一种双层芯线多段弯折整形切断机构的制作方法
1.本发明涉及机械领域,具体而言,涉及一种双层芯线多段弯折整形切断机构。
背景技术:
2.线束芯线在焊接前,需要针对芯线导体进行预处理,其中包括对导体进行整形和裁切。传统芯线导体预处理的工艺是,先对芯线导体进行整形,再对其进行定长切断,分两步进行,效率低下。
3.公开号为cn110052558a的发明专利申请公开了一种整形裁切模组,包括有上整形切刀组件、中间理线刀、下整形切刀组件;上整形切刀组件、下整形切刀组件两者可选择性地朝向中间理线刀相向靠近或背向远离中间理线刀;上整形切刀组件包括有上切刀和设置于上切刀后侧的上整形刀;下整形切刀组件包括有下切刀和设置于下切刀后侧的下整形刀;中间理线刀具有前侧线材定位部、后侧线材定位部,以及,位于前侧线材定位部、后侧线材定位部之间的避让通槽;上切刀、上整形刀可选择性地同步向下伸入避让通槽,下上切刀、下整形刀可选择性地同步向上伸入避让通槽。该专利存在结构复杂、整形裁切稳定性差、操作难度较大等问题。
技术实现要素:
4.针对现有技术中对芯线的整形及切断存在效率低下、整形裁切稳定性差、操作难度较大等问题,本发明提供了一种双层芯线多段弯折整形切断机构,包括底板、整形切断组件和用于控制所述整形切断组件对双层芯线进行整形切断的驱动组件,所述驱动组件安装在所述底板上,所述整形切断组件安装在所述驱动组件输出端,所述整形切断组件包括刀座、整形刀和切断刀,所述整形刀和所述切断刀从所述芯线长度方向向所述芯线切断头一端排布安装在所述刀座上。
5.将线束线缆送入整形切断机构,通过驱动组件驱动整形切断机构中的整形刀与切断刀对线束芯线进行整形和切断,实现了整形切断的自动化,对比传统人工分两道工序进行整形和切断的方式,本整形切断机构将整形与切断合并为一道工序,大大提升加工生产效率,降低人工成本,另外使用自动化的机器,加工的芯线质量更加稳定,不会出现加工失误产生报废的情况。
6.优选地,所述整形切断组件包括从上到下设置的上整形切断组件、中间刀和下整形切断组件,两层所述芯线分别位于所述中间刀的上下两面。可以同时加工两层线束芯线中,进一步提高生产加工效率。
7.优选地,所述驱动组件包括用于对所述整形切断组件水平方向进行限位的竖直滑座,所述竖直滑座包括上座板、下座板、用于连接所述上座板和所述下座板的导柱导套组件,所述导柱导套组件下端固定安装在所述底板上,所述上整形切断组件固定安装在所述上座板下表面,所述下整形切断组件固定安装在所述下座板上表面。
8.优选地,所述上座板和所述下座板上分别固定安装有凸轮随动器,所述驱动组件
还包括用于控制所述凸轮随动器上下运动的驱动气缸和凸轮传动组件,所述驱动气缸固定安装在所述底板上;所述凸轮传动组件一端固定在所述驱动气缸活动端,另一端安装有所述凸轮随动器。
9.优选地,所述凸轮传动组件包括支撑立板、八字形轨迹板和传动块,所述支撑立板固定安装在所述底板上,所述驱动气缸固定安装在所述支撑立板上,所述传动块安装在所述驱动气缸活动端,所述八字形轨迹板固定安装在所述传动块上,所述八字形轨迹板上形成有八字形轨迹槽,两个所述凸轮随动器上下排布安装在所述八字形轨迹槽内。
10.优选地,所述支撑立板上水平方向形成有水平条形滑动口,所述传动块安装在所述水平条形滑动口上,并且可在所述驱动气缸的带动下沿所述水平条形滑动口长度来回运动。
11.优选地,所述八字形轨迹槽由两条沿所述水平条形滑动口长度方向延伸且相互距离逐渐增加的条形槽口组成,两条所述条形槽口轴对称设置。
12.启动驱动组件,驱动气缸带动传动块在支撑立板中做左右运动,传动块带动凸轮随动器在八字形轨迹板中做左右运动,凸轮随动器在八字形轨迹槽的限制下最终带动整形切断组件上下运动。
13.优选地,所述水平条形滑动口远离所述驱动气缸一端安装有用于对所述传动块进行定位的定位螺钉。定位螺钉能够调节传动板左右运动的距离。
14.优选地,所述支撑立板所在平面与所述底板所在平面垂直,所述驱动气缸和所述八字形轨迹分别位于所述支撑立板两侧。
15.本发明还包括一种高速线缆双层芯线多段弯折整形及切断设备,包括所述双层芯线多段弯折整形切断机构。
16.有益效果:采用本发明技术方案产生的有益效果如下:(1)将需要进行整形切断的线缆送入整形切断机构,利用装置中的驱动气缸带动固定在上座板和下座板上的凸轮随动器,通过八字轨迹板带动整形切断机构中的整形刀与切断刀上下运动,使得固定在到刀座上的整形刀与切断刀能够同时对线缆的芯线进行整形和切断,既实现了整形切断的自动化,也实现了芯线线束整形和切断的步骤的合并操作,很好地提高了工作效率,减少了人工成本,并且操作方便简单,容易使用,另外使用自动化的机器,加工的芯线质量更加稳定,不会出现因加工失误产生报废的情况。
17.(2)整形切断机构设有上整形切断组件和下整形切断组件,能够同时对上层芯线和下层芯线进行整形切断工作,进一步提高整形切断加工效率。
18.(3)整形切断机构中设置有定位螺钉,定位螺钉安装在支撑立板上,可以根据加工需求调节定位螺钉,从而调节传动板左右传动的距离,最终达到调节整形切断的高度的目的。
附图说明
19.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根
据这些附图获得其他相关的附图。
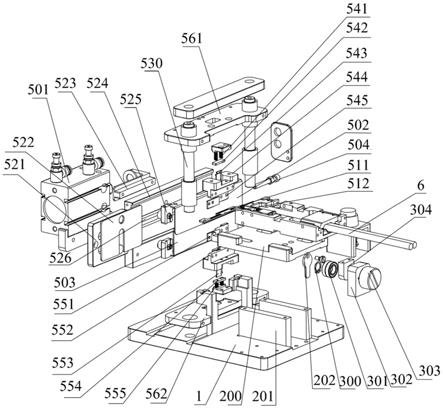
20.图1是本发明较佳之整形及切断设备爆炸图;图2是本发明较佳之八字轨迹板正视图;图3是本发明较佳之整形及切断设备立体图一;图4是本发明较佳之整形及切断设备立体图二;图5为本发明较佳之中间刀立体图。
21.图中:1、底板;2、线束定位座;3、定位板调节组件;4、线束夹线机构;5、整形切断机构;6、线缆;200、线束定位板;201、线束支撑座;202、定位拨片;300、轴用弹性挡圈;301、轴承;302、轴承座;303、调节螺杆;304、调节块;500、驱动组件;501、驱动气缸;502、上防护罩;503、下防护罩;504、定位螺钉;510、整形切断组件;511、定位条;512、中间刀;520、凸轮传动组件;521、八字形轨迹板;522、凸轮挡板;523、传动块;524、支撑立板;525、凸轮随动器;526、水平条形滑动口;5211、八字形轨迹槽;530、导柱导套组件;540、上整形切断组件;541、上整形弹簧;542、上刀板层;543、上切断刀;544、上刀座;545、上整形刀;550、下整形切断组件;551、下整形刀;552、下刀板层;553、下切断刀;554、下刀座;555、下整形弹簧;560、竖直滑座;561、上座板;562、下座板。
具体实施方式
22.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
23.如图1至图5所示,高速线缆双层芯线多段弯折整形及切断设备,包括底板1、线束定位座2、线束夹线机构4和整形切断机构5,线束定位座2和整形切断机构5安装在底板1上,线束夹线机构4可拆卸地安装在线束定位座2上,整形切断机构5包括整形切断组件510和用于控制整形切断组件510对双层芯线进行整形切断的驱动组件500,驱动组件500安装在底板1上,整形切断组件510安装在驱动组件500输出端,整形切断组件510包括刀座、整形刀和切断刀,整形刀和切断刀从芯线长度方向向芯线切断头一端排布安装在刀座上。
24.将需要进行整形切割的高速线缆6送入整形切断机构5,通过装置中的驱动气缸501带动固定在上座板561和下座板562上的凸轮随动器525,通过八字轨迹板使得整形切断机构5中的整形刀与切断刀上下运动,使得固定在到刀座上的整形刀与切断刀能够同时对高速线缆6进行整形和切割,既实现了整形切断的自动化,也实现了线缆6整形和切断的步骤的合并操作,并且整形切断机构5设有上整形切断组件540和下整形切断组件550,能够同
时对上层线缆6芯线和下层线缆6芯线进行整形切断工作,很好地提高了工作效率,减少了人工成本,并且操作方便简单,容易使用。
25.作为一种优选的实施方式,整形刀通过整形弹簧安装在刀座上,整形弹簧一端安装在刀座上,另一端安装有刀板层,整形刀固定安装在刀板层上。整形弹簧安装在刀座内部,整形刀在进行工作时能够得到一定的缓冲作用,从而减少整形刀对芯线导体整形时造成产品损坏。
26.作为一种优选的实施方式,整形切断组件510还包括中间刀512,中间刀512为水平板状,其靠近整形刀一面形成有用于对线缆6外层断口进行定位的定位条511。
27.作为一种优选的实施方式,整形切断组件510包括从上到下设置的上整形切断组件540、中间刀512和下整形切断组件550,两层芯线分别位于中间刀512的上下两面。
28.作为一种优选地实施方式,上整形切断组件540包括上刀座544、上整形刀545和上切断刀543,上整形刀545和上切断刀543从芯线长度方向向芯线切断头一端排布安装在上刀座544上,上整形刀545通过上整形弹簧541安装在上刀座544上,上整形弹簧541一端安装在上刀座544上,另一端安装有上刀板层542,上整形刀545固定安装在上刀板层542上;上切断刀543固定安装在上刀座544上。
29.作为一种优选地实施方式,下整形切断组件550包括下刀座552、下整形刀551和下切断刀553,下整形刀551和下切断刀553从芯线长度方向向芯线切断头一端排布安装在下刀座上,下整形刀551通过下整形弹簧555安装在下刀座552上,下整形弹簧555一端安装在下刀座552上,另一端安装有下刀板层554,下整形刀551固定安装在下刀板层554上;下切断刀553固定安装在下刀座552上。
30.如图5所示,作为一种优选的实施方式,中间刀512为水平板状,其上下两面均形成有用于对线缆6外层断口进行定位的定位条511。
31.作为一种优选的实施方式,中间刀512通过刀块固定架固定安装在底板1上。
32.作为一种优选的实施方式,驱动组件500包括用于对整形切断组件510水平方向进行限位的竖直滑座560,竖直滑座560包括上座板561、下座板562、用于连接上座板561和下座板562的导柱导套组件530,导柱导套组件530下端固定安装在底板1上,上整形切断组件540固定安装在上座板561下表面,下整形切断组件550固定安装在下座板562上表面。
33.作为一种优选的实施方式,上座板561和下座板562上分别固定安装有凸轮随动器525,驱动组件500还包括用于控制凸轮随动器525上下运动的驱动气缸501和凸轮传动组件520,驱动气缸501固定安装在底板1上;凸轮传动组件520一端固定在驱动气缸501活动端,另一端安装有凸轮随动器525。
34.作为一种优选的实施方式,凸轮传动组件520包括支撑立板524、八字形轨迹板521和传动块523,支撑立板524固定安装在底板1上,驱动气缸501固定安装在支撑立板524上,传动块523安装在驱动气缸501活动端,八字形轨迹板521固定安装在传动块523上,八字形轨迹板521上形成有八字形轨迹槽5211,两个凸轮随动器525上下排布安装在八字形轨迹槽5211内。
35.作为一种优选的实施方式,支撑立板524上水平方向形成有水平条形滑动口526,传动块523安装在水平条形滑动口526上,并且可在驱动气缸501的带动下沿水平条形滑动口526长度来回运动。
36.如图2所示,作为一种优选的实施方式,八字形轨迹槽5211由两条沿水平条形滑动口526长度方向延伸且相互距离逐渐增加的条形槽口组成,两条条形槽口轴对称设置。通过八字形轨迹板521上的八字形轨迹槽5211,使原本固定在上座板561和下座板562上进行左右运动的凸轮随动器525,能够带动上座板561和下座板562进行上下运动,从而实现整形切断组件510的上下运动,从而对高速线缆6芯线进行整形和切断。
37.作为一种优选的实施方式,水平条形滑动口526远离驱动气缸501一端安装有用于对传动块523进行定位的定位螺钉504。能够通过调整定位螺钉504的旋入长短,进而控制驱动气缸501的左右运动距离,进而控制整形切断组件510的上下运动距离,设备使用和调整更加灵活。
38.作为一种优选的实施方式,支撑立板524所在平面与底板1所在平面垂直,驱动气缸501和八字形轨迹分别位于支撑立板524两侧。
39.作为一种优选的实施方式,两个凸轮随动器525套设有凸轮挡片522,凸轮挡片522上形成有用于固定安装位于上方的凸轮随动器525的第一安装口和用于安装位于下方的凸轮随动器525的竖直条形安装口,竖直条形安装口长度方向与底板1所在平面垂直,第一安装口中心位于竖直条形安装口长度方向。设置有凸轮挡片522,凸轮挡片522上形成有用于固定安装位于上方凸轮随动器525的第一安装口(图中未示出)和用于安装位于下方凸轮随动器525的竖直条形安装口(图中未示出),能够很好地限制凸轮随动器525在运动过程中本身发生左右运动,保证了切割整形的稳定性。
40.作为一种优选的实施方式,上座板561下表面位于凸轮随动器525和上整形切断组件540之间固定安装有上防护罩502,下座板562上表面位于凸轮随动器525和下整形切断组件550之间固定安装有下防护罩503。设置防护罩,在加工过程中能够避免切割下来的残屑进入驱动组件500,影响设备工作环境,或者损毁设备。
41.作为一种优选的实施方式,线束定位座2包括线束支撑座201、线束定位板200和定位拨片202,线束支撑座201固定安装在底板1上,线束定位板200安装在支撑座201上,线束定位板200上表面形成有用于供线束夹线机构4向整形切断机构5方向来回滑行的夹线机构滑道,定位拨片202位于线束定位板200上夹线机构滑道入口处。
42.作为一种优选的实施方式,定位拨片202通过拨片连接轴(图中未表示)安装在夹线机构滑道的入口处一侧,拨片连接轴轴线方向与夹线机构滑道滑行方向平行。将定位拨片202通过拨片连接轴安装在夹线机构滑道的入口处一侧,在自然状态下定位拨片202自然垂下,能够限制线束夹线机构4的移动,需要将线束夹线机构4取出时,无需要拨动拨片,只需将线束夹线机构4轻微抬高,便可以将线束夹线机构4取出,结构简单,操作方便快捷。
43.作为一种优选的实施方式,线束定位板200下表面安装有用于控制线束定位板200前后滑动调节的定位板调节组件3。
44.作为一种优选的实施方式,定位板调节组件3包括调节块304和调节螺杆303,调节块304固定安装在线束定位板200下表面,调节螺杆303固定安装在调节块304上。
45.作为一种优选的实施方式,定位板调节组件3还包括轴承座302,轴承座302固定安装在底板1上且位于调节块304和调节螺杆303之间位置处,调节螺杆303通过轴承301安装在轴承座302上,采用定位板调节组件3,能够根据需求将调节螺杆303旋出,从而滑动线束定位板200。
46.作为一种优选的实施方式,轴承301具体采用深沟球轴承301。
47.作为一种优选的实施方式,定位板调节组件3还包括轴用弹性挡圈300。
48.作为一种优选的实施方式,底板1上还安装有用于控制驱动气缸501作业的气动按钮(图中未示出)。
49.以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1