置1将门板输送进料并固定在门轴门板组装装置2上,通过轴门板组装装置2将第一门轴和第二门轴输送进料并转移组装至门轴安装孔内,通过门板转移装置3将组装完成的门板5转移至下料输送装置4上进行规整下料。
[0035]
如图5和图6所示,门板进料装置1包括门板进料机械手11、进料抓取支架12、第一门板抓取板13和第二门板抓取板14;门板进料机械手11设置在机架上,门板进料机械手11能够实现全方位的旋转,便于进行门板5的吸取,从而带动门板5进行全方位移动。进料抓取支架12连接在门板进料机械手11顶端;第一门板抓取板13和第二门板抓取板14分别设置在进料抓取支架12底部的前后两侧;第一门板抓取板13和第二门板抓取板14平行对称设置,通过两块抓取板便于更好的进行使用,无论转到哪一面都可以进行抓取。第一门板抓取板13和第二门板抓取板14之间通过两块加强连接板15固定连接,通过两块加强连接板15便于使第一门板抓取板13和第二门板抓取板14更加稳固,防止在吸取转移中使第一门板抓取板13和第二门板抓取板14松动。第一门板抓取板13截面呈工字型;呈工字型便于更好的实现对称性,便于更好的与矩形的门板5相匹配。第一门板抓取板13顶部的两端和中端均设置有第一进料吸嘴131,通过第一进料吸嘴131便于更好的将门板5顶部的左、中、右进行吸取,提升对门板5吸取的牢固性和稳定性。第一门板抓取板13底部的两端和中端均设置有第二进料吸嘴132;通过第二进料吸嘴132便于更好的将门板5低部的左、中、右进行吸取,提升对门板5吸取的牢固性和稳定性。第一门板抓取板13的底部且位于中间第二进料吸嘴132的两侧均设置有l型支撑架133,l型支撑架133便于更好的对门板5底部进行更好的支撑,提升在转移过程中的稳定性,防止门板5脱离第一门板抓取板13。每个l型托架133的横板上设置有支撑垫134,通过支撑垫134对门板进行更好的保护,防止在吸取过程中造成门板5损坏。
[0036]
工作时,通过门板进料机械手11带动进料抓取支架12的第一门板抓取板13从门板放置处将门板5吸取,通过第一进料吸嘴131和第二进料吸嘴132分别将门板5正面的顶部和底部吸住,并且通过l型支撑架133对门板的底部进行支撑,通过门板进料机械手11全方位定位将门板5转移至门轴门板组装装置2上。
[0037]
该门板进料装置1解决了现有的设备在都是通过人工将门板安装在指定组装位置的问题以及通过自动进料转移的机构的夹爪没有门板完全匹配的问题。
[0038]
通过门板进料装置1实现了自动将门板输送进料,并且通过第一门板抓取板13与门板5相匹配,提升门板5在进料过程中的稳定性;通过两块抓取板便于更好的进行使用,无论转到哪一面都可以进行抓取。通过第一门板抓取板13呈工字型便于更好的实现对称性,便于更好的与矩形的门板5相匹配。通过第一进料吸嘴131便于更好的将门板5顶部的左、
中、右进行吸取,提升对门板5吸取的牢固性和稳定性。通过第二进料吸嘴132便于更好的将门板5低部的左、中、右进行吸取,提升对门板5吸取的牢固性和稳定性。通过l型支撑架133便于更好的对门板5底部进行更好的支撑,提升在转移过程中的稳定性,防止门板5脱离第一门板抓取板13。通过支撑垫134对门板进行更好的保护,防止在吸取过程中造成门板5损坏。
[0039]
如图7~9所示,门轴门板组装装置2包括门轴进料组件21、转移组装组件22和门板固定组件23;门轴进料组件21用于将第一门轴和第二门轴输送进料;转移组装组件22位于门轴进料组件21的上方,转移组装组件22用于将第一门轴和第二门轴转移并组装至门板固定组件23的门板上,门板固定组件23用于将门板进行固定。
[0040]
如图7所示,门轴进料组件21包括门轴进料支架211、第一门轴直线进料器212、第二门轴直线进料器213、进料衔接架214、移动衔接板215和驱动气缸216;门轴进料支架211设置在机架上,第一门轴直线进料器212和第二门轴直线进料器213前后方向设置在门轴进料支架211上,且第一门轴直线进料器212和第二门轴直线进料器213左右平行设置,通过第一门轴直线进料器212和第二门轴直线进料器213实现将两个门轴6同时输送进料,提升门轴6输送效率,便于将门轴6同时进行转移抓取安装至门板5上。进料衔接架214设置在机架上且位于第一门轴直线进料器212和第二门轴直线进料器213的出料端侧;移动衔接板215通过移动衔接滑轨2151水平设置在进料衔接架214上,移动衔接板215在移动衔接滑轨2151实现水平移动定位。移动衔接板215左右两侧均设置有第一衔接块2152和第二衔接块2153;第一衔接块2152和第二衔接块2153上均设置有两个u型门轴配合口2154;u型门轴配合口2154与第一门轴直线进料器212上的门轴输送道相配合,第一门轴直线进料器212上的门轴6输送至u型门轴配合口2154内,便于将多个输送的门轴6进行逐一分开,从而便于更好的进行抓取转移。驱动气缸216水平设置在进料衔接架214上,驱动气缸216的驱动部与移动衔接板215连接,通过驱动气缸216带动u型门轴配合口2154内门轴6移动从而使门轴6与第一门轴直线进料器212内的多个门轴进行分离,便于转移组装组件22进行逐一抓取,从而更好的进行定位和转移。
[0041]
该门轴进料组件21解决了目前门轴与门板安装过程中,都是逐个将门轴6一个个转移组装至门板5上,这样需要进行两次转移组装,大大降低了门轴组装效率的问题。
[0042]
通过门轴进料组件21上的第一门轴直线进料器212和第二门轴直线进料器213实现将两个门轴6同时输送进料,提升门轴6输送效率,便于将门轴6同时进行转移抓取安装至门板5上。通过u型门轴配合口2154与第一门轴直线进料器212上的门轴输送道相配合,第一门轴直线进料器212上的门轴6输送至u型门轴配合口2154内,便于将多个输送的门轴6进行逐一分开,从而便于更好的进行抓取转移。
[0043]
如图8所示,转移组装组件22包括转移组装支架221、前后移动电缸222、水平移动电缸223、第一升降气缸224和第二升降气缸225;转移组装支架221前后方向设置在机架上,前后移动电缸222设置在转移组装支架221的顶部,水平移动电缸223设置在前后移动电缸222的移动部上,通过前后移动电缸222带动水平移动电缸223进行前后移动定位。第一升降气缸224和第二升降气缸225通过气缸连接板2231设置在水平移动电缸223的移动部,通过水平带动电缸223第一升降气缸224和第二升降气缸225进行水平移动定位。第一升降气缸224和第二升降气缸225前后对齐设置,通过前后设置便于更快捷有效的将第一门轴和第二
门轴进行抓取,提升转移效率。第一升降气缸224和第二升降气缸225的移动部上均设置有门轴夹取气缸226,通过门轴夹取气缸226对门轴6进行抓取。每个门轴夹取气缸226上均设置有第一l型夹板227和第二l型夹板228,第一l型夹板和第二l型夹板结构相同且对称设置,通过第一l型夹板227和第二l型夹板228便于更好的与门轴6的第二圆柱体62相配合,从而更好的将门轴6进行抓取,提升抓取的便捷性和稳定性。第一l型夹板的底部设置有v型夹取配合口229,通过v型夹取配合口229便于更好的架门轴6夹住,提升与门轴6的配合度以及提升夹紧牢固度。
[0044]
通过转移组装组件22通过第一l型夹板227和第二l型夹板228便于更好的与门轴6的第二圆柱体62相配合,从而更好的将门轴6进行抓取,提升抓取的便捷性和稳定性。通过v型夹取配合口229便于更好的架门轴6夹住,提升与门轴6的配合度以及提升夹紧牢固度。
[0045]
工作时,通过第一门轴直线进料器212和第二门轴直线进料器213将第一门轴和第二门轴输送至移动衔接板215上的第一衔接块2152和第二衔接块2153的u型门轴配合口2154内,通过驱动气缸216带动移动衔接板215移动,从而使第一衔接块2152和第二衔接块2153上u型门轴配合口2154内第一门轴和第二门轴向右移动,使第一门轴和第二门轴与输送进来的其他门轴6错开,并且使输送进来的门轴进入另一个u型门轴配合口2154内;通过转移组装组件22上的前后移动电缸222和水平移动电缸223带动第一升降气缸224和第二升降气缸225先后移动至第一门轴和第二门轴的上方,通过两个门轴夹取气缸226分别将第一门轴和第二门轴抓取转移至门板固定组件23上门板5顶面和底面的门轴安装板51上。
[0046]
如图9所示,门板固定组件23包括门板固定支架231、门板升降气缸232和门板固定升降架233;门板固定支架231纵向设置在机架上;门板升降气缸232纵向设置在门板固定支架231的中间;门板升降气缸232的移动部与门板固定升降架233的后部连接,门板固定升降架233通过两条纵向滑轨设置在门板固定支架231上,通过门板升降气缸232带动门板固定升降架233在纵向滑轨上进行升降定位,从而带动门板固定升降架233上的门板5进行升降移动定位,门板固定升降架233呈矩形状,通过矩形状便于更好的与矩形的门板5相配合,提升固定配合度。门板固定升降架233的四个角处均设置有旋转固定气缸234,每个旋转固定气缸234的移动部连接有旋转固定杆2341;通过四个旋转固定气缸234便于将驱动四根旋转固定杆2341将矩形的门板5的四个角部进行固定,从而使门板5更好的固定在门板固定升降架233上。旋转固定杆2341呈折线形,通过折线形提升四个角部的固定面积,从而更好的将门板5进行固定。门板固定升降架233顶部和底部的中左侧和中右侧均设置有门板定位块2331,通过顶部的两块门板定位块2331和底部的两块门板定位块2331将门板5的顶部和底部进行限位,能够使门板5在固定时保持水平整齐状态。门板固定升降架233上部的左侧、中间和右侧均设置第一门板限位配合块2332;门板固定升降架233下部的左侧、中间和右侧均设置第二门板限位配合块2333,通过三块第一门板限位配合块2332和三块第二门板限位配合块2333与矩形凸面52的后侧相配合,使三块第一门板限位配合块2332和三块第二门板限位配合块2333插入至矩形凸面52后侧的上下两侧,便于更好的将门板5进行限位的同时也更好的将门板5进行固定,使门板5摆放端正,不会出现倾斜或摆放位置不准确的情况,进而更好的将门轴6精准的安装至门板5的顶部和底部。位于左侧和右侧的第一门板限位配合块2332位于上侧的旋转固定气缸234下方;且第一门板限位配合块2332低于顶部的门板定位块2331;位于左侧和右侧的第二门板限位配合块2333位于下侧的旋转固定气缸234上方;且
第二门板限位配合块2333高于底部的门板定位块2331;位于门板固定升降架233左端的上下两侧均设置有侧方定位块2334,通过侧方定位块2334便于更好的将门板5的侧壁进行限位,从而进一步防止门板5左右摆放倾斜。位于门板固定支架231的上部左右两个设置有第一升降限位杆235;门板固定升降架233后部上方左右两侧设置有第一升降限位块;第一升降限位块与第一升降限位杆235相配合;防止在上升过程中使门板固定升降架233超出指定位置,将门板固定升降架233进行限位,从而更好的使门板5在组装过程中上升移动至指定位置。位于门板固定支架231的下部左右两个设置有第二升降限位杆236; 门板固定升降架233后部下方左右两侧还设置有第二升降限位块;第二升降限位块与第二升降限位杆236相配合,防止在下降过程中使门板固定升降架233超出指定位置,将门板固定升降架233进行限位,从而更好的使门板5在组装过程中下降移动至指定位置。
[0047]
工作时,通过将门板5放置在门板固定升降架233上;通过四个旋转固定气缸234便于将驱动四根旋转固定杆2341将矩形的门板5的四个角部进行固定,通过顶部的两块门板定位块2331和底部的两块门板定位块2331将门板5的顶部和底部进行限位,通过三块第一门板限位配合块2332和三块第二门板限位配合块2333与矩形凸面52的后侧相配合,使三块第一门板限位配合块2332和三块第二门板限位配合块2333插入至矩形凸面52后侧的上下两侧,通过侧方定位块2334便于更好的将门板5的侧壁进行限位,从而实现将门板5进行固定,通过门板升降气缸232带动带动门板固定升降架233上的门板5进行升降移动定位,该门板固定组件23解决了现在的门板固定组件与门板没有良好的匹配,长时间使用无法将门板稳定的固定住的问题。
[0048]
通过门板固定组件23上的门板固定升降架233呈矩形状便于更好的与矩形的门板5相配合,提升固定配合度。通过四个旋转固定气缸234便于将驱动四根旋转固定杆2341将矩形的门板5的四个角部进行固定,从而使门板5更好的固定在门板固定升降架233上。通过折线形提升四个角部的固定面积,从而更好的将门板5进行固定。通过三块第一门板限位配合块2332和三块第二门板限位配合块2333与矩形凸面52的后侧相配合,使三块第一门板限位配合块2332和三块第二门板限位配合块2333插入至矩形凸面52后侧的上下两侧,便于更好的将门板5进行限位的同时也更好的将门板5进行固定,使门板5摆放端正,不会出现倾斜或摆放位置不准确的情况,进而更好的将门轴6精准的安装至门板5的顶部和底部。通过侧方定位块2334便于更好的将门板5的侧壁进行限位,从而进一步防止门板5左右摆放倾斜。
[0049]
如图10所示,门板转移装置3结构与门板进料装置1相同,门板转移装置3上的第一门板抓取板13和第二门板抓取板14设置在进料抓取支架12的左右两侧,且第一门板抓取板13和第二门板抓取板14倾斜设置。
[0050]
如图11所示,下料输送装置4包括下料支架41、下料限位电机42和下料传送带组件43;下料支架41的进料端的左侧和前侧均设置有门板限位架411,通过多块门板限位架411使组装完成后的门板5水平摆放在下料传送带组件43上。下料支架41的后侧设置有门板规整定位气缸412;门板规整定位气缸412的前部设置有门板规整定位板4121,通过门板规整定位气缸412带动门板规整定位板4121从而将门板向前推动,并使门板的前部与门板限位架411接触进行限位。下料限位电机42通过电机支架设置在下料支架41的后侧,下料限位电机42的转轴连接有限位转轴421,通过下料限位电机42带动限位转轴421进行旋转。限位转轴421通过转轴支架422前后方向设置在下料支架41上方;限位转轴421上设置有两块限位
通行门板423,通过两块限位通行门板423与左侧门板限位架411相配合将门板5进行左右限位。使组装完成后的门板一块块堆叠在进料端所围住的限位范围内,将门板5堆叠到10块后在进行输送。下料传送带组件43设置在下料支架41上,通过限位通行门板423旋转打开使下料传送带组件43将一组堆叠的门板输送下料;位于下料支架41中部的前后两侧均设置有下料输送挡板,进一步在输送过程中起到保护作用。位于下料支架41出料端部的后侧和右侧均设置有出料挡板413,对一组门板5进行限位方便后续转移。
[0051]
工作时,通过门板转移装置3将组装完成的门板5转移至门板限位架411、门板规整定位板4121和限位通行门板423所围住的限位范围内;使组装完成的门板5堆叠到十块后,通过下料限位电机42带动限位转轴421进行旋转,从而将限位通行门板423旋转打开,使下料传送带组件43将十块的门板5输送至下料输送挡板处等待下料转移。
[0052]
该下料输送装置4解决了在安装完成后,现有的装置都是将门板一块块进行输送下料,无法对一块块门板进行规整的问题。
[0053]
通过下料输送装置4便于将组装完后的门板5直接在下料传送带组件43进料端处进行限位,能够使组装完后的门板5摆放整齐,并且能够实现将多块组装完后的门板5整齐堆叠,堆叠至指定数量后进行输送,提升下料输送效率的同时也便于后续转移和加工。
[0054]
如图1所示,一种不锈钢门板自动生产方法,依次通过以下步骤:s1门板进料固定:通过门板进料装置1将门板吸取转移至门轴门板组装装置2上,通过门轴门板组装装置2将门板进行固定;s2门轴进料组装:通过门轴门板组装装置2将第一门轴和第二门轴输送进料,并将第一门轴和第二门轴分别组装至门板的上下两侧;s3门板转移:门板组装完成后,通过门板转移装置3将门板吸取转移至下料输送装置4上;s4门板规整出料:通过将一块块组装后的门板堆叠在下料输送装置4的进料端,堆叠至指定数量后将一组门板输送出料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1