一种蚌壳法兰边防焊瘤结构的制作方法
[0001]
本实用新型涉及一种蚌壳法兰边防焊瘤结构,属于汽车尾气处理用普通净化器制造领域。
背景技术:
[0002]
汽车尾气后处理常出现蚌壳的结构分型,可分为法兰边分型方式及扣边式分型方式,其中蚌壳法兰边分型模式在焊接过程中,对于焊接铁水没有导流作用,焊接铁水温度高,凝固较慢,在铁水自重的作用下坠形成焊瘤,造成产品失效。消除焊瘤不良能保证产品合格率。
技术实现要素:
[0003]
本实用新型的目的在于克服上述不足,提供一种蚌壳法兰边防焊瘤结构,包括左蚌壳及右蚌壳,所述左蚌壳与右蚌壳通过焊接的方式固定形成壳体,所述左蚌壳与右蚌壳的法兰边分型设置为左焊边翻边起点位置短于右焊边,所述左蚌壳与右蚌壳的切边分型整体设置为s形曲线型。
[0004]
作为本实用新型的进一步改进,所述左焊边的翻边高度低于右焊边。
[0005]
本实用新型的优点在于,在满足焊缝溶深要求、焊缝强度的前提下,消除蚌壳焊接过程中的焊瘤不良,保证产品的合格率。
附图说明
[0006]
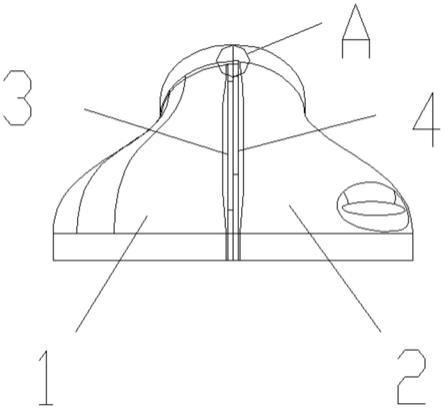
图1为本实用新型的主视图。
[0007]
图2为主视图中a部分的放大图。
[0008]
图3为本实用新型的左视图。
[0009]
图4为左视图b部分的放大图。
[0010]
附图标记说明:1-左蚌壳、2-右蚌壳、3-左焊边、4-右焊边。
具体实施方式
[0011]
下面按照图示对本实用新型做进一步说明。
[0012]
如图1至图4所示,一种蚌壳法兰边防焊瘤结构,包括左蚌壳1及右蚌壳2,所述左蚌壳1与右蚌壳2通过焊接的方式固定形成壳体,所述左蚌壳1与右蚌壳2的法兰边分型设置为左焊边3翻边起点位置短于右焊边4,所述左焊边3的翻边高度低于右焊边,4具体如图3,两焊边有3mm的错边量,焊缝实际宽度为3mm,错边的3mm具体作用为提高焊接过程工艺的稳定性,并且使得焊缝满足溶深要求,保证了焊缝的强度要求。
[0013]
左焊边3相对于右焊边4,翻边起点位置缩进2mm左右,如图2,所述左蚌壳1与右蚌壳2,其切边分型整体设置为s形曲线型,具体作用为在蚌壳焊接过程中,铁水会按照s形曲线型走向流动,在切边与法兰的位置处不会堆积,避免了焊瘤的产生,具体如图4。
[0014]
左蚌壳1及右蚌壳2的焊边分为左右侧两条,两条焊边的均采用上述的左右焊边差异性设计及切边s形曲线型的分型设置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1