一种电磁阀磁芯外罩和阀盖焊接用半自动氩弧焊装置的制作方法
[0001]
本实用新型涉及氩弧焊技术及电磁阀领域,属于制冰机电磁阀焊接装置,尤其是一种电磁阀磁芯外罩和阀盖焊接用半自动氩弧焊装置。
背景技术:
[0002]
对于电磁阀的焊接,目前采用人工焊接技术,在焊接时,操作人员需将不锈钢磁芯外罩、阀芯、弹簧和阀盖等装置组合后固定在一工装内,之后再手持焊枪进行焊接。由于组件众多不易固定,因此焊接难度较大,效率低下,很难保证产品的同一性,不适合进行大批量的加工。
技术实现要素:
[0003]
本实用新型的目的在于提供一种结构合理,有效固定,减少人工参与,机械进行焊接的电磁阀磁芯外罩和阀盖焊接用半自动氩弧焊装置。
[0004]
本实用新型采取的技术方案是:
[0005]
一种电磁阀磁芯外罩和阀盖焊接用半自动氩弧焊装置,包括一个工作台,其特征在于:所述工作台的台面内分别安装有定位工装和顶紧装置,该定位工装和顶紧装置对向设置,所述定位工装内安装有一卡具,与该卡具相对的顶紧装置的同侧端部安装有顶块,在固定工件状态下,顶块将工件压紧在卡具内,定位工装可带动工件和顶块同步转动,位于卡具和顶块之间的工件固定位置悬装有一焊枪。
[0006]
而且,所述工作台台面外部套装有一排尘罩,该排尘罩的顶部制出与外部排烟系统连通的排尘口。
[0007]
而且,所述定位工装包括底座,该底座内安装有一电机,所述电机的输出端通过联轴器与卡具一体连接,电机可带动卡具沿周向360度转动。
[0008]
而且,所述顶紧装置包括一气缸,该气缸的活塞杆端部安装有所述顶块,顶块的高度和水平位置与卡具相对应,所述顶块与卡具同侧的端部制有嵌槽。
[0009]
而且,所述气缸通过气动三联件,二位五通电磁阀和消声节流阀与气缸安装,气动三联件与外部气源导通,二位五通阀用于控制气缸动作,调整顶块的顶紧力。
[0010]
而且,所述工作台位于定位工装和顶紧装置旁侧的位置安装有一立柱,该立柱外部套装有一套管,所述套管和一十字滑台一体固定,该十字滑台内滑动安装有一滑块,所述滑块内沿竖直方向安装有所述的焊枪。
[0011]
而且,将水平方向内相垂直两方向设置分别设置为x向和y向,十字滑台可带动滑块在x向和y向进行移动。
[0012]
本实用新型的优点和积极效果是:
[0013]
本实用新型中,通过定位工装,顶紧装置和焊枪相配合形成一套半自动的氩弧焊装置,采用该装置后,操作人员只需将不锈钢磁芯外罩、阀芯、弹簧和阀盖组合后放入定位工装后即可自动进行焊接,待焊接完毕后,操作人员将工件取下更换新的待焊接的工件即
可,进而形成一套半自动的焊接设备,人工只涉及拆装工件部分,焊接过程机械完成,大大提升了加工效率,提升了工件品质的可控性。
[0014]
本实用新型中,将安装有不锈钢磁芯外罩、阀芯、弹簧和阀盖的工件放置于卡具之内,之后通过顶紧装置压紧固定,顶紧装置采用的二位五通电磁阀可调整气缸的动作,有效调整顶块的位置和顶紧力。在焊接前,焊枪安装在滑块内,而滑块的位置可通过十字滑台进行调整锁紧,因此,可保证焊枪与焊接位置的精确调整,确保焊接的质量。
[0015]
本实用新型中,排尘罩、排尘口和外部排气系统一体连接,由于快速排出加工位置产生的烟雾,便于操作人员观察焊接进度,并及时更滑工件。
附图说明
[0016]
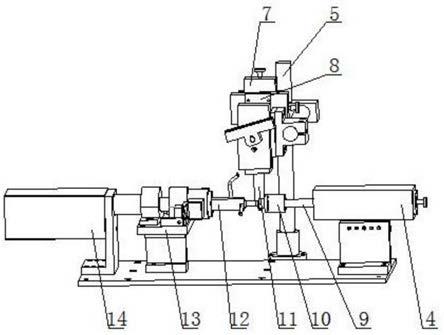
图1为本实用新型的结构示意图;
[0017]
图2为图1中定位工装、顶紧装置和焊枪部分的结构示意图;
[0018]
图3为卡具部分径向方向的截面图。
具体实施方式
[0019]
下面结合实施例,对本实用新型进一步说明,下述实施例是说明性的,不是限定性的,不能以下述实施例来限定本实用新型的保护范围。
[0020]
一种电磁阀磁芯外罩和阀盖焊接用半自动氩弧焊装置,包括一个工作台3,本实用新型的创新在于,所述工作台的台面内分别安装有定位工装和顶紧装置,该定位工装和顶紧装置对向设置,所述定位工装内安装有一卡具12,与该卡具相对的顶紧装置的同侧端部安装有顶块,在固定工件状态下,顶块将工件压紧在卡具内,定位工装可带动工件和顶块同步转动,位于卡具和顶块之间的工件固定位置悬装有一焊枪11。
[0021]
本实施例中,所述工作台台面外部套装有一排尘罩2,该排尘罩的顶部制出与外部排烟系统连通的排尘口1。
[0022]
本实施例中,所述定位工装包括底座13,该底座内安装有一电机14,所述电机的输出端通过联轴器与卡具一体连接,电机可带动卡具沿周向360度转动。
[0023]
本实施例中,优选在定位工装外部套装一个外罩6。
[0024]
本实施例中,所述卡具采用一中空的套管15,所述套管的内径和待固定的阀座外径相适配,该套管的外壁沿径向方向分别制出两个径向的通槽16,该两通槽和与阀座焊接的两根铜管的外径相适配。
[0025]
本实施例中,所述顶紧装置包括一气缸4,该气缸的活塞杆9端部安装有所述顶块10,顶块的高度和水平位置与卡具相对应,所述顶块与卡具同侧的端部制有嵌槽。
[0026]
本实施例中,所述气缸通过气动三联件,二位五通电磁阀和消声节流阀与气缸安装,气动三联件与外部气源导通,二位五通阀用于控制气缸动作,调整顶块的顶紧力。
[0027]
本实施例中,所述工作台位于定位工装和顶紧装置旁侧的位置安装有一立柱5,该立柱外部套装有一套管,所述套管和一十字滑台7一体固定,该十字滑台内滑动安装有一滑块8,所述滑块内沿竖直方向安装有所述的焊枪。
[0028]
本实施例中,将水平方向内相垂直两方向设置分别设置为x向和y向,十字滑台可带动滑块在x向和y向进行移动。
[0029]
本实用新型的使用过程:
[0030]
本实用新型使用时,操作人员将焊接有不锈钢磁芯外罩的阀座、阀芯、弹簧和阀盖的工件放置于卡具之内,之后通过顶紧装置压紧固定,顶紧装置采用的二位五通电磁阀可调整气缸的动作,有效调整顶块的位置和顶紧力。在焊接前,焊枪安装在滑块内,而滑块的位置可通过十字滑台进行调整锁紧后即可进行焊接工艺。
[0031]
本实用新型中,通过定位工装,顶紧装置和焊枪相配合形成一套半自动的氩弧焊装置,采用该装置后,操作人员只需将不锈钢磁芯外罩、阀芯、弹簧和阀盖组合后放入定位工装后即可自动进行焊接,待焊接完毕后,操作人员将工件取下更换新的待焊接的工件即可,进而形成一套半自动的焊接设备,人工只涉及拆装工件部分,焊接过程机械完成,大大提升了加工效率,提升了工件品质的可控性。
[0032]
本实用新型中,卡具和顶紧装置配合将工件压紧固定,顶紧装置采用的二位五通电磁阀可调整气缸的动作,有效调整顶块的位置和顶紧力。在焊接前,焊枪安装在滑块内,而滑块的位置可通过十字滑台进行调整锁紧,因此,可保证焊枪与焊接位置的精确调整,确保焊接的质量。
[0033]
本实用新型中,排尘罩、排尘口和外部排气系统一体连接,由于快速排出加工位置产生的烟雾,便于操作人员观察焊接进度,并及时更滑工件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1