一种消除拉伸冲击线的模具结构的制作方法
[0001]
本实用新型涉及金属材料成型领域,特别是涉及一种消除拉伸冲击线的模具结构。
背景技术:
[0002]
拉伸工艺属于金属材料成型的常见加工方式。拉伸工艺具有成型速度快、形状良好的优点,但是成型的产品表面常常会出现冲击线、滑移线。在非外观件上一般不考虑冲击线、滑移线的问题。但是在外观件上,冲击线、滑移线直接影响着产品的外观质量。
[0003]
现有技术中,对于冲击线和滑移线的产生,一般有以下几种方法来处理:1.模具设计时把他们留在产品以外的区域;2.通过优化工艺来调整它们的严重度;3.人工打磨消除。
[0004]
零件的种类千差万别,有些零件上的冲击线、滑移线是想躲也躲不开。想优化工艺,可在cae反复分析后也找不到更好的工艺。人工打磨消除是最直接的方法,但经常为了一条冲击线需要打磨整块表面。人工打磨除了效率低下,质量的不一致性也是致命问题。特别是对于表面有镜面要求的零件,直接暴露了打磨返工的缺陷。
技术实现要素:
[0005]
本实用新型的一个目的是要提供一种消除拉伸冲击线的模具结构,尽可能地避免了冲击线的产生,降低了表面的打磨成本。
[0006]
特别地,本实用新型提供了一种消除拉伸冲击线的模具结构,包括:一套组合的凹模和凸模,产品通过所述凹模和所述凸模的配合冲压成型,所述凸模对应产品产生冲击线的位置设置有凸起的强压筋。
[0007]
优选的,所述凸模对应产品产生冲击线的位置包括:所述凸模与所述凹模入模角的接触位置。
[0008]
本实用新型的模具结构,由于凸模对应产品产生冲击线的位置设置有凸起的强压筋。凸起位置设置在凸模与凹模入模角的接触位置,使得凹模圆角到凸模的接触点之间的水平直线距离延长,恰当地对应着产品容易产生冲击线的位置。这些适当的凸起能够将产品外表面的冲击线几乎消除。
[0009]
根据下文结合附图对本实用新型具体实施例的详细描述,本领域技术人员将会更加明了本实用新型的上述以及其他目的、优点和特征。
附图说明
[0010]
后文将参照附图以示例性而非限制性的方式详细描述本实用新型的一些具体实施例。附图中相同的附图标记标示了相同或类似的部件或部分。本领域技术人员应该理解,这些附图未必是按比例绘制的。
[0011]
附图中:
[0012]
图1是根据本实用新型一个实施例的模具结构中,凸模与凹模的结合示意图;
[0013]
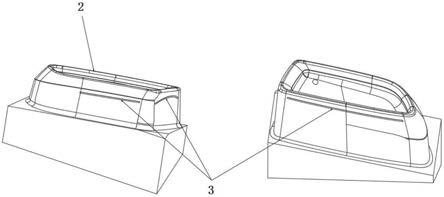
图2是图1所示模具结构中凸模的示意图;
[0014]
图3是本实用新型中的待加工产品的示意图。
[0015]
图中各符号所表示的含义如下:
[0016]
1-凹模,2-凸模,3-强压筋。
具体实施方式
[0017]
如图1所示,待成型的产品板件通过凹模1和凸模2的配合既能够冲压成型。通过cae分析结合现场实际情况和产品本身的特点和工艺,图3所示的产品在拉伸时产生的滑移线不在重要区域且不太明显,不需要对滑移线做特殊处理,只需在后序的抛光工序中正常抛光就能去除。而图3所示的产品产生的较严重的冲击线,可以采用强压的形式修复产品的外表面。
[0018]
如图2所示,在凸模2上对应产品产生冲击线的位置做适当的凸起,即强压筋3。图示中,凸模2对应产品产生冲击线的位置主要包括:凸模2与凹模1入模角的接触位置、凸模2的外表面平滑度有变化的位置等。其中,模具的入模角是指冷冲拉伸模具凹模和挤压模具凹模口部的引导部分的斜角即正锥度。
[0019]
强压筋3使得凹模1圆角到凸模2的接触点之间的水平直线距离延长,恰当地对应着产品容易产生冲击线的位置。经过反复的调整研合,最终几乎可以将产品外表面的冲击线消除。再结合后面工序正常的抛光工艺,完全能满足产品外表面的质量要求。
[0020]
加工过程中,只需要将待成型产品放在凸模2上,凹模1压下即可成型。这些适当的凸起能够将产品外表面的冲击线几乎消除。
[0021]
至此,本领域技术人员应认识到,虽然本文已详尽示出和描述了本实用新型的多个示例性实施例,但是,在不脱离本实用新型精神和范围的情况下,仍可根据本实用新型公开的内容直接确定或推导出符合本实用新型原理的许多其他变型或修改。因此,本实用新型的范围应被理解和认定为覆盖了所有这些其他变型或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1