一种应用在丁腈手套生产线的金属手模及其生产方法与流程
1.本发明涉及手模技术领域,尤其涉及一种应用在丁腈手套生产线的金属手模及其生产方法。
背景技术:
2.在目前丁腈手套行业中,生产线手模用的是陶瓷手模,其表面陶瓷化微观结构及耐酸碱的特性使得近几十年没有可替代的新型手模。但是陶瓷手模因其导热性差导致生产过程中能耗高,且易碎,同时破损后形成固态垃圾无法回收利用,造成对社会环境的严重污染和能源的极大浪费。
3.利用冲压或压铸工艺制作成铝合金或镁合金手模基体,使其外形尺寸可以完全替代陶瓷手模,之后利用微弧氧化技术在手模基体表面形成氧化膜,然后在氧化膜上再次通过喷涂或浸泡工艺增加一层纳米级防腐陶瓷涂层,使其具备替代现有丁腈陶瓷手模可以应用在丁腈手套生产线上的金属手模,为此,我们提出了一种应用在丁腈手套生产线的金属手模及其生产方法。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种应用在丁腈手套生产线的金属手模及其生产方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种应用在丁腈手套生产线的金属手模,包括第一手掌,所述第一手掌一侧固定有第二手掌,所述第一手掌和第二手掌之间套设有手臂模块,所述手臂模块的上端延伸至第一手掌和第二手掌之间,所述手臂模块内的一周侧壁上共同固定有隔板,所述手臂模块的下端固定有底座,所述第一手掌、第二手掌、手臂模块的材质从铝合金及镁合金中任选一种。
7.优选地,所述第一手掌、第二手掌及手臂模块之间,所述隔板及手臂模块之间,所述手臂模块和底座之间均通过焊接固定。
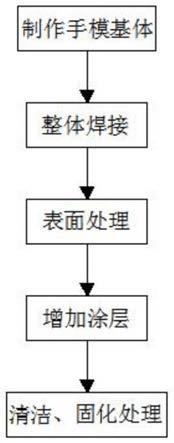
8.本发明还提出了一种应用在丁腈手套生产线的金属手模的生产方法,包括以下步骤:
9.s1、制作手模机体:设计制作丁腈金属手模模具,根据设计要求,模具工艺分为2种,一种是冲压或液压模具,用来制作铝合金/镁合金第一手掌、第二手掌;另一种为压力铸造工艺,用来制作铝合金/镁合金手臂、密封隔板及底座;
10.s2、整体焊接:把第一手掌、第二手掌、手臂、隔板、底座等用激光焊接,焊接成一体;
11.s3、表面做整体微弧氧化处理:对整体的铝合金/镁合金手模基体里面及外面均进行微弧氧化处理,使其表面形成一层致密的氧化膜;
12.s4、增加纳米级防腐陶瓷涂层:对形成氧化膜的铝合金/镁合金手模基体,在其氧
化膜表面(整体,包含内外两面)再次增加一层纳米级防腐陶瓷涂层,此处包含手模的里面及外面;
13.s5、清洁、固化处理:完成纳米级防腐陶瓷涂层后,用纯净水对产品进行整体清洁处理,然后放入烤箱或工业烘房进行固化处理,然后形成完整产品。
14.优选地,所述s1中除了采用冲压和压铸工艺外,还可采用浇筑、3d打印、机械加工工艺完成。
15.优选地,所述s3中除了采用微弧氧化工艺外,还可采用阳极氧化工艺完成。
16.优选地,所述手模表面及内面均作微弧氧化+纳米级防腐陶瓷涂层结合处理。
17.与现有技术相比本发明具有:
18.1、节能:使用高纯度铝合金/镁合金等金属材质制作,导热率是陶瓷的100-150倍左右,实际使用节能效果达到20-50%左右;
19.2、耐用:手模采用铝合金/镁合金金属制作,不易碎、不易破损,可使用3年以上;
20.3、不产生固废:手模表面氧化层、纳米级陶瓷涂层在磨损或破坏严重后可再次修复,达到反复利用效果,杜绝固废产生。如果不能再时行修复,铝合金/镁合金金属手模也可以回收利用。
21.综上所述,本发明能使用高纯度铝合金/镁合金等金属材质制作作为材质,能有效的达到节能的效果并且,不易碎不易磨损,使用周期长,同时,还能反复使用,避免出现固废,原料也可回收再利用,降低成本。
附图说明
22.图1为本发明提出的一种应用在丁腈手套生产线的金属手模的第一手掌和第二手掌结构示意图;
23.图2为本发明提出的一种应用在丁腈手套生产线的金属手模的手臂模块和隔板结构示意图;
24.图3为本发明提出的一种应用在丁腈手套生产线的金属手模的底座结构示意图;
25.图4为本发明提出的一种应用在丁腈手套生产线的金属手模的生产方法流程图;
26.图中:1第一手掌、2第二手掌、3手臂模块、4隔板、5底座。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
28.参照图1-3,一种应用在丁腈手套生产线的金属手模,包括第一手掌1,第一手掌1一侧固定有第二手掌2,第一手掌1和第二手掌2之间套设有手臂模块3,手臂模块3的上端延伸至第一手掌1和第二手掌2之间,手臂模块3内的一周侧壁上共同固定有隔板4,手臂模块3的下端固定有底座5,第一手掌1、第二手掌2、手臂模块3的材质从铝合金及镁合金中任选一种,能有效延长使用寿命,并且便于回收再利用,从而能很好的降低成本。
29.在本发明中,第一手掌1、第二手掌2及手臂模块3之间,隔板4及手臂模块3之间,手臂模块3和底座5之间均通过焊接固定,采用激光焊接,焊接完毕后在进行处理,从而保证焊接面的光滑无毛刺,方便进行使用。
30.参照图4,本发明还提出了一种应用在丁腈手套生产线的金属手模的生产方法,包括以下步骤:
31.s1、制作手模机体:设计制作丁腈金属手模模具,根据设计要求,模具工艺分为2种,一种是冲压或液压模具,用来制作铝合金/镁合金第一手掌、第二手掌;另一种为压力铸造工艺,用来制作铝合金/镁合金手臂、密封隔板及底座,有助于提升生产效率,并且能保证表面的光滑,无毛刺,减少后续处理步骤,s1中除了采用冲压和压铸工艺外,还可采用浇筑、3d打印、机械加工工艺完成,但是采用这些方式会增加其成本,并且降低生产效率;
32.s2、整体焊接:把第一手掌、第二手掌、手臂、隔板、底座等用激光焊接,焊接成一体,并且对焊接处进行处理,保证焊接面的光滑;
33.s3、表面做整体微弧氧化处理:对整体的铝合金/镁合金手模基体里面及外面均进行微弧氧化处理,使其表面形成一层致密的氧化膜,s3中除了采用微弧氧化工艺外,还可采用阳极氧化工艺完成;
34.s4、增加纳米级防腐陶瓷涂层:对形成氧化膜的铝合金/镁合金手模基体,在其氧化膜表面整体,包含内外两面再次增加一层纳米级防腐陶瓷涂层,此处包含手模的里面及外面;
35.s5、清洁、固化处理:完成纳米级防腐陶瓷涂层后,用纯净水对产品进行整体清洁处理,然后放入烤箱或工业烘房进行固化处理,然后形成完整产品,手模表面及内面均作微弧氧化+纳米级防腐陶瓷涂层结合处理,提升防护能力,延长设备的使用寿命。
36.在本发明中,在设计制作丁腈金属手模模具时,根据设计要求,用冲压或液压模具来制作铝合金/镁合金第一手掌1、第二手掌2,再用压力铸造工艺,来制作铝合金/镁合金手臂、隔板4及底座5,把这5个部分结合在一起,用激光焊接设备整体焊接成一整体,再对整体的铝合金/镁合金手模基体里面及外面均进行微弧氧化处理,使其表面形成一层致密的氧化膜;其次将对形成氧化膜的铝合金/镁合金手模基体,在其氧化膜表面整体,包含内外两面再次增加一层纳米级防腐陶瓷涂层,此处包含手模的里面及外面,最后在完成纳米级防腐陶瓷涂层后,用纯净水对产品进行整体清洁处理,然后放入烤箱或工业烘房进行固化处理,形成完整的产品。
37.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1