一种L形书架成型模具的制作方法
一种l形书架成型模具
技术领域
[0001]
本实用新型涉及模具技术领域,尤其涉及一种l形书架成型模具。
背景技术:
[0002]
l形书架用于放置各种书籍。据现有技术,制作l形书架时通常需要对平板进行冲孔工序、翻孔工序、切断工序和弯折工序这四个工序。往往需要四套模具,效率低。
技术实现要素:
[0003]
本实用新型所要解决的技术问题是:克服以上现有技术的缺陷,提供一种效率高的l形书架成型模具。
[0004]
为了实现上述目的,本实用新型的技术方案是:
[0005]
一种l形书架成型模具,包括上模板和下模板,所述的上模板和下模板之间从左到右依次设有对平板进行冲孔的冲孔机构、对平板进行翻孔的翻孔机构、切断平板的切断机构和把平板弯折成“l”形的弯折机构。
[0006]
采用以上结构后,本实用新型与现有技术相比具有以下优点:在上模板和下模板之间依次设有对平板进行冲孔的冲孔机构、对平板进行翻孔的翻孔机构、切断平板的切断机构和把平板弯折成“l”形的弯折机构,四个工序在同一模具上同时进行,可以批量进行生产,效率高。
[0007]
作为优选,所述的冲孔机构包括第一凹模、第一冲针和至少两个第一压板,所述的第一凹模和第一压板分别设在下模板上表面,所述的第一冲针设在上模板下表面对应第一凹模的位置,所述的第一压板沿第一凹模宽度方向分布,所述的第一压板分别位于平板的左右两端,所述的第一压板压在平板表面,前一个平板的左端位于第一凹模的右端,位于第一凹模右端的第一压板分别压在平板的右端和前一个平板的左端,所述的第一冲针同时对平板的右端和前一个平板的左端进行冲孔,把平板放在第一凹模内,然后利用第一压板压紧平板,利用气缸驱动上模板往下运动,第一冲针同时对两块平板进行冲孔,效率高。
[0008]
作为优选,所述的第一压板通过螺栓固定在下模板上,便于安装和拆卸。
[0009]
作为优选,所述的位于第一凹模右端的第一压板上设有通孔,所述的第一冲针通过通孔分别对平板和前一个平板进行冲孔,便于对平板进行冲孔。
[0010]
作为优选,所述的第一压板的数量为三个,结构简单,定位效果好。
[0011]
作为优选,所述的翻孔机构包括第二凹模、第二冲针和至少一个用于压在平板表面的第二压板,所述的第二凹模和第二压板分别设在下模板上表面,所述的第二冲针设在上模板下表面对应第二凹模的位置,所述的第二压板位于第二凹模右端,所述的第二压板分别压在平板的右端和前一个平板的左端,所述的第二冲针同时对平板的右端和前一个平板的左端进行翻孔,把平板放在第二凹模内,然后利用第二压板压紧冲孔后的平板,利用气缸驱动上模板往下运动,第二冲针同时对两块冲孔后的平板进行翻孔,效率高。
[0012]
作为优选,所述的切断机构包括第三凹模和第三冲针,所述的第三凹模设在下模
板上表面,所述的第三冲针设在上模板下表面对应第三凹模的位置,所述的第三冲针对平板的右端和前一个平板的左端连接的位置进行切断,把平板放在第三凹模内,然后利用第三冲针对两块翻孔后的平板之间连接的位置进行切断,使两块平板分离。
[0013]
作为优选,所述的弯折机构包括成形刀和成型槽,所述的成型槽设在第三凹模右端内,所述的成形刀设在上模板下表面对应成型槽的位置,把平板放入成型槽内,利用成形刀对平板进行冲压,使平板成“l”形。
附图说明
[0014]
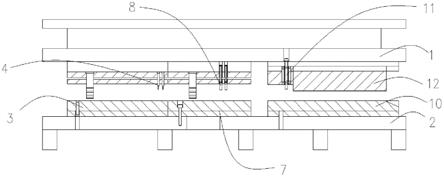
图1是本实用新型一种l形书架成型模具的主视剖视图;
[0015]
图2是本实用新型一种l形书架成型模具的俯视图;
[0016]
图3是本实用新型一种l形书架成型模具成形刀的左视图;
[0017]
图4是本实用新型一种l形书架成型模具l形书架的主视图。
[0018]
其中,1、上模板,2、下模板,3、第一凹模,4、第一冲针,5、通孔,6、第一压板,7、第二凹模,8、第二冲针,9、第二压板,10、第三凹模,11、第三冲针,12、成形刀,13、成型槽。
具体实施方式
[0019]
下面结合附图和具体实施方式对本实用新型作进一步说明。
[0020]
如图1所示,本实用新型提供一种l形书架成型模具,包括上模板1和下模板2,所述的上模板1和下模板2之间从左到右依次设有对平板进行冲孔的冲孔机构、对平板进行翻孔的翻孔机构、切断平板的切断机构和把平板弯折成“l”形的弯折机构,本实用新型的优点是在上模板1和下模板2之间依次设有对平板进行冲孔的冲孔机构、对平板进行翻孔的翻孔机构、切断平板的切断机构和把平板弯折成“l”形的弯折机构,四个工序在同一模具上同时进行,可以批量进行生产,效率高。
[0021]
所述的冲孔机构包括第一凹模3、第一冲针4和至少两个第一压板6,所述的第一凹模3和第一压板6分别设在下模板2上表面,所述的第一冲针4设在上模板1下表面对应第一凹模3的位置,所述的第一压板6沿第一凹模3宽度方向分布,所述的第一压板6分别位于平板的左右两端,所述的第一压板6压在平板表面,前一个平板的左端位于第一凹模3的右端,位于第一凹模3右端的第一压板6分别压在平板的右端和前一个平板的左端,所述的第一冲针4同时对平板的右端和前一个平板的左端进行冲孔,把平板放在第一凹模3内,然后利用第一压板6压紧平板,利用气缸驱动上模板1往下运动,第一冲针4同时对两块平板进行冲孔,效率高。
[0022]
所述的第一压板6通过螺栓固定在下模板2上,便于安装和拆卸。
[0023]
所述的位于第一凹模3右端的第一压板6上设有通孔5,所述的第一冲针4 通过通孔5分别对平板和前一个平板进行冲孔,便于对平板进行冲孔。
[0024]
所述的第一压板6的数量为三个,结构简单,定位效果好。
[0025]
所述的翻孔机构包括第二凹模7、第二冲针8和至少一个用于压在平板表面的第二压板9,所述的第二凹模7和第二压板9分别设在下模板2上表面,所述的第二冲针8设在上模板1下表面对应第二凹模7的位置,所述的第二压板9 位于第二凹模7右端,所述的第二压板9分别压在平板的右端和前一个平板的左端,所述的第二冲针8同时对平板的右端和前一个
平板的左端进行翻孔,把平板放在第二凹模7内,然后利用第二压板9压紧冲孔后的平板,利用气缸驱动上模板1往下运动,第二冲针8同时对两块冲孔后的平板进行翻孔,效率高。
[0026]
所述的切断机构包括第三凹模10和第三冲针11,所述的第三凹模10设在下模板2上表面,所述的第三冲针11设在上模板1下表面对应第三凹模10的位置,所述的第三冲针11对平板的右端和前一个平板的左端连接的位置进行切断,把平板放在第三凹模10内,然后利用第三冲针11对两块翻孔后的平板之间连接的位置进行切断,使两块平板分离。
[0027]
所述的弯折机构包括成形刀12和成型槽13,所述的成型槽13设在第三凹模10右端内,所述的成形刀12设在上模板1下表面对应成型槽13的位置,把平板放入成型槽13内,利用成形刀12对平板进行冲压,使平板成“l”形。
[0028]
具体来说,本实用新型的原理是在上模板1和下模板2之间依次设有对平板进行冲孔的冲孔机构、对平板进行翻孔的翻孔机构、切断平板的切断机构和把平板弯折成“l”形的弯折机构,四个工序在同一模具上同时进行,可以批量进行生产,效率高。
[0029]
动作过程:一、先把平板放在第一凹模3内,利用第一压板6压紧平板,利用气缸驱动上模板1往下运动,第一冲针4同时对两块平板进行冲孔;二、接着把平板放在第二凹模7内,利用第二压板9压紧冲孔后的平板,利用气缸驱动上模板1往下运动,第二冲针8同时对两块冲孔后的平板进行翻孔;三、然后把平板放在第三凹模10内,利用第三冲针11对两块翻孔后的平板之间连接的位置进行切断,使两块平板分离;四、最后把分离后的平板放入成型槽13 内,利用成形刀12对平板进行冲压,使平板成“l”形。
[0030]
在上述方案的基础上,如果对本实用新型的各种改动或变形不脱离本实用新型的精神和范围,倘若这些改动和变形属于本实用新型的权利要求和等同技术范围之内,则本实用新型也意图包含这些改动和变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1