轴套校平检测装置的制作方法
[0001]
本实用新型涉及轴套装夹检验的技术领域,尤其是涉及轴套校平检测装置。
背景技术:
[0002]
轴套是套在转轴上的筒状机械零件,也称为衬套,主要用于减少轴和座的磨损。对于双螺杆挤出机来说,双螺杆挤出机的机筒内通常会设置有如图1一样的一组轴套1,该组轴套1由两个排列设置的圆形轴套1拼合而成,两轴套1相对的一侧均被切削出拼合面11,两轴套1的拼合面11抵接且两轴套1拼合出葫芦形内腔。
[0003]
现有的轴套拼合面的切割方式大多为电火花线切割,如图2所示,可水平滑动的工作台2上固设有基准板21,基准板21与工作台2的相对位置可调,基准板21顶面上竖直固设有立板22。将轴套1放置在基准板21上,轴套1外周同时与基准板21顶面和立板22侧壁抵接,通过多组压板等部件构成的装夹机构23将轴套1固定在基准板21上,从而实现轴套1水平装夹在工作台2上。机架6上水平滑动设置有竖直切割线,竖直切割线的滑动方向垂直于工作台2的滑动方向。通过工作台2的位移实现切割线和轴套1的相对位移,实现轴套1拼合面11的切割。
[0004]
轴套轴线相对于工作台滑动方向的平行度直接影响轴套拼合面的切割精准度,直接影响轴套拼合时两轴套的拼合面能否完全抵接,故而需要一种能轴套校平检测装置,能够方便使用者找正轴套加工时的轴线位置。
技术实现要素:
[0005]
针对现有技术存在的不足,本实用新型的目的是提供轴套校平检测装置,其具有方便使用者进行轴套加工时轴线位置的找正工作的效果。
[0006]
本实用新型的上述实用新型目的是通过以下技术方案得以实现的:轴套校平检测装置,包括机架和沿机架长度方向滑动设置在机架上的工作台,所述机架上竖直固定有检测架,所述检测架的底端顺序连接有第一间距架、第二间距架、角度架以及测距组件,所述第一间距架的两端分别与检测架和第二间距架旋转连接,所述角度架的一端与第二间距架旋转连接且另一端与测距组件固定,所述第一间距架、第二间距架以及角度架的旋转面均垂直于工作台滑动方向,还包括用于固定第一间距架、第二间距架以及角度架旋转角度的旋转机构。
[0007]
通过采用上述技术方案,使用者将轴套装夹在基准板上后,旋转第一间距架、第二间距架以及第二间距架并通过旋转机构固定旋转角度,使得测距组件与轴套相对且可检测二者间距,水平滑动工作台,轴套被带动位移,如果间距变化则轴套存在平行度误差,需要微调装夹位置,反之则不需要微调装夹位置,可便捷检测轴套的装夹平行度,进而提高轴套装夹位置的精准度方便,轴套加工质量高。
[0008]
本实用新型进一步设置为:所述旋转机构包括旋钮、内齿圈、固定齿轮以及啮合弹簧,所述第一间距架、第二间距架以及角度架的转轴的一端上均沿机架长度方向滑移连接
有旋钮,所述检测架、第一间距架以及第二间距架上均固设有内齿圈,所述第一间距架、第二间距架以及角度架的转轴均水平贯穿对应的内齿圈,所述内齿圈、固定齿轮以及旋钮水平向排列设置且固定齿轮与旋钮固定,所述啮合弹簧与旋钮相连,常态下所述啮合弹簧的弹力使得固定齿轮和内齿圈保持啮合状态。
[0009]
通过采用上述技术方案,固定齿轮与内齿圈的啮合与否确定第一间距架、第二间距架以及角度架的旋转角度是否固定,啮合弹簧的弹力阻止固定齿轮和内齿圈分离,使用者可手动滑移旋钮至固定齿轮与内齿圈分离,从而通过旋钮的滑移实现固定齿轮和内齿圈的啮合控制,通过旋钮的旋转实现第一间距架、第二间距架以及角度架的旋转控制。
[0010]
本实用新型进一步设置为:所述测距组件为固设在角度架自由端上的千分表。
[0011]
通过采用上述技术方案,使用者可通过千分表便捷检测角度架与轴套之间的间距变化值。
[0012]
本实用新型进一步设置为:所述测距组件为固设在角度架自由端上的间距传感器。
[0013]
通过采用上述技术方案,使用者可通过位移传感器便捷检测角度架与轴套之间的间距,进而获取间距变化值。
[0014]
本实用新型进一步设置为:所述工作台上水平设置有基准板,所述基准板上垂直固设有立板,所述基准板上设置有用于将轴套固定在基准板上的装夹机构,所述基准板的四角处竖向贯穿有设置有腰形的固定孔,所述固定孔的长度方向平行于基准板的宽度方向,所述固定孔为阶梯孔且固定孔内穿设有将基准板固定在工作台上的固定螺栓。
[0015]
通过采用上述技术方案,常态下通过固定螺栓与基准板的压紧力和摩擦力固定基准板和工作台的相对位置,腰形的固定孔使得基准板和工作台相对位置可调节,立板和基准板构成两个基准面,使用者可通过装夹机构便捷地将轴套装夹在工作台上。
[0016]
本实用新型进一步设置为:所述装夹机构包括固设在立板侧壁上的限位块,所述立板的顶面和侧壁上均固设有定位柱,所述定位柱上套设有压板,所述压板上设置有供定位柱水平向贯穿的腰形孔,所述腰形孔的长度方向平行于压板的长度方向,所述定位柱上螺纹连接有用于固定压板和定位柱相对位置的定位螺母,位于所述立板顶面上的定位柱的轴线竖直,位于所述立板侧壁上的定位柱的轴线平行于基准板宽度方向,所述立板侧壁上固设有用于平衡夹板力的垫块,所述垫块设置在位于立板侧壁上的定位柱旁。
[0017]
通过采用上述技术方案,通过基准板顶面、立板侧壁、两个压板以及限位块多点限位轴套,压板位置因定位螺母与定位柱的螺纹连接而可调节,进而轴套的卡合状况可控,腰形孔使得压板与轴套抵接面积可调节,压板伸入轴套内的长度可调节,装夹自由度高,轴套拆安方便。
[0018]
本实用新型进一步设置为:所述角度架上可拆卸固设有推平件,所述推平件呈l形设置且l形的两垂直边线分别垂直和平行于于角度架的长度方向。
[0019]
通过采用上述技术方案,使用者可先旋松固定螺栓,并让万向滚珠和轴套外周抵接,水平位移工作台,通过推平件推动轴套位移,实现轴套水平度误差的预消除,进而旋紧固定螺栓,拆下推平件,再通过测距组件和工作台的位移进行轴套平行度的检测,通过上述操作可有效减少多次检测和多次微调的麻烦。
[0020]
本实用新型进一步设置为:所述推平件的自由端上固设有万向滚珠。
[0021]
通过采用上述技术方案,万向滚珠随工作台的位移而滚动,有效减少推平件自由端和轴套之间的相互磨损,该检测装置的使用寿命长。
[0022]
综上所述,本实用新型的有益技术效果为:
[0023]
1.通过第一间距架、第二间距架以及角度架实现竖直面内测距组件的任意位移,进而可通过测距组件测量角度架与轴套母线上不同点的间距,通过间距是否变化和变化的大小确定轴套装夹的平行度误差,检测轴套平行度误差方便,后续微调装夹位置和提高加工质量方便;
[0024]
2.通过拆安方便的推平件实现平行度误差的预消除,平行度微调次数少,使用更方便。
附图说明
[0025]
图1是轴套的整体结构示意图。
[0026]
图2是轴套装夹的整体结构示意图。
[0027]
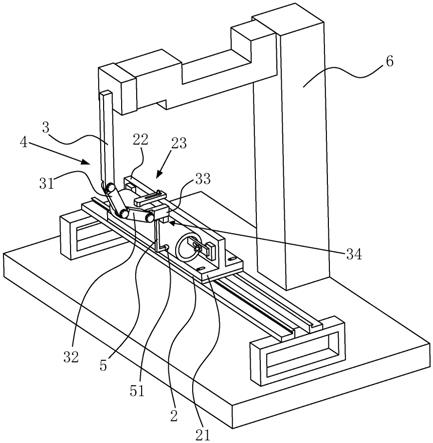
图3是具体实施例的整体结构示意图。
[0028]
图4是具体实施例的装夹机构的结构示意图。
[0029]
图5是具体实施例的旋转机构的结构示意图。
[0030]
图中,1、轴套;11、拼合面;2、工作台;21、基准板;211、固定孔;212、固定螺栓;22、立板;23、装夹机构;231、限位块;232、定位柱;233、压板;2331、腰形孔;234、定位螺母;235、垫块;3、检测架;31、第一间距架;32、第二间距架;33、角度架;34、测距组件;4、旋转机构;41、旋钮;42、内齿圈;43、固定齿轮;44、啮合弹簧;5、推平件;51、万向滚珠;6、机架。
具体实施方式
[0031]
以下结合附图对本实用新型作进一步详细说明。
[0032]
具体实施例一:
[0033]
参照图3,为本实用新型公开的轴套找平检测装置,包括机架6和沿机架6长度方向滑动设置在机架6上的工作台2,工作台2顶面水平。机架6上竖直固设有检测架3,检测架3的底端顺序连接有第一间距架31、第二间距架32、角度架33以及测距组件34。第一间距架31的两端分别与检测架3和第二间距架32旋转连接,角度架33的一端与第二间距架32旋转连接,角度架33的另一端与测距组件34固定。第一间距架31、第二间距架32以及角度架33的旋转中心线均平行于机架6长度方向,还包括用于固定第一间距架31、第二间距架32以及角度架33的旋转角度的旋转机构4。
[0034]
参考图3和4,工作台2上水平装夹有轴套1,测距组件34可检测出角度架33与轴套1外周之间的间距变化值,本实施例中的测距组件34为红外反射式位移传感器。工作台2上水平设置有基准板21,基准板21上竖直固设有立板22,轴套1同时与基准板21的顶面和立板22靠近角度架33的侧壁抵接。基准板21上设置有固定轴套1和基准板21相对位置的装夹机构23,基准板21的四角处均设置有腰形固定孔211,固定孔211竖向贯穿基准板21。固定孔211的长度方向平行于基准板21的宽度方向,固定孔211内穿设有固定螺栓212。固定孔211呈顶端为大径端的阶梯形设置,固定螺栓212嵌合在固定孔211内且固定螺栓212的栓体端部与工作台2螺纹连接,固定孔211的小径端与固定螺栓212的栓体部分之间存在间隙。
[0035]
使用者将轴套1装夹在基准板21上后,旋紧固定螺栓212,固定工作台2和轴套1的相对位置。旋转第一间距架31、第二间距架32以及第二间距架32,使得测距组件34与轴套1相对,水平滑动工作台2,轴套1被带动位移,位移传感器不断地检测角度架33与轴套1母线上不同点的间距。当间距变化值为零时,说明轴套1母线与机架6长度方向完全平行,反之则说明轴套1存在装夹的平行度误差,旋转固定螺栓212,手动微调基准板21与工作台2的相对位置,进而旋紧固定螺栓212。通过上述操作使用者可便捷检测轴套1的装夹平行度,进而提高轴套1装夹位置的精准度方便,轴套1加工质量高。
[0036]
参考图4,装夹机构23包括固设在立板22侧壁上的限位块231,限位块231固设在立板22长度方向上的一端,限位块231靠近立板22中心的侧壁竖直。立板22的顶面和侧壁上均固设有定位柱232,定位柱232上套设有压板233和定位螺母234,定位螺母234位于压板233靠近定位柱232自由端的一侧,定位柱232与定位螺母234螺纹连接。压板233上设置有沿压板233厚度方向贯穿压板233的腰形孔2331,定位柱232贯穿腰形孔2331,腰形孔2331的长度方向平行于压板233的长度方向。位于所述立板22顶面上的定位柱232的轴线竖直,位于所述立板22侧壁上的定位柱232的轴线平行于基准板21宽度方向。立板22侧壁上固设有用于平衡夹板力的垫块235,垫块235设置在位于立板22侧壁上的定位柱232旁,且与对应的压板233抵接。
[0037]
轴套1卡合在限位块231和位于侧壁上的定位柱232之间,位于立板22顶面上的定位柱232上的压板233位于轴套1上方,位于立板22侧壁上的定位柱232上的压板233伸入轴套1内且与轴套1内周抵接。旋转定位螺母234,定位螺母234因螺纹连接而沿定位柱232轴向位移,进而带动压板233位移至于轴套1端部或外周抵接压紧。腰形孔2331使得压板233与轴套1抵接面积可调节,压板233伸入轴套1内的长度可调节,装夹自由度更高。通过上述实现轴套1与基准板21位置的固定,轴套1被多点限位且母线始终水平,装夹方便,拆安方便。
[0038]
参考图5,旋转机构4包括旋钮41、内齿圈42、固定齿轮43以及啮合弹簧44,第一间距架31、第二间距架32以及角度架33的转轴的一端上均沿转轴轴向滑移连接有旋钮41,检测架3、第一间距架31以及第二间距架32上均固设有内齿圈42,第一间距架31、第二间距架32以及角度架33的转轴均水平贯穿对应的内齿圈42,旋钮41位于内齿圈42转轴远离检测架3或第一间距架31或第二间距架32的一侧。固定齿轮43固定在旋钮41靠近内齿圈42的端面上,转轴内嵌设有啮合弹簧44。啮合弹簧44的一端与转轴固定,啮合弹簧44的另一端与旋钮41固定,啮合弹簧44的弹力驱动旋钮41旋转至内齿轮与固定齿轮43啮合。
[0039]
使用者手动滑移旋钮41至内齿圈42与固定齿轮43分离,旋转旋钮41并带动对应的第一间距架31或第二间距架32或角度架33旋转,进而复位旋钮41,啮合弹簧44的弹力使得常态下内齿圈42与固定齿轮43啮合,旋钮41和转轴均无法旋转,第一间距架31或第二间距架32或角度架33的旋转角度固定。通过上述操作实现第一间距架31、第二间距架32以及角度架33的旋转控制,控制操作简单且控制效果好。
[0040]
参考图5,角度架33上通过螺纹件可拆卸式固定有金属制推平件5,推平件5呈l形设置,l形的两垂直边线分别垂直和平行于角度架33的长度方向,推平件5的自由端上固设有万向滚珠51。使用者可先旋松固定螺栓212,并让万向滚珠51和轴套1外周抵接,水平位移工作台2,通过推平件5推动轴套1位移,实现轴套1水平度误差的预消除,进而旋紧固定螺栓212,拆下推平件5,再通过测距组件34和工作台2的位移进行轴套1平行度的检测。通过上述
操作可有效减少多次检测和多次微调的麻烦,万向滚珠51随工作台2的位移而滚动,有效减少推平件5自由端和轴套1之间的相互磨损,该检测装置的使用寿命长。
[0041]
本实施例的实施原理为:通过装夹机构23将轴套1装夹在基准板21上,位移角度架33至推平件5与轴套1外周抵接,水平位移工作台2,推平件5推动轴套1和基准板21位移,旋紧固定螺栓212并让基准板21和工作台2的位置固定,拆下推平件5,调节角度架33、第一间距架31以及第二间距架32的旋转角度,使得位移传感器与轴套1外周相对,水平位移工作台2,通过间距变化值的检测进行轴套1的平行度误差的判定,根据检测结果微调基准板21和轴套1的位置,通过上述操作有效降低轴套1装夹误差,轴套1后续加工精准度高,后续加工方便。
[0042]
具体实施例二:
[0043]
本实施例与具体实施例一不同的地方在于测距组件34为千分表。
[0044]
本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1