一种非接触式激光焊接装置的制作方法
1.本发明属于激光焊接技术领域,具体涉及一种非接触式激光焊接装置。
背景技术:
2.电子器件的焊接通常采用smt焊接和送丝焊的方式,其中,smt焊接的电子器件焊盘表面易氧化,而在添加松香以抗氧化的焊剂中,松香在使用过程中挥发对精密电子元件有一定的腐蚀性。送丝焊是连续焊,焊剂容易在焊面上流动而难以精确控制焊点。
3.喷球式激光焊接是一种非接触式焊接,在部分工况中,其使用焊球取代smt焊接和送丝焊来焊接工件。现有的喷球式激光焊接装置中,焊球供料筒采用漏斗形状,焊球在重力作用下自动下滑至送料管中,这种供料筒中的焊球容易挤压堆积,导致供料不畅或者空料的现象。
4.申请号为cn201410460637.9的专利文件公开了一种锡球焊接装置,使锡球注入不易卡死,然而该装置通过在锡球分离组件边缘设置一圈分离孔来植入锡球,在锡球分离组件旋转过程中,锡球仍有可能因离心力而被甩出分离孔外,因此植入失效的可能性较大;且其结构较复杂臃肿,驱动机构多,不利于推广使用。
技术实现要素:
5.本发明的目的是提供一种非接触式激光焊接装置,以解决激光焊接装置的焊球无序堆积而造成供料不畅以及供料失效的问题。
6.本发明提供了如下的技术方案:
7.一种非接触式激光焊接装置,包括激光焊接器和焊球供料机构;
8.所述焊球供料机构位于所述激光焊接器的焊接头侧边,所述焊球供料机构包括转盘、底盘、储料筒和送料管;
9.所述底盘固定式安装且支撑所述转盘,所述转盘由分度装置驱动而间歇性旋转,所述转盘上沿一与该转盘共圆心的圆周分布复数个进料孔,所述底盘上设有一个与该进料孔适配的排料孔,转盘上的进料孔可依次转至排料孔上方而将焊球逐个喂入排料孔内;
10.所述储料筒固定式安装且位于转盘的上方,所述储料筒包括由上至下依次连接的漏斗状的进料筒和扁平状的喂料筒,所述喂料筒沿其扁平方向覆盖两个进料孔,所述喂料筒的底部沿其扁平方向的两端分别设有两个喂料口,该两个喂料口的间距等于相邻的两个进料孔的间距;所述喂料筒的底部还设有用于辅助喂料的坡面,所述坡面的两端分别向两个喂料口的方向延伸;
11.所述送料管安装于所述底盘的底部,所述送料管内设有连通所述排料孔且向下倾斜的送料通道,所述送料管的底部伸入激光焊接器的焊接头内。
12.进一步的,其中坡面的一种可选方案为:所述坡面与所述喂料筒一体成型,所述坡面的高低两端分别延伸至两个喂料口的边缘。
13.优选的,所述坡面的倾斜方向与所述转盘的转向之间的关系为:所述转盘由所述
坡面低端对应的喂料口向所述坡面高端对应的喂料口的方向旋转。
14.坡面的另一可选方案为:所述喂料筒的底部安装有由一转轴水平支撑的拨料块,所述拨料块可在喂料筒内晃动;所述拨料块的顶部设有所述坡面,所述坡面为两端分别向两个喂料口的相向弯曲的拱形。
15.优选的,所述转盘上安装有复数个齿条,所述拨料块的转轴端部伸出所述喂料筒外后键连接一扇形齿轮,所述扇形齿轮与所述齿条啮合,所述齿条可驱动所述扇形齿轮转动。
16.优选的,所述齿条与所述扇形齿轮的纵截面均为弧形,复数个所述齿条均匀地分布于与所述转盘共圆心的同一圆周上。
17.进一步的,所述扇形齿轮上安装一配重块,所述配重块位于所述扇形齿轮上背离齿条来向的一侧。
18.进一步的,所述喂料筒的底部于所述拨料块的两端分别成型有限位块,所述限位块的一侧壁与所述拨料块之间留有供所述拨料块晃动的活动间隙,所述限位块的另一侧壁为所述喂料口的孔壁。
19.优选的,所述拨料块的底部为两端上扬的拱形,所述拨料块的底部悬空。
20.本发明的有益效果是:
21.本发明用于对激光焊接器喷射焊球,以实现对工件非接触式焊接。本装置的焊球供料机构包括转盘、底盘、储料筒和送料管,储料筒位于转盘上方,其扁平状的喂料筒可将焊球自动有序地排列成一列,然后将焊球通过其底部的喂料口送入转盘的进料孔内,避免焊球在漏斗状的进料筒内无序地堆积挤压而无法顺利排出、造成喂料动作失效的问题。喂料筒底部的坡面进一步促使焊球灵活地向喂料口滚动,以保证喂料动作的有效性。
22.转盘可相对于底盘间歇性地转动,使转盘上相邻的两个进料孔可与储料筒内的两个喂料口一一对应,从而接收储料筒排出的焊球。其中,本装置设置两个喂料口,当一个进料孔内喂料失效时,在转盘的下一次转动动作后,该空进料孔正好移动至第二个喂料口下方以接收焊球,从而进一步有效地减少了喂料失效的现象。
23.本发明在喂料筒内安装可晃动的拨料块,拨料块的转轴端部安装扇形齿轮,在转盘上安装与该扇形齿轮啮合的齿条,当转盘转动时,齿条驱动扇形齿轮轻微地晃动,从而拨动储料筒内的焊球,使它们可顺畅地滚入喂料口中,避免焊球因重力和互相挤压而出现喂料卡滞问题。本发明的拨料块不另外配置驱动机构,而是巧妙地利用转盘的旋转同步带动拨料块晃动,减少了驱动件数量,使本装置的结构更紧凑,也降低了驱动能耗。
附图说明
24.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
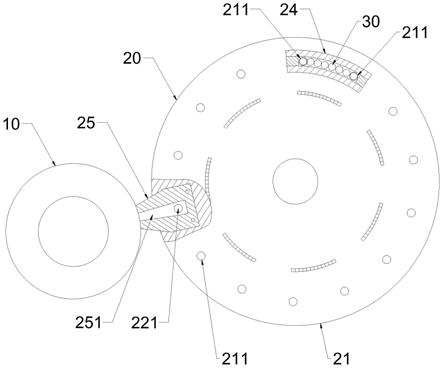
25.图1是本发明的俯视结构示意图;
26.图2是本发明的焊接头与送料管之间的连接结构示意图;
27.图3是本发明实施例1的储料筒内部结构示意图;
28.图4是本发明实施例3的焊球供料机构俯视结构示意图;
29.图5是本发明实施例2和3的储料筒内部拨料块处于平衡状态时的结构示意图;
30.图6是本发明实施例2和3储料筒内部拨料块动作过程的结构示意图;
31.图7是本发明实施例3的齿条与扇形齿轮的配合结构示意图;
32.图8是本发明实施例3的储料筒内部的横截面结构示意图;
33.图9是本发明实施例3的储料筒内部的另一横截面结构示意图。
34.图中标记为:10.激光焊接器;11.焊接头;20.焊球供料机构;21.转盘;211.进料孔;22.底盘;221.排料孔;23.进料筒;24.喂料筒;241.喂料口;242.坡面;243.转轴;244.拨料块;245.限位块;246.活动间隙;25.送料管;251.送料通道;26.扇形齿轮;27.齿条;28.配重块;30.焊球。
具体实施方式
35.实施例1
36.如图1所示,一种非接触式激光焊接装置,包括激光焊接器10和焊球供料机构20。
37.焊球供料机构20位于激光焊接器10的焊接头11侧边,焊球供料机构20包括转盘21、底盘22、储料筒和送料管25。
38.如图1至图3所示,底盘22固定式安装于机架上,底盘22可水平地支撑转盘21。转盘21由分度装置驱动而间歇性旋转,转盘21上沿一与该转盘共圆心的圆周上分布复数个进料孔211,以接收来自储料筒提供的焊球30,焊球30可以是钢球、锡球等材质,焊球的直径为0.53
‑
0.55mm,略大于焊接头喷射孔的孔径。底盘22上设有一个与该进料孔211适配的排料孔221,转盘21上的进料孔211可依次转至排料孔221上方而将焊球30逐个喂入排料孔221内,然后由安装于底盘22下方的送料管25送入焊接头11内。
39.储料筒固定式安装一支架上,且位于转盘21的上方。如图3和图9所示,储料筒包括由上至下依次连接的漏斗状的进料筒23和扁平状的喂料筒24,可将焊球从进料筒23的顶部送入。喂料筒24沿其扁平方向覆盖两个进料孔,并且喂料筒24的底部沿其扁平方向的两端分别设有两个喂料口241,该两个喂料口241的间距等于相邻的两个进料孔211的间距,从而两个喂料口241可以同时对两个进料孔211喂料,当进料孔中有焊球而被堵住时,相应的喂料口则在此节拍内不喂料。
40.如图3所示,喂料筒24的底部还设有用于辅助喂料的坡面242,坡面242与喂料筒24一体成型,坡面242的高低两端分别延伸至两个喂料口241的边缘。该倾斜的坡面结构有助于焊球快速地滚动至喂料口中,防止焊球因卡滞而移动不灵活。坡面242的倾斜方向与转盘21的旋转方向之间的关系为:转盘21由坡面低端对应的喂料口向坡面高端对应的喂料口的方向旋转,即焊球优先从坡面的低端滚入喂料口内,使焊球在大部分情况下可进入前一进料孔,而坡面高端的喂料口在常态下为备用状态,只有当前一进料孔喂料失败时,坡面高端的喂料口再次对该进料孔喂料,以降低喂料失效概率。
41.如图2所示,送料管25内设有连通排料孔221且向下倾斜的送料通道251,送料管25的底部伸入激光焊接器的焊接头11内,焊球30通过送料通道251进入焊接头后,高功率的激光瞬间融化焊球30,将焊球喷射至工件表面。
42.本实施例的工作过程为:将若干颗焊球30放入储料筒内,焊球在扁平状的喂料筒24内自动排列成一列,启动转盘21的分度驱动装置,旋转转盘21,使前两个进料孔对齐两个喂料口241,焊球自动落进两个进料孔中,然后转盘21再旋转一个节拍,第二个进料孔对齐
右侧高端的喂料口,第三个进料孔对齐左侧低端的喂料口,焊球由坡面低端的喂料口喂入第三个进料孔中,以此重复。当载有焊球的进料孔211移动至底盘上的排料孔221上方时,焊球30自动落进排料孔221中,然后由送料通道251送入激光焊接头内,进而重复对激光焊接头输送焊球。
43.实施例2
44.如图5和图6所示,本实施例与实施例1的区别在于喂料筒内的坡面部件的结构不同。本实施例在喂料筒的底部安装由一转轴243水平支撑的拨料块244,其中,坡面位于拨料块244的顶部,且该坡面为两端分别向两个喂料口的相向弯曲的拱形坡面,拨料块244可在喂料筒24内轻微地晃动,即:喂料时,因喂料筒24底部焊球的移动而破坏了焊球对拨料块的压力分布的均衡性,使拨料块244轻微地晃动,从而反过来拨动焊球滚动,以进一步提高焊球的喂料效率。
45.实施例3
46.如图5至图9所示,本实施例与实施例2的区别在于:拨料块244通过扇形齿轮26与齿条27的配合结构实现晃动。具体地,转盘21上安装有复数个齿条27,拨料块244的转轴端部伸出喂料筒24外以后键连接扇形齿轮26,扇形齿轮26与齿条27啮合,齿条27可驱动扇形齿轮26转动,从而带动拨料块244晃动,可通过合理配置扇形齿轮的齿数、齿间距、模数等参数来控制拨料块244轻微地晃动一个较小的角度,使焊球可滚动即可。拨料块244的底部为两端上扬的拱形,拨料块244的底部悬空,从而为拨料块的晃动提供充足的空间。喂料筒24的底部于拨料块244的两端分别成型有限位块245,限位块245的一侧壁与拨料块244之间留有供拨料块晃动的活动间隙246,限位块245的另一侧壁为喂料口241的孔壁。
47.如图4所示,齿条27与扇形齿轮26的纵截面均为弧形,以使二者之间的啮合与转盘的旋转不干涉。复数个齿条27均匀地分布于与转盘21共圆心的同一圆周上。如图7所示,扇形齿轮26上安装一配重块28,配重块28位于扇形齿轮26上背离齿条来向的一侧,当工作齿条转过储料筒时,扇形齿轮26在配重块28的作用下自动反转复位,从而使拨料块244复位,准备开始下一个喂料动作。
48.本装置的工作过程为:
49.将若干颗焊球30放入储料筒内,焊球在扁平状的喂料筒24内自动排列成一列,启动转盘21的分度驱动装置,旋转转盘21,使前两个进料孔对齐两个喂料口241,焊球自动落进两个进料孔中;在转盘旋转过程中齿条27与扇形齿轮26啮合,驱动拨料块244轻微地晃动而拨动喂料筒24内的焊球,使两颗焊球分别顺利地滚入两个喂料口241内,避免喂料失效。拨料动作完成后,拨料块244在配重块28的作用下自动复位。然后转盘21再旋转一个节拍,第二个进料孔对齐右侧的喂料口,第三个进料孔对齐左侧的喂料口,焊球由左侧的喂料口喂入第三个进料孔中,以此重复。当载有焊球的进料孔移动至底盘22上的排料孔221上方时,焊球自动落进排料孔221中,然后由送料通道251送入激光焊接头内,进而重复对激光焊接头输送焊球。
50.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1