一种大型发动机试验轴承轴系安装装置的制作方法
1.本发明涉及一种轴系安装装置,具体涉及一种大型发动机试验轴承轴系安装装置,属于机械工装技术领域。
背景技术:
2.航空发动机主轴轴承就其用途的特殊性,要求试验机转速高、试验环境温度高且试验数据准确、可靠性好。随着航空技术的不断发展以及航空发动机双轴、三轴技术的应用,飞机对发动机轴系轴承的寿命可靠性和技术性能要求越来越高,轴承的质量直接制约着这类发动机的发展。
3.而新研制开发的具有特殊性能的轴承越来越多,需要进行大量的性能试验、寿命试验研究以确保航空主轴轴承寿命和可靠性,给地面试车提供必要的试验数据和依据。
4.在实现对航空发动机主轴轴承轴系试验的前提,是保证对该轴系能够快速、准确的安装。而众所周知,航空发动机轴承轴系重量较大,安装过程较为困难,易对轴承造成损伤。
5.综上所述,现有的大型发动机试验轴承轴系由于其重量大,导致安装过程困难,存在易对轴承造成损伤的问题。
技术实现要素:
6.本发明的目的是为了解决现有的大型发动机试验轴承轴系由于其重量大,导致安装过程困难,存在易对轴承造成损伤的问题。进而提供一种大型发动机试验轴承轴系安装装置。
7.本发明的技术方案是:一种大型发动机试验轴承轴系安装装置,它包括底座、第一活动夹板、第二活动夹板、支撑板、丝杠和导轨,底座为槽型底座,导轨沿槽型底座的长度安装在槽型底座的底部,第一活动夹板竖直滑动安装在槽型底座内的导轨上,丝杠穿过槽型底座后与第一活动夹板的右侧端面连接,第二活动夹板竖直滑动安装在槽型底座的内的导轨上,且第二活动夹板与第一活动夹板平行,支撑板安装在第二活动夹板的左侧,衬套通过第一活动夹板和第二活动夹板夹持,轴系滑动安装在导轨上。
8.进一步地,第一活动夹板沿槽型底座的宽度方向竖直滑动安装在槽型底座内的导轨上。
9.进一步地,支撑板上开设有多个螺孔,支撑板通过多个螺栓安装在第二活动夹板。
10.进一步地,底座的侧壁下端开口宽度小于上端开口宽度。
11.进一步地,它还包括多个限位柱,底座的外侧壁上沿着侧壁的长度方向开设有多个限位孔,多个限位柱安装在多个限位孔内。
12.更进一步地,丝杠包括螺纹进给段和手摇段,螺纹进给段水平穿过底座的侧壁,且螺纹进给段与底座的侧壁之间螺纹连接,手摇段竖直安装在螺纹进给段的端部。
13.进一步地,螺纹进给段和手摇段制成一体。
14.本发明与现有技术相比具有以下效果:
15.1、本发明针对某型发动机主轴轴承试验轴承一侧衬套进行安装后,只需通过丝杠5对第一活动夹板2施加推动的进给力,将第一活动夹板2和第二活动夹板3之间夹持的衬套7进行推动,直至将衬套7推到轴系8内,即可完成整个轴系的装配。整个装配过程,能够成功地快速完成轴系的安装,并未对配合面造成损伤,且节省了人力。
16.2、本发明通过支撑板4和限位柱9对轴系和衬套的高度进行调整,便于保证装配精度,而且调节方式和结构简单。
附图说明
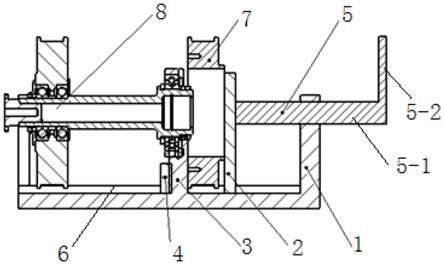
17.图1是本发明的主剖视图。图2是图1的侧视图。
具体实施方式
18.具体实施方式一:结合图1至图2说明本实施方式,本实施方式的一种大型发动机试验轴承轴系安装装置,它包括底座1、第一活动夹板2、第二活动夹板3、支撑板4、丝杠5和导轨6,底座1为槽型底座,导轨6沿槽型底座的长度安装在槽型底座的底部,第一活动夹板2竖直滑动安装在槽型底座内的导轨6上,丝杠5穿过槽型底座后与第一活动夹板2的右侧端面连接,第二活动夹板3竖直滑动安装在槽型底座的内的导轨6上,且第二活动夹板3与第一活动夹板2平行,支撑板4安装在第二活动夹板3的左侧,衬套7通过第一活动夹板2和第二活动夹板3夹持,轴系8滑动安装在导轨6上。
19.具体实施方式二:结合图1说明本实施方式,本实施方式的第一活动夹板2沿槽型底座的宽度方向竖直滑动安装在槽型底座内的导轨6上。如此设置,与衬套平行设置,便于将衬套夹持住。其它组成和连接关系与具体实施方式一相同。
20.具体实施方式三:结合图1说明本实施方式,本实施方式的支撑板4上开设有多个螺孔,支撑板4通过多个螺栓安装在第二活动夹板3。如此设置,便于通过支撑板4对衬套的轴心位置进行调整。其它组成和连接关系与具体实施方式二相同。
21.具体实施方式四:结合图2说明本实施方式,本实施方式的底座1的侧壁下端开口宽度小于上端开口宽度。如此设置,便于安装轴系。其它组成和连接关系与具体实施方式三相同。
22.具体实施方式五:结合图2说明本实施方式,本实施方式还包括多个限位柱9,底座1的外侧壁上沿着侧壁的长度方向开设有多个限位孔,多个限位柱9安装在多个限位孔内。如此设置,便于通过限位柱对轴系上的相关构件进行安装和定位。其它组成和连接关系与具体实施方式一、二、三或四相同。
23.具体实施方式六:结合图1说明本实施方式,本实施方式的丝杠5包括螺纹进给段5
‑
1和手摇段5
‑
2,螺纹进给段5
‑
1水平穿过底座1的侧壁,且螺纹进给段5
‑
1与底座1的侧壁之间螺纹连接,手摇段5
‑
2竖直安装在螺纹进给段5
‑
1的端部。如此设置,便于准确的对衬套进行夹持,控制进给夹持力,同时,由于本发明采用的是螺纹连接,也保证了在对衬套夹持后,第一活动板不会产生反向位移,造成对衬套夹持不紧的问题。其它组成和连接关系与具体实施方式一、二、三、四或五相同。
24.具体实施方式七:结合图1说明本实施方式,本实施方式的螺纹进给段5
‑
1和手摇
段5
‑
2制成一体。如此设置,便于生产加工。其它组成和连接关系与具体实施方式一、二、三、四、五或六相同。
25.结合图1至图2说明本发明的工作原理:
26.将未完成安装大发轴承轴系放置在专用的底座上,通过底座、限位柱以及支撑板实现轴系的定位,其中限位柱和支撑板的高度均可进行调整。待安装的衬套置于两夹板中间,底座上加工导轨,两个夹板可在导轨上进行滑动。通过摇动丝杠可推动夹板前进进而推动待安装的衬套。支撑板上装有螺栓,可通过调整螺栓的高度调整轴系轴心高度。当轴系与衬套同心度调整完成后即可将衬套推入轴系完成安装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1