一种螺杆材料调质后的校直装置的制作方法
[0001]
本实用新型涉及一种螺杆材料调质后的校直装置。
背景技术:
[0002]
调质是指一种用以改善钢铁材料综合力学性能的热处理工艺,即在淬火后再经高温回火处理,其目的在于使钢铁零部件获得强度与韧性的良好配合,既有较高的强度,又有优良的韧性、塑性、切削性能等。一些合金钢或低合金钢必须经调质后才可获得良好综合性能。螺杆材料在进行调质后会发生一定的变形,需要进行校直,目前的校直工序中主要是将工件在支架上进行定位后,通过压头进行压直,然后通过工人的经验判定下压量是否合格,由于工件材料自身还存在一定的记忆特性,需要考虑校直后的回弹量,一般的工人难以操作。
技术实现要素:
[0003]
针对上述问题中存在的不足之处,本实用新型提供一种螺杆材料调质后的校直装置。
[0004]
为实现上述目的,本实用新型提供一种螺杆材料调质后的校直装置,包括工作台,所述工作台上左右对称安装支架,所述支架顶部加工凹槽,所述凹槽内放置工件,所述工件的弯曲顶点朝上,两个所述支架之间安装压弯量检测机构,所述压弯量检测机构包括传感器,所述传感器顶部设有检测头,所述传感器下部连接数显屏,所述工作台上方是冲压部。
[0005]
作为本实用新型进一步改进,所述检测头的顶点初始位置与所述凹槽的底部位置在同一水平线。
[0006]
作为本实用新型进一步改进,所述凹槽的前后内壁由顶部向底部逐渐靠近,所述凹槽底部呈弧形。
[0007]
作为本实用新型进一步改进,所述冲压部底部安装压头,所述压头与所述检测头相对应。
[0008]
本实用新型的有益效果为:
[0009]
该装置通过压弯量检测机构对工件校直的过程进行有效检测,以便控制工件压弯量和压头行程,保证工件变形量在预定范围内,避免被校直工件产生弯曲不足和弯曲过度的现象,操作简单,检测精度高,有效提高工作效率。
附图说明
[0010]
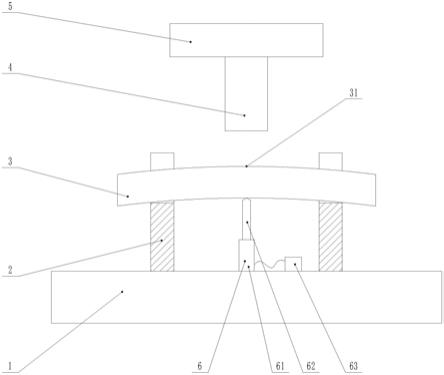
图1为本实用新型一种螺杆材料调质后的校直装置的主视图;
[0011]
图2为部件2支架的结构示意图;
[0012]
图3为本实用新型一种螺杆材料调质后的校直装置的工作示意图。
[0013]
图中:1、工作台;2、支架;21、凹槽;3、工件;31、弯曲顶点;4、压头;5、冲压部;6、压弯量检测机构;61、传感器;62、检测头;63、数显屏。
具体实施方式
[0014]
如图1所示,本实用新型所述的一种螺杆材料调质后的校直装置,包括工作台1,工作台1上左右对称安装支架2,支架2顶部加工凹槽21,凹槽21内放置工件3,工件3的弯曲顶点31朝上,凹槽21的前后内壁由顶部向底部逐渐靠近,凹槽21底部呈弧形(参见图2),两个支架2之间安装压弯量检测机构6,压弯量检测机构6包括传感器61,传感器61顶部设有检测头62,检测头62的顶点初始位置与凹槽21的底部位置在同一水平线,传感器61下部连接数显屏63,工作台1上方是冲压部5,冲压部5底部安装压头4,压头4与检测头62相对应。
[0015]
该装置通过压弯量检测机构对工件校直的过程进行有效检测,以便控制工件压弯量和压头行程,保证工件变形量在预定范围内,避免被校直工件产生弯曲不足和弯曲过度的现象,操作简单,检测精度高,有效提高工作效率。
[0016]
具体使用时,为方便理解本实用新型,结合附图进行描述:
[0017]
首先根据工件的初始弯曲量以及不同材料的记忆特性,考虑压弯后的回弹量,确定需要对工件施加的压弯量,接着将工件放置在支架顶部凹槽内,工件的弯曲顶点朝上,压头位于弯曲顶点上方,检测头位于弯曲顶点下方,然后冲压部下行,压头与弯曲顶点相接触并进行下压,弯曲顶点对应的底部与检测头接触并将检测头下压,检测头下移的位移量通过传感器将显示在数显屏上,当显示的数值达到设定值,表示达到工件指定的压弯量,冲压部停止下行,保持压头对工件顶部的施压状态几分钟,然后校直过程完成,冲压部上行复位,工件通过自身的记忆力回弹,使工件保证一定的直线度,取下工件即可。
[0018]
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1