一种翅片生产装置的制作方法
1.本实用新型涉及一种翅片生产装置。
背景技术:
2.换热器翅片是空调换热器的重要组成部分,翅片的生产通过空调翅片高速自动冲压生产线来实现的。现有的高速自动冲压生产线包括:放料装置、初始送料装置、冲压主机(带模具)、纵切装置、送料装置、横切装置、集料装置以及控制装置。例如中国专利文献cn 205684615 u公开的一种翅片高速生产线,其包括料盘固定架,送料装置,冲压模具和集料装置;在冲压模具与集料装置间设置有供料带停滞的预留区,所述集料装置包括滚刀分条装置,滚动送料装置,所述滚刀分条装置包括上滚轴和下滚轴,固定在上滚轴上的上滚刀,固定在下滚轴上的下滚刀,所述滚动送料装置包括两根转动轴,设置在转动轴两端的滚动齿轮,一组靠滚动齿轮带动的滚动板组件,所述滚动板组件上设置有步距销,该生产线通过对铝箔材料自动完成展料,过油,初始送料,拉料,冲压成型,吸料,卸料,集料等多个连续动作,最终生产出被收集好的翅片。
3.现有翅片生产线上仅一台普通压力机,既要完成正常形状的翅片的冲压成型,又要完成异型翅片(特殊形状)的冲压成型。在异型翅片生产中,需要利用特定的端或中部异型切模在铝箔上冲压出相邻翅片的边缘形状,而且不是每个步距都有异型切,根据翅片异型切的位置异型切模还会走空行程,这样在很大程度上影响了整个冲压生产线的生产效率,而且冲压成型模具的设计和制造也很复杂。
技术实现要素:
4.本实用新型所要解决的技术问题是克服现有技术的上述缺陷而提供一种翅片生产装置,使其能够适应各种翅片的生产并能快速地完成各种翅片的生产。
5.本实用新型解决上述技术问题所采用的技术方案为:
6.一种翅片生产装置,其包括初始送料装置、冲压主机、纵切装置、送料装置、横切装置、集料装置,其特征在于:还包括异型切压力机,所述异型切压力机设置在冲压主机后面。
7.更好地,所述异型切压力机,其包括底座、台板、滑块、支撑梁、翅片支撑机构、驱动机构、模具;所述台板安装在底座上,所述支撑梁安装在台板上,所述翅片支撑机构安装在底座上,所述驱动机构安装在支撑梁上并与滑块连接,所述模具安装在滑块下方的台板上,翅片由支撑机构支撑并进入模具的上模和下模之间,驱动机构带动滑块上下运动,从而使上模相对下模上下运动,完成对翅片的冲压成型。
8.更好地,所述驱动器为电机,传动机构包括:减速器、安装座、带轮、传动轴、轴承座、施力轴承和连杆;所述电机与减速器连接,并安装在安装座上,所述安装座安装在支撑梁的顶部,减速器的输出轴上安装带轮,所述传动轴的两端分别通过轴承座滚动支撑并安装在支撑梁上,所述施力轴承偏心地安装在传动轴上,这样通过电机、减速器、传动轴、施力轴承使连杆带动滑块上下运动。
9.更具体地,所述施力轴承通过偏心柱安装在传动轴上并与传动轴形成偏心,所述偏心柱外安装施力轴承,所述连杆的上端安装在施力轴承外,下端与滑块连接,通过电机的正、反转,带动带轮转动,带动传动轴转动,由于施力轴承的偏心设置,使连杆带动滑块上下运动,滑块使上模相对下模上下运动,完成合模和开模,从而完成冲压动作。
10.为了使滑块上下移动平稳,还在支撑梁和滑块之间设置滑块滑轨导向机构。
11.所述滑块滑轨导向机构有四组,分别设置在滑块的四个角处,以保证滑块运动的高精度。
12.更好地,还包括异型切台板位置调整机构,其可调整台板在送料方向上的位置,也就是调整台板上安装的所有零部件的位置,从而调整翅片上需要进行异型切的位置,使压力机的应用范围更加广泛。
13.更好地,所述异型切位置调整机构包括驱动器,所述驱动器与台板连接并驱动台板移动,台板与底座活动连接,这样能通过驱动器推动台板,从而改变台板在送料方向上的位置。
14.更好地,所述台板上设置数个腰孔以适应台板位置的变化,所述螺钉穿过台板的腰孔,并拧入底座上设置的螺纹孔内,从而使台板与底座可拆卸地连接在一起。
15.更好地,所述驱动器可以为气缸,也可以为油缸,通过气缸或油缸的活塞杆与台板连接。
16.更好地,为了减少台板在移动的过程中与底座之间的摩擦阻力,在台板两侧还设置了台板顶起移动机构。
17.更好地,所述台板顶起移动机构包括弹簧、万向球、导向条,所述弹簧放置在万向球的上部,并置于台板的容纳孔内,所述导向条安装在底座上,导向条上设置与万向球球体相适应的圆弧槽并支撑万向球。当调整台板的位置时,松开螺钉,弹簧失去阻力而自由伸缩,所以台板被顶起,与底座分离,在位置调整驱动器的作用下,容纳孔内的万向球沿着圆弧槽平稳移动,台板移动到位后,拧紧螺钉,使台板和底座又固定在一起。
18.根据台板的宽度大小,所述台板顶起移动机构可有多组。
19.与现有技术相比,本实用新型的优点在于:通过将翅片需要异型切这部分的冲压成形独立出来,由异型切压力机完成,因此,异型切的送料步距也不需要受限于冲压主机的送料步距,这样大大提高了整个翅片生产装置的生产效率。
附图说明
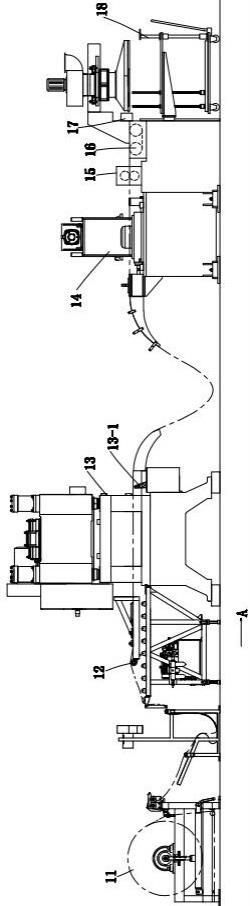
20.图1为本实用新型实施例翅片生产装置的正视图。
21.图2为本实用新型实施例翅片生产装置的异型切压力机的正视图。
22.图3为本实用新型实施例翅片生产装置的异型切压力机的施力机构的正视图。
23.图4为本实用新型实施例翅片生产装置的异型切压力机的底座和台板部分的俯视图。
24.图5为图4的b
‑
b的剖视图。
25.图6为图5中c部分的放大图。
具体实施方式
26.以下结合附图实施例对本实用新型作进一步详细描述。
27.如图1所示,本实施例中箭头a所指方向为送料方向。
28.如图1所示,一种翅片高速生产线,其包括:放料装置11、初始送料装置12、冲压主机13、异型切压力机14、纵切装置15、送料装置16、横切装置17、集料装置18以及控制装置(图中未视)。
29.放料装置11将料卷固定好,通过初始送料装置12将料带送入冲压主机13内,通过模具逐步完成料带的冲孔、翻边,并通过冲压主机的拉料机构13
‑
1按照设定步距拉出冲压主机,然后经过异型切压力机14,完成料带的异型切,再经过纵切装置15将翅片切条,再通过送料装置16送到横切装置17,翅片被分切成段,分段的翅片由集料装置18收集,备用,所述放料装置11、初始送料装置12、冲压主机13、异型切压力机14、纵切装置15、送料装置16、横切装置17、集料装置18通过控制装置进行控制,从而完成整个翅片的生产。
30.本发明采用的放料装置11、初始送料装置12、冲压主机13、纵切装置15、送料装置16、横切装置17、集料装置18以及控制装置均采用现有的常用装置,与现有翅片生产装置的主要差别在于:在冲压主机13后边增设异型切压力机。
31.如图2
‑
6所示,异型切压力机包括:底座1、台板2、滑块3、支撑梁4、驱动机构5、翅片支撑机构6及由上模71和下模72组成的模具。
32.所述台板2安装在底座1上,所述支撑梁4安装在台板2上,所述驱动机构5安装在支撑梁4上,并与滑块3连接,所述翅片支撑机构6安装在底座1上,所述模具安装在滑块3的下方的台板2上。
33.所述翅片8由支撑机构6支撑并进入模具的上模71和下模72之间,驱动机构5带动滑块3上下运动,从而使上模71相对下模72上下运动,完成对翅片的异型切。
34.所述驱动机构5包括电机501、减速器502、安装座503、带轮504和505、传动轴506、轴承座507、施力轴承508和连杆509。
35.所述电机501与减速器502连接,并安装在安装座503上,所述安装座503安装在支撑梁4的顶部,减速器502的输出轴上安装有带轮504,所述传动轴506的两端分别通过轴承座507滚动支撑并安装在支撑梁4上,所述施力轴承508通过偏心柱安装在传动轴506上,所以和传动轴形成偏心,所述偏心柱外安装施力轴承508,所述连杆509的上端安装在施力轴承508外,下端与滑块3连接。
36.所述电机50正、反转,带动带轮504和505转动,从而带动传动轴506转动,通过施力轴承508的偏心设置,使连杆509带动滑块3上下运动,滑块3使上模71与下模72合模和开模,从而实现异型切冲压动作。
37.为了使滑块3上下移动平稳,通过在支撑梁4和滑块3之间设置滑块滑轨导向机构301,所述滑块滑轨导向机构301有四组,分别设置在滑块3的四个角处,以保证滑块运动的高精度。
38.由于翅片上需要进行异型切的位置各有所不同,所以为了使压力机的应用范围更加广泛,本实施例还包括异型切位置调整机构,其可调整台板2在送料方向上的位置,也就是调整了台板上安装的所有零部件的位置。
39.所述异型切位置调整机构包括:驱动器901,所述驱动器901与台板2连接,通过驱
动器推动台板2,从而改变台板在送料方向a上的位置,调整好后,通过拧紧螺钉902使台板2固定在底座1上。
40.台板2上设置数个腰孔903以适应台板2位置的变化,使台板2仍可以很好地固定在底座1上,所述螺钉902穿过台板2的腰孔903,并拧入底座1上设置的螺纹孔内,从而使台板2与底座1连接在一起。
41.所述驱动器901可以为气缸,也可以为油缸,其通过活塞杆与台板2连接。
42.为了减少台板2在移动的过程中与底座1之间的摩擦阻力,在台板两侧还设置了台板顶起移动机构。
43.所述台板顶起移动机构包括:弹簧904、万向球905,所述弹簧放置在万向球905的上部,并置于台板2的容纳孔201内。每个弹簧和万向球为一组,可根据需要设置多组。
44.所述台板顶起移动机构还包括安装在底座1上的导向条101,所述导向条上设置与万向球球体相适应的圆弧槽1011并支撑万向球905。
45.当调整台板的位置时,松开螺钉902,弹簧904失去阻力而自由伸缩,所以台板2被顶起,与底座分离,在驱动器901的作用下,容纳孔201内的万向球905沿着圆弧槽1011平稳移动,台板移动到位后,拧紧螺钉902,使台板和底座又固定在一起。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1